1. Brève description du G-code de LinuxCNC
Le G-code est le langage de programmation des machines numériques. Le G-code utilisé par LinuxCNC est basé sur le langage RS274/NGC. Cette documentation le décrit de manière exhaustive, c’est donc un gros morceau mais il contient beaucoup de concepts qui seront assimilés par le lecteur dès la première lecture. C’est notamment le cas de ce chapitre. Par la suite, l’utilisateur reviendra ici, d’abord pour chaque détail de création de son G-code, puis plus tard, seulement pour vérifier la syntaxe des codes les moins courants. Il aura alors perçu la puissance de ce langage et de LinuxCNC qui le met à profit.
2. Format des paramètres du G-code
Le langage G-code est basé sur des lignes de code. Chaque ligne (également appelée un bloc) peut inclure des commandes pour faire produire diverses actions à la machine. Plusieurs lignes de code peuvent être regroupées dans un fichier pour créer un programme G-code.
Une ligne de code typique commence par un numéro de ligne optionnel suivi par un ou plusieurs mots. Un mot commence par une lettre suivie d’un nombre (ou quelque chose qui permet d'évaluer un nombre). Un mot peut, soit donner une commande, soit fournir un argument à une commande. Par exemple, G1 X3 est une ligne de code valide avec deux mots. G1 est une commande qui signifie déplaces toi en ligne droite à la vitesse programmée et X3 fournit la valeur d’argument (la valeur de X doit être 3 à la fin du mouvement). La plupart des commandes G-code commencent avec une lettre G ou M (G pour Général et M pour Miscellaneous (auxiliaire)). Les termes pour ces commandes sont G-codes et M-codes.
Le langage G-code n’a pas d’indicateur de début et de fin de programme. L’interpréteur cependant traite les fichiers. Un programme simple peut être en un seul fichier, mais il peut aussi être partagé sur plusieurs fichiers. Un fichier peut être délimité par le signe pour-cent de la manière suivante. La première ligne non vide d’un fichier peut contenir un signe % seul, éventuellement encadré d’espaces blancs, ensuite, à la fin du fichier on doit trouver une ligne similaire. Délimiter un fichier avec des % est facultatif si le fichier comporte un M2 ou un M30 , mais est requis sinon. Une erreur sera signalée si un fichier a une ligne pour-cent au début, mais pas à la fin. Le contenu utile d’un fichier délimité par pour-cent s’arrête après la seconde ligne pour-cent. Tout le reste est ignoré.
Le langage G-code prévoit les deux commandes (M2 ou M30 ) pour finir un programme. Le programme peut se terminer avant la fin du fichier. Les lignes placées après la fin d’un programme ne seront pas exécutées. L’interpréteur ne les lit pas.
3. Format d’une ligne
Une ligne de G-code typique est construite de la façon suivante, dans l’ordre avec la restriction à un maximum de 256 caractères sur la même ligne.
-
Un caractère optionnel d’effacement de bloc, qui est la barre oblique /.
-
Un numéro de ligne optionnel.
-
Un nombre quelconque de mots, valeurs de paramètres et commentaires.
-
Un caractère de fin de ligne (retour chariot ou saut de ligne ou les deux).
Toute entrée non explicitement permise est illégale, elle provoquera un message d’erreur de l’interpréteur.
Les espaces sont permis ainsi que les tabulations dans une ligne de code dont ils ne changent pas la signification, excepté dans les commentaires. Ceci peut donner d'étranges lignes, mais elles sont autorisées. La ligne g0x +0. 12 34y 7 est équivalente àg0 x+0.1234 y7, par exemple.
Les lignes vides sont permises, elles seront ignorées.
La casse des caractères est ignorée, excepté dans les commentaires. Toutes les lettres en dehors des commentaires peuvent être, indifféremment des majuscules ou des minuscules sans changer la signification de la ligne.
4. Caractère d’effacement de bloc
Le caractère optionnel d’effacement de bloc qui est la barre oblique /, quand il est placé en premier sur une ligne, peut être utilisé par certaines interfaces utilisateur pour sauter, si besoin, des lignes de code. Dans Axis, la combinaison de touches Alt-m-/ est une bascule qui active ou désactive l’effacement de bloc. Quand l’effacement de bloc est actif, toutes les lignes commençant par / sont sautées.
Dans Axis il est également possible de basculer l’activation d’effacement de
bloc avec l’icône:

5. Numéro de ligne
Un numéro de ligne commence par la lettre N suivie d’un nombre entier non signé. Les numéros de ligne peuvent se suivre, être répétés ou être dans le désordre, bien qu’une pratique normale évite ce genre d’usage. Les numéros de ligne peuvent être sautés, c’est une pratique normale. L’utilisation d’un numéro de ligne n’est pas obligatoire, ni même recommandée, mais si ils sont utilisés, il doivent être placés en début de ligne.
6. Les mots
Un mot est une lettre, autre que N, suivie d’un nombre réel.
Les mots peuvent commencer avec l’une ou l’autre des lettres indiquées dans le tableau ci-dessous. Ce tableau inclus N pour être complet, même si, comme défini précédemment, les numéros de lignes ne sont pas des mots. Plusieurs lettres (I, J, K, L, P, R) peuvent avoir différentes significations dans des contextes différents. Les lettres qui se réfèrent aux noms d’axes ne sont pas valides sur une machine n’ayant pas les axes correspondants.
7. Les nombres
Les règles suivantes sont employées pour des nombres (explicites). Dans ces règles un chiffre est un caractère simple entre 0 et 9.
-
Un nombre commence par:
-
un signe plus ou un signe moins optionnel, suivi de
-
zéro à plusieurs chiffres, peut être suivis par,
-
un point décimal, suivi de
-
zéro à plusieurs chiffres, il doit au moins y avoir un chiffre.
-
-
Il existe deux types de nombres:
-
Les entiers, qui n’ont pas de point décimal.
-
Les décimaux, qui ont un point décimal.
-
-
Les nombres peuvent avoir n’importe quel nombre de chiffres, sous réserve de la limitation de longueur d’une ligne. Seulement environ dix-sept chiffres significatifs seront retenus, c’est toutefois suffisant pour toutes les applications connues.
-
Un nombre non nul sans autre signe que le premier caractère est considéré positif.
Les zéros non significatifs, ne sont pas nécessaires.
Si un nombre utilisé dans le langage G-code est proche d’une valeur entière à moins de quatre décimales, il est considéré comme entier, par exemple 0.9999.
8. Paramètres (Variables)
Le langage RS274/NGC supporte les paramètres, qui sont appelés variables dans d’autres langages de programmation. Il existe plusieurs types de paramètres ayant différents usages et différentes formes. Le seul type de nombre supporté par les paramètres est le flottant, il n’y a pas de string, pas de boolean ni d’entier dans le G-code comme dans d’autres langages de programmation. Toutefois, les expressions logiques peuvent être formulées avec les opérateurs booléens (AND, OR, XOR et les opérateurs de comparaison EQ, NE, GT, GE, LT, LE) ainsi que MOD, ROUND, FUP et FIX les fonctions qui supportent l’arithmétique entière.
Les paramètres différent par leur syntaxe, leur portée, leur comportement quand ils ne sont pas encore initialisés, leur mode, leur persistance et l’usage pour lequel ils sont prévus.
- Syntaxes
-
Il y a trois sortes d’apparences syntaxiques:
-
numéroté - #4711
-
nommé local - #<valeurlocale>
-
nommé global - #<_valeurglobale>
-
- La portée
-
La portée d’un paramètre est soit globale, ou locale à l’intérieur d’un sous-programme. Les paramètres de sous-programme et les paramètres nommés ont une portée locale. Les paramètres nommés globaux et les paramètres numérotés commencent par un nombre, exemple: 31 a une portée globale. RS274/NGC utilise une portée lexicale, dans un sous-programme, seules sont locales les variables qui y sont définies et toutes les variables globales y sont visibles. Les variables locales à un appel de procédure, ne sont pas visibles dans la procédure appelée.
- Le comportement des paramètres non encore initialisés
-
-
Les paramètres globaux non initialisés et les paramètres de sous-programmes inutilisés, retournent la valeur zéro quand ils sont utilisés dans une expression.
-
Les paramètres nommés signalent une erreur quand ils sont utilisés dans une expression.
-
- Le mode
-
La plupart des paramètres sont en lecture/écriture et peuvent être assignés dans une instruction d’affectation. Cependant, pour beaucoup de paramètres prédéfinis, cela n’a pas de sens, ils sont alors en lecture seule. Ils peuvent apparaître dans les expressions, mais pas sur le côté gauche d’une instruction d’affectation.
- La persistance
-
Quand LinuxCNC s’arrête, les paramètres volatiles perdent leurs valeurs. Tous les paramètres sont volatiles, excepté les paramètres numérotés dans l'étendue courante de persistance
[L'étendue de persistance courante des paramètres évolue en même temps qu'évolue le développement. Cette étendue est actuellement de 5161 à 5390. Elle est définie par _required_parameters array dans le fichier src/linuxcnc/rs274ngc/interp_array.cc .]
. Les paramètres persistants sont enregistrés dans un fichier .var et restaurés à leurs valeurs précédentes quand LinuxCNC est relancé. Les paramètres numérotés volatiles sont remis à zéro. - Utilisation prévue
-
-
Paramètres utilisateur:: paramètres numérotés dans l'étendue 31 à 5000, paramètres nommés globaux et locaux excepté les paramètres prédéfinis. Sont disponibles pour une utilisation générale de stockage de valeurs flottantes, comme des résultats intermédiaires, des drapeaux, etc. durant l’exécution d’un programme. Ils sont en lecture/écriture (une valeur peut leur être attribuée).
-
Paramètres de sous-programme - Ils sont utilisés pour conserver les paramètres actuels passés à un sous-programme.
-
paramètres numérotés - la plupart de ces paramètres sont utilisés pour accéder aux offsets des systèmes de coordonnées.
-
paramètres nommés prédéfinis - utilisés pour déterminer l'état de l’interpréteur et de la machine, par exemple #<_relative> retourne 1 si G91 est actif et 0 si G90 est activé. Ils sont en lecture seule.
-
9. Paramètres numérotés
Un paramètre numéroté commence par le caractère # suivi par un entier compris entre 1 et (actuellement) 5602. Le paramètre est référencé par cet entier, sa valeur est la valeur stockée dans le paramètre.
Une valeur est stockée dans un paramètre avec l’opérateur = par exemple:
#3 = 15 (la valeur 15 est stockée dans le paramètre numéro 3)
Le caractère # a une précédence supérieure à celle des autres opérations, ainsi par exemple, #1+2 signifie la valeur trouvée en ajoutant 2 à la valeur contenue dans le paramètre 1 et non la valeur trouvée dans le paramètre 3. Bien sûr, #[1+2] signifie la valeur trouvée dans le paramètre 3. Le caractère # peut être répété, par exemple ##2 signifie le paramètre dont le numéro est égal à la valeur entière trouvée dans le paramètre 2.
- 31 à 5000
-
Paramètres des G-Code utilisateur. Ces paramètres sont globaux dans le fichier G-code.
- 5061 à 5069
-
Résultat du palpage G38.2 pour X Y Z A B C U V W. Volatile.
- 5161 à 5169
-
Coordonnées d’un G28 pour X Y Z A B C U V W. Persistant.
- 5181 à 5189
-
Origine G30 pour X Y Z A B C U V W. Persistant.
- 5211 à 5219
-
Offset G52 et G92 pour X Y Z A B C U V W. Persistant.
- 5220
-
Système de coordonnées 1 à 9 pour G54 à G59.3. Persistant.
- 5221 à 5229
-
Système de coordonnées 1, G54 pour X Y Z A B C U V W R. Persistant.
- 5241 à 5249
-
Système de coordonnées 2, G55 pour X Y Z A B C U V W R. Persistant.
- 5261 à 5269
-
Système de coordonnées 3, G56 pour X Y Z A B C U V W R. Persistant.
- 5281 à 5289
-
Système de coordonnées 4, G57 pour X Y Z A B C U V W R. Persistant.
- 5301 à 5309
-
Système de coordonnées 5, G58 pour X Y Z A B C U V W R. Persistant.
- 5321 à 5329
-
Système de coordonnées 6, G59 pour X Y Z A B C U V W R. Persistant.
- 5341 à 5349
-
Système de coordonnées 7, G59.1 pour X Y Z A B C U V W R. Persistant.
- 5361 à 5369
-
Système de coordonnées 8, G59.2 pour X Y Z A B C U V W R. Persistant.
- 5381 à 5389
-
Système de coordonnées 9, G59.3 pour X Y Z A B C U V W R. Persistant.
- 5399
-
Résultat de M66 - Surveille ou attends une entrée. Volatile.
- 5400
-
Numéro de l’outil courant. Volatile.
- 5401 à 5409
-
Offset d’outil pour X Y Z A B C U V W. Volatile.
- 5410
-
Diamètre de l’outil courant. Volatile.
- 5411
-
Angle frontal de l’outil courant. Volatile.
- 5412
-
Angle arrière de l’outil courant. Volatile.
- 5413
-
Orientation de l’outil. Volatile.
- 5420 à 5428
-
Positions courantes incluant les offsets, dans l’unité courante du programme pour X Y Z A B C U V W.
10. Paramètres de sous-programme
-
1-30 - Paramètres d’appel d’arguments, locaux au sous-programme. Voir la section des O-codes.
11. Paramètres nommés
Les paramètres nommés fonctionnent comme les paramètres numérotés mais sont plus faciles à lire. Les paramètres nommés sont convertis en minuscules, les espaces et tabulations sont supprimés. Les paramètres nommés doivent être encadrés des signes < et >.
#<Un paramètre nommé> est un paramètre nommé local. Par défaut, un paramètre nommé est local à l'étendue dans laquelle il est assigné. L’accès à un paramètre local, en dehors de son sous-programme est impossible, de sorte que deux sous-programmes puissent utiliser le même nom de paramètre sans craindre qu’un des deux n'écrase la valeur de l’autre.
#<_un paramètre global> est un paramètre nommé global. Ils sont accessibles depuis des sous-programmes appelés et peuvent placer des valeurs dans tous les sous-programmes accessibles à l’appelant. En ce qui concerne la portée, ils agissent comme des paramètres numérotés. Ils ne sont pas enregistrés dans des fichiers.
Exemples:
-
Déclaration d’une variable nommée globale
#<_troisdents_dia> = 10.00
-
Référence à la variable globale précédemment déclarée
#<_troisdents_rayon> = [#<_troisdents_dia>/2.0]
-
Mélange de paramètres nommés et de valeurs littérales
o100 call [0.0] [0.0] [#<_interieur_decoupe>-#<_troisdents_dia>][#<_Zprofondeur>] [#<_vitesse>]
12. Paramètres nommés prédéfinis
Les paramètres globaux suivants sont disponibles en lecture seule, pour accéder aux états internes de l’interpréteur et de la machine. Ils peuvent être utilisés dans les expressions quelconques, par exemple pour contrôler le flux d’un programme avec les instructions if-then-else.
-
#<_vmajor> - Version majeure de LinuxCNC. Si la version courante est 2.5.2, 2.5 est retourné.
-
#<_vminor> - Version mineure du LinuxCNC. Si la version courante est 2.6.2, 0.2 est retourné.
-
#<_line> - Numéro de séquence. Si un fichier G-code est en cours, le numéro de la ligne courante est retourné.
-
#<_motion_mode> - Retourne le mode mouvement courant de l’interpréteur:
| Mode mouvement | Valeur retournée |
|---|---|
G1 |
10 |
G2 |
20 |
G3 |
30 |
G33 |
330 |
G38.2 |
382 |
G38.3 |
383 |
G38.4 |
384 |
G38.5 |
385 |
G5.2 |
52 |
G73 |
730 |
G76 |
760 |
G80 |
800 |
G81 |
810 |
G82 |
820 |
G83 |
830 |
G84 |
840 |
G85 |
850 |
G86 |
860 |
G87 |
870 |
G88 |
880 |
G89 |
890 |
-
#<_plane> - Retourne une valeur désignant le plan courant:
| Plan | Valeur retournée |
|---|---|
G17 |
170 |
G18 |
180 |
G19 |
190 |
G17.1 |
171 |
G18.1 |
181 |
G19.1 |
191 |
-
#<_ccomp> - Statut de la compensation d’outil. Retourne une valeur:
| Mode | Valeur retournée |
|---|---|
G40 |
400 |
G41 |
410 |
G41.1 |
411 |
G41 |
410 |
G42 |
420 |
G42.1 |
421 |
-
#<_metric> - Retourne 1 si G21 est on, sinon 0.
-
#<_imperial> - Retourne 1 si G20 est on, sinon 0.
-
#<_absolute> - Retourne 1 si G90 est on, sinon 0.
-
#<_incremental> - Retourne 1 si G91 est on, sinon 0.
-
#<_inverse_time> - Retourne 1 si le mode inverse du temps (G93) est on, sinon 0.
-
#<_units_per_minute> - Retourne 1 si le mode unités par minute (G94) est on, sinon 0.
-
#<_units_per_rev> - Retourne 1 si le mode Unités par tour (G95) est on, sinon 0.
-
#<_coord_system> - Retourne l’index du système de coordonnées courant (G54 à G59.3).
| Mode | Valeur retournée |
|---|---|
G54 |
0 |
G55 |
1 |
G56 |
2 |
G57 |
3 |
G58 |
4 |
G59 |
5 |
G59.1 |
6 |
G59.2 |
7 |
G59.3 |
8 |
-
#<_tool_offset> - Retourne 1 si l’offset d’outil (G43) est on, sinon 0.
-
#<_retract_r_plane> - Retourne 1 si G98 est actif, sinon 0.
-
#<_retract_old_z> - Retourne 1 si G99 est on, sinon 0.
13. Paramètres système
-
#<_spindle_rpm_mode> - Retourne 1 si la broche est en mode tr/mn (G97), sinon 0.
-
#<_spindle_css_mode> - Retourne 1 si la broche est en mode vitesse de coupe constante (G96), sinon 0.
-
#<_ijk_absolute_mode> - Retourne 1 si le mode de déplacement en arc est absolu (G90.1), sinon 0.
-
#<_lathe_diameter_mode> - Retourne 1 pour un tour configuré en mode diamètre (G7), sinon 0.
-
#<_lathe_radius_mode> - Retourne 1 pour un tour configuré en mode rayon (G8) , sinon 0.
-
#<_spindle_on> - Retourne 1 si la broche tourne (M3 ou M4 en cours), sinon 0.
-
#<_spindle_cw> - Retourne 1 si la broche est dans le sens horaire (M3) sinon 0.
-
#<_mist> - Retourne 1 si l’arrosage par gouttelettes est activé (M7).
-
#<_flood> - Retourne 1 si l’arrosage fluide est activé (M8).
-
#<_speed_override> - Retourne 1 si un correcteur de vitesse d’avance travail est activé (M48 ou M50 P1), sinon 0.
-
#<_feed_override> - Retourne 1 si un correcteur de vitesse broche est activé (M48 ou M51 P1), sinon 0.
-
#<_adaptive_feed> - Retourne 1 si un correcteur de vitesse adaptative est activé (M52 ou M52 P1), sinon 0.
-
#<_feed_hold> - Retourne 1 si le contrôle de coupure vitesse est activé (M53 P1), sinon 0.
-
#<_feed> - Retourne la valeur courante d’avance travail (F).
-
#<_rpm> - Retourne la valeur courante de vitesse broche (S).
-
#<_x> - Retourne la coordonnée machine courante en X. Identique à #5420.
-
#<_y> - Retourne la coordonnée machine courante en Y. Identique à #5421.
-
#<_z> - Retourne la coordonnée machine courante en Z. Identique à #5422.
-
#<_a> - Retourne la coordonnée machine courante en A. Identique à #5423.
-
#<_b> - Retourne la coordonnée machine courante en B. Identique à #5424.
-
#<_c> - Retourne la coordonnée machine courante en C. Identique à #5425.
-
#<_u> - Retourne la coordonnée machine courante en U. Identique à #5426.
-
#<_v> - Retourne la coordonnée machine courante en V. Identique à #5427.
-
#<_w> -Retourne la coordonnée machine courante en W. Identique à #5428.
-
#<_current_tool> - Retourne le N° de l’outil courant monté dans la broche. Identique à #5400.
-
#<_current_pocket> - Retourne le N° de poche de l’outil courant.
-
#<_selected_tool> - Retourne le N° de l’outil sélectionné par le mot T. Par défaut -1.
-
#<_selected_pocket> - Retourne le N° de poche sélectionné par le mot T. Par défaut -1 (pas de poche sélectionnée).
-
#<_value> - Retourne la valeur du dernier O-code return ou endsub. Valeur 0 par défaut si pas d’expression après return ou endsub. Initialisé à 0 au démarrage du programme.
-
#<_value_returned> - 1.0 si le dernier O-code return ou endsub a retourné une valeur, 0 autrement. Effacé par le prochain appel à un O-code.
-
#<_task> - 1.0 si l’instance en cours d’exécution par l’interpréteur fait partie d’une tâche de fraisage, 0.0 autrement. Il est parfois nécessaire de traiter ce cas particulier pour conserver un chemin d’outil propre, par exemple quand on teste le succès d’une mesure au palpeur (G38.x), en examinant #5070, ce qui ratait toujours dans le chemin d’outil de l’interpréteur (ex: Axis).
-
#<_call_level> - current nesting level of O-word procedures. Pour débogage.
-
#<_remap_level> - current level of the remap stack. Each remap in a block adds one to the remap level. Pour débogage.
14. Expressions
Une expression est un groupe de caractères commençant avec le crochet gauche [ et se terminant avec le crocher droit ] . Entre les crochets, on trouve des nombres, des valeurs de paramètre, des opérations mathématiques et d’autres expressions. Une expression est évaluée pour produire un nombre. Les expressions sur une ligne sont évaluées quand la ligne est lue et avant que quoi que ce soit ne soit éxécuté sur cette ligne. Un exemple d’expression: [1 + acos[0] - [#3 ** [4.0/2]]].
15. Opérateurs binaires
Les opérateurs binaires ne se rencontrent que dans les expressions. Il y a quatre opérateurs mathématiques de base: addition +, soustraction -, multiplication * et division /. Il y a trois opérateurs logiques: le ou (OR), le ou exclusif (XOR) et le et logique (AND). Le huitième opérateur est le modulo (MOD). Le neuvième opérateur est l'élévation à la puissance (**) qui élève le nombre situé à sa gauche à la puissance du nombre situé à sa droite. Les opérateurs de relation sont: égalité (EQ), non égalité (NE), strictement supérieur (GT), supérieur ou égal (GE), strictement inférieur (LT) et inférieur ou égal (LE).
Les opérations binaires sont divisées en plusieurs groupes selon leur précédence. Si dans une opération se trouvent différents groupes de précédence, par exemple dans l’expression [2.0 / 3 * 1.5 - 5.5 / 11.0], les opérations du groupe supérieur seront effectuées avant celles des groupes inférieurs. Si une expression contient plusieurs opérations du même groupe (comme les premiers / et * dans l’exemple), l’opération de gauche est effectuée en premier. Notre exemple est équivalent à: [[[2.0/3]*1.5]-[5.5/11.0]], qui est équivalent à [1.0-0.5] , le résultat est: 0.5 .
Les opérations logiques et le modulo sont exécutés sur des nombres réels et non pas seulement sur des entiers. Le zéro est équivalent à un état logique faux (FALSE), tout nombre différent de zéro est équivalent à un état logique vrai (TRUE).
| Opérateurs | Précédence |
|---|---|
** |
haute |
* / MOD |
|
+ - |
|
EQ NE GT GE LT LE |
|
AND OR XOR |
basse |
16. Fonctions
Une fonction commence par son nom, ex: ATAN suivi par une expression divisée par une autre expression (par exemple ATAN[2]/[1+3]) ou tout autre nom de fonction suivi par une expression (par exemple SIN[90]). Les fonctions disponibles sont visibles le tableau ci-dessous. Les arguments pour les opérations unaires sur des angles ( COS, SIN et TAN ) sont en degrés. Les valeurs retournées par les opérations sur les angles ( ACOS, ASIN et ATAN ) sont également en degrés.
La fonction FIX arrondi un nombre vers la gauche, (moins positif ou plus négatif) par exemple, FIX[2.8]=2 et FIX[-2.8]=-3. La fonction FUP à l’inverse, arrondi un nombre vers la droite (plus positif ou moins négatif) par exemple, FUP[2.8]=3 et FUP[-2.8]=-2.
La fonction EXISTS vérifie l’existence d’un simple paramètre nommé. Il reçoit le paramètre à vérifier en argument, il retourne 1 si celui-ci existe et 0 sinon. C’est une erreur si un paramètre numéroté ou une expression est utilisé.
| Nom de fonction | Fonction |
|---|---|
ATAN[Y]/[X] |
Tangente quatre quadrants |
ABS[arg] |
Valeur absolue |
ACOS[arg] |
Arc cosinus |
ASIN[arg] |
Arc sinus |
COS[arg] |
Cosinus |
EXP[arg] |
Exposant |
FIX[arg] |
Arrondi à l’entier immédiatement inférieur |
FUP[arg] |
Arrondi à l’entier immédiatement supérieur |
ROUND[arg] |
Arrondi à l’entier le plus proche |
LN[arg] |
Logarithme Néperien |
SIN[arg] |
Sinus |
SQRT[arg] |
Racine carrée |
TAN[arg] |
Tangente |
EXISTS[arg] |
Vérifie l’existence d’un paramètre nommé |
17. Répétitions d’items
Une ligne peut contenir autant de mots G que voulu, mais un seul du même groupe modal.
Une ligne peut avoir de zéro à quatre mots M. Mais pas deux mots M du même groupe modal.
Pour toutes les autres lettres légales, un seul mot commençant par cette lettre peut se trouver sur la même ligne.
Si plusieurs valeurs de paramètre se répètent sur la même ligne, par exemple: #3=15 #3=6, seule la dernière valeur prendra effet. Il est absurde, mais pas illégal, de fixer le même paramètre deux fois sur la même ligne.
Si plus d’un commentaire apparaît sur la même ligne, seul le dernier sera utilisé, chacun des autres sera lu et son format vérifié, mais il sera ignoré. Placer plusieurs commentaires sur la même ligne est très rare.
18. Ordre des items
Les trois types d’item dont la commande peut varier sur une ligne (comme indiqué au début de cette section) sont les mots, les paramètres et les commentaires. Imaginez que ces trois types d'éléments sont divisés en trois groupes selon leur type.
Dans le premier groupe les mots, peuvent être arrangés dans n’importe quel ordre sans changer la signification de la ligne.
Dans le second groupe les valeurs de paramètre, quelque soit leur arrangement, il n’y aura pas de changement dans la signification de la ligne sauf si le même paramètre est présent plusieurs fois. Dans ce cas, seule la valeur du dernier paramètre prendra effet. Par exemple, quand la ligne #3=15 #3=6 aura été interprétée, la valeur du paramètre 3 vaudra 6. Si l’ordre est inversé, #3=6 #3=15 après interprétation, la valeur du paramètre 3 vaudra 15.
Enfin dans le troisième groupe les commentaires, si plusieurs commentaires sont présents sur une ligne, seul le dernier commentaire sera utilisé.
Si chaque groupe est laissé, ou réordonné, dans l’ordre recommandé, la signification de la ligne ne changera pas, alors les trois groupes peuvent être entrecroisés n’importe comment sans changer la signification de la ligne. Par exemple, la ligne g40 g1 #3=15 (foo) #4=-7.0 à cinq items est signifiera exactement la même chose dans les 120 ordres d’arrangement possibles des cinq items comme #4=-7.0 g1 #3=15 g40 (foo).
19. Commandes et modes machine
En G-code, de nombreuses commandes produisent, d’un mode à un autre, quelque chose de différent au niveau de la machine, le mode reste actif jusqu'à ce qu’une autre commande ne le révoque, implicitement ou explicitement. Ces commandes sont appelées modales. Par exemple, si l’arrosage est mis en marche, il y reste jusqu'à ce qu’il soit explicitement arrêté. Les G-codes pour les mouvements sont également modaux. Si, par exemple, une commande G1 (déplacement linéaire) se trouve sur une ligne, elle peut être utilisée sur la ligne suivante avec seulement un mot d’axe, tant qu’une commande explicite est donnée sur la ligne suivante en utilisant des axes ou un arrêt de mouvement.
Les codes non modaux n’ont d’effet que sur la ligne ou ils se présentent. Par exemple, G4 (tempo) est non modale.
20. Coordonnées polaires
Des coordonnées polaires peuvent être utilisées pour spécifier les coordonnées XY d’un mouvement. Le @n est la distance et le ^n est l’angle. L’avantage est important, par exemple: Pour faire très simplement un cercle de trous tangents:
-
Passer un point situé au centre du cercle
-
Régler la compensation de longueur d’outil
-
Déplacer l’outil vers le premier trou
-
Enfin, lancer le cycle de perçage.
Les coordonnées polaires sont toujours données à partir de la position X0, Y0. Pour décaler les coordonnées polaires machine utilisez le décalage pièce ou sélectionnez un système de coordonnées.
En mode absolu, la distance et l’angle sont donnés à partir de la position X0, Y0 et l’angle commence à 0 sur l’axe X positif et augmente dans la direction trigonométrique (anti-horaire) autour de l’axe Z. Le code G1 @1 ^90 est la même que G1 Y1.
En mode relatif, la distance et l’angle sont également donnés à partir de la position XY zéro, mais ils sont cumulatifs. Ce fonctionnement en mode incrémental peut être déroutant au début.
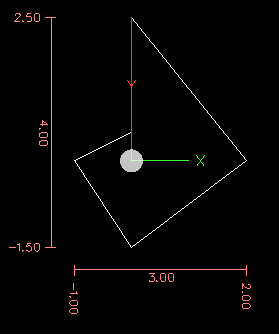
Par exemple: si vous avez le programme suivant, vous vous attendez à obtenir une trajectoire carré.
F100 G1 @.5 ^90 G91 @.5 ^90 @.5 ^90 @.5 ^90 @.5 ^90 G90 G0 X0 Y0 M2
Vous pouvez voir sur la figure suivante que la sortie n’est pas celle à laquelle vous vous attendiez, parce-que avons ajouté 0.5 à la distance de la position XY zéro à chaque début de ligne.
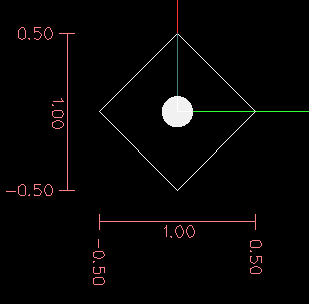
Le code suivant va produire notre modèle carré.
F100 G1 @.5 ^90 G91 ^90 ^90 ^90 ^90 G90 G0 X0 Y0 M2
Comme vous pouvez le voir, en ajoutant seulement l’angle de 90 degrés à chaque ligne. La distance du point final est la même pour chaque ligne.
C’est une erreur si:
-
Un mouvement incrémental est lancé à l’origine.
-
Un mélange de mots polaires et de X ou Y est utilisé.
21. Groupes modaux
Les commandes modales sont arrangées par lots appelés groupes modaux, à tout moment, un seul membre d’un groupe modal peut être actif. En général, un groupe modal contient des commandes pour lesquelles il est logiquement impossible que deux membres soient actifs simultanément, comme les unités en pouces et les unités en millimètres. Un centre d’usinage peut être dans plusieurs modes simultanément, si un seul mode pour chaque groupe est actif. Les groupes modaux sont visibles dans le tableau ci-dessous.
| Signification du groupe modal | Mots G |
|---|---|
Codes non modaux (Groupe 0) |
G4, G10, G28, G30, G53, G52, G92, G92.1, G92.2, G92.3 |
Mouvements (Groupe 1) |
G0, G1, G2, G3, G33, G38.x, G73, G80, G81, |
G82, G83, G84, G85, G86, G87, G88, G89 |
|
Choix du plan de travail (Groupe 2) |
G17, G18, G19, G17.1, G18.1, G19.1 |
Mode déplacement (Groupe 3) |
G90, G91 |
Mode déplacement en arc IJK (Groupe 4) |
G90.1, G91.1 |
Mode de vitesses (Groupe 5) |
G93, G94, G95 |
Unités machine (Groupe 6) |
G20, G21 |
Compensation de rayon d’outil (Groupe 7) |
G40, G41, G42, G41.1, G42.1 |
Compensation de longueur d’outil (Groupe 8) |
G43, G43.1, G49 |
Plan de retrait cycle de perçage (Groupe 10) |
G98, G99 |
Systèmes de coordonnées (Groupe 12) |
G54, G55, G56, G57, G58, G59, G59.1, G59.2, G59.3 |
Mode contrôle de trajectoire (Groupe 13) |
G61, G61.1, G64 |
Mode contrôle vitesse broche (Groupe 14) |
G96, G97 |
Mode diamètre/rayon sur les tours (Groupe 15) |
G7, G8 |
| Signification du groupe modal | Mots M |
|---|---|
Types de fin de programme (Groupe 4) |
M0, M1, M2, M30, M60 |
On/Off I/O (Groupe 5) |
M6 Tn |
Appel d’outil (Groupe 6) |
M6 Tn |
Commande de broche (Groupe 7) |
M3, M4, M5, M19 |
Arrosages (Groupe 8) |
(M7, M8, peuvent être actifs simultanément), M9 |
Boutons de correction de vitesse (Groupe 9) |
M48, M49, M50, M51 |
Définis par l’utilisateur (Groupe 10) |
M100 à M199 |
Pour plusieurs groupes modaux, quand la machine est prête à accepter des commandes, un membre du groupe doit être en vigueur. Il y a des paramètres par défaut pour ces groupes modaux. Lorsque la machine est mise en marche ou ré-initialisées, les valeurs par défaut sont automatiquement actives.
Groupe 1, le premier groupe du tableau, est un groupe de G-codes pour les mouvements. À tout moment, un seul d’entre eux est actif. Il est appelé le mode de mouvement courant.
C’est une erreur que de mettre un G-code du groupe 1 et un G-code du groupe 0 sur la même ligne si les deux utilisent les mêmes axes. Si un mot d’axe utilisant un G-code du groupe 1 est implicitement actif sur la ligne (en ayant été activé sur une ancienne ligne) et qu’un G-code du groupe 0 utilisant des mots d’axes apparaît sur la même ligne, l’activité du G-code du groupe 1 est révoquée pour le reste de la ligne. Les mots d’axes utilisant des G-codes du groupe 0 sont G10, G28, G30, G52 et G92.
C’est une erreur d’inclure des mots sans rapport sur une ligne avec le contrôle de flux O.
22. Commentaires
Des commentaires peuvent être ajoutés aux lignes de G-code pour clarifier l’intention du programmeur. Les commentaires peuvent être placés sur une ligne en les encadrant par des parenthèses. Ils peuvent aussi occuper tout le reste de la ligne à partir d’un point virgule. Le point virgule n’est pas traité comme un début de commentaire si il se trouve entre deux parenthèses.
Voici un exemple de programme commenté:
G0 (Rapide à démarrer.) X1 Y1 G0 X1 Y1 (Rapide à démarrer; mais n'oubliez pas l'arrosage.) M2 ; Fin du programme.
Les commentaires peuvent se trouver entre des mots, mais pas entre des mots et leur paramètre correspondant. Ainsi, cette ligne est correcte:
S100(vitesse broche)F200(vitesse d'avance)
mais celle-ci est incorrecte:
S(speed)100F(feed)200
Les commentaires sont seulement informatifs, ils n’ont aucune influence sur la machine.
Il y a plusieurs commentaires actif qui ressemblent à un commentaire mais qui produit certaines actions, comme (debug,…) ou (print,…), expliqués plus loin. Si plusieurs commentaires se trouvent sur la même ligne, seul le dernier sera interprété selon les règles. Par conséquent, un commentaire normal suivant un commentaire actif aura pour effet de désactiver le commentaire actif. Par exemple, (foo) (debug,#1) affichera la valeur du paramètre #1, mais (debug,#1) (foo) ne l’affichera pas.
Un commentaire commençant par un point virgule est par définition le dernier commentaire sur cette ligne et sera toujours interprété selon la syntaxe des commentaires actifs.
23. Messages
-
(MSG,) - Un commentaire contient un message si MSG apparaît après la parenthèse ouvrante et avant tout autre caractère. Les variantes de MSG qui incluent un espace blanc et des minuscules sont permises. Le reste du texte avant la parenthèse fermante est considéré comme un message. Les messages sont affichés sur la visu de l’interface utilisateur.
(MSG, Ceci est un message)
24. Enregistrement des mesures
-
(PROBEOPEN filename.txt) - ouvrira le fichier filename.txt et y enregistrera les 9 coordonnées de XYZABCUVW pour chacune des mesures réussie.
-
(PROBECLOSE). - fermera le fichier de log palpeur.
Voir la section sur la mesure au palpeur pour d’autres informations sur le palpage avec G38.
25. Log général
-
(LOGOPEN,filename.txt) - Ouvre le fichier de log filename.txt. Si le fichier existe déjà, il sera tronqué.
-
(LOGAPPEND,filename.txt) - Ouvre le fichier de log filename.txt. Si le fichier existe déjà, il sera ajoutées.
-
(LOGCLOSE) - Si le fichier est ouvert, il sera fermé.
-
(LOG,message) - Le message placé derrière la virgule est écrit dans le fichier de log si il est ouvert. Supporte l’extension des paramètres comme décrit plus loin.
26. Messages de débogage
-
(DEBUG,commentaire) sont traités de la même façon que ceux avec (msg,reste du commentaire) avec l’ajout de possibilités spéciales pour les paramètres, comme décrit plus loin.
-
(PRINT,commentaire) vont directement sur la sortie stderr avec des possibilités spéciales pour les paramètres, comme décrit plus loin.
27. Paramètres dans les commentaires
Dans les commentaires avec DEBUG, PRINT et LOG, les valeurs des paramètres dans le message sont étendues.
Par exemple: pour afficher le contenu d’une variable nommée globale sur la sortie stderr (la fenêtre de la console par défaut), ajouter une ligne au G-code comme:
(print,diamètre fraise 3 dents = #<_troisdents_dia>) (print,la valeur de la variable 123 est: #123)
À l’intérieur de ces types de commentaires, les séquences comme 123 sont remplacées par la valeur du paramètre 123. Les séquences comme <paramètre nommé> sont remplacées par la valeur du paramètre nommé. Rappelez vous que les espaces dans les noms des paramètres nommés sont supprimés, <parametre nomme> est équivalent à <parametrenomme>.
28. Exigences des fichiers
Un programme G-code doit contenir une ou plusieurs lignes de G-code puis se terminer par une ligne defin de programme. Tout G-code, placé après cette ligne de fin de programme, sera ignoré.
Si le programme n’utilise pas G-code de fin de programme, une paire de signes pourcent % peut être utilisées. Le premier signe % doit dans ce cas se trouver sur la première ligne du fichier, suivi par une ou plusieurs lignes de G-code, puis du second signe %. Tout G-code placé après le second signe % sera ignoré.
|
Note
|
Les fichiers de G-code doivent être créés avec un éditeur de texte comme Gedit et non avec un traitement de texte comme Open Office. Les traitements de texte ajoutent de nombreux caractères de contrôle dans les fichiers, ce qui les rends inutilisables comme programmes G-code. |
29. Taille des fichiers
L’interpréteur et le gestionnaire de tâches ont été écrits, de sorte que la taille des fichiers n’est limité que par la capacité du disque dur. Les interfaces graphiques TkLinuxCNC et Axis affichent tous les deux le programme G-code à l'écran pour l’utilisateur, cependant, la RAM devient un facteur limitant. Dans Axis, parce-que l’aperçu du parcours d’outil est affiché par défaut, le rafraîchissement de l'écran devient une limite pratique à la taille des fichiers. Le tracé du parcours d’outil peut être désactivé dans Axis pour accélérer le chargement des fichiers conséquents. L’aperçu peut être désactivé en passant un commentaire spécial.
30. Ordre d’exécution
L’ordre d’exécution des éléments d’une ligne est défini, non pas par sa position dans la ligne mais par la liste suivante:
-
Commandes O-code, optionnellement suivies par un commentaire mais aucun autre mot n’est permis sur la même ligne.
-
Commentaire (message inclus).
-
Positionnement du mode de vitesses (G93, G94).
-
Réglage de la vitesse travail (F).
-
Réglage de la vitesse de rotation de la broche (S).
-
Sélection de l’outil (T).
-
pin I/O de HAL (M62 à M68).
-
Appel d’outil (M6).
-
Marche/Arrêt broche (M3, M4, M5).
-
Enregistrer l'état (M70, M73), restaurer l'état (M72), invalider l'état (M71).
-
Marche/Arrêt arrosages (M7, M8, M9).
-
Activation/Inhibition des correcteurs de vitesse (M48, M49, M50, M51, M52, M53).
-
Commandes définies par l’opérateur (M100 à M199).
-
Temporisation (G4).
-
Choix du plan de travail (G17, G18, G19).
-
Choix des unités de longueur (G20, G21).
-
Activation/Désactivation de la compensation de rayon d’outil (G40, G41, G42)
-
Activation/Désactivation de la compensation de longueur d’outil (G43, G49)
-
Sélection du système de coordonnées (G54, G55, G56, G57, G58, G59, G59.1, G59.2, G59.3).
-
Réglage du mode de trajectoire (G61, G61.1, G64)
-
Réglage du mode de déplacement (G90, G91).
-
Réglage du mode de retrait (G98, G99).
-
Prise d’origine (G28, G30) ou établissement du système de coordonnées (G10) ou encore, réglage des décalages d’axes (G52, G92, G92.1, G92.2, G94).
-
Effectuer un mouvement (G0 à G3, G33, G80 à G89), tel que modifié (éventuellement) par G53.
-
Arrêt (M0, M1, M2, M30, M60).
31. G-Code: Bonnes pratiques
31.1. Utiliser un nombre de décimales approprié
Utiliser au plus 3 chiffres après la virgule pour l’usinage en millimètres et au plus 4 chiffres après la virgule pour l’usinage en pouces. En particulier, les contrôles de tolérance des arcs sont faits pour .001 et .0001 selon les unités actives.
31.2. Utiliser les espaces de façon cohérente
Le G-code est plus lisible quand au moins un espace apparaît avant les mots. S’il est permis d’insérer des espaces blancs au milieu des chiffres, il faut éviter de le faire.
31.3. Préférer le format centre pour les arcs
Les arcs en format centre (qui utilisent I- J- K- au lieu de R- ) se comportent de façon plus précise que ceux en format rayon, particulièrement pour des angles proche de 180 et 360 degrés.
31.4. Placer les codes modaux importants au début des programmes
Lorsque l’exécution correcte de votre programme dépend de paramètres modaux, n’oubliez pas de les mettre au début du programme. Des modes incorrects peuvent provenir d’un programme précédent ou depuis des entrées manuelles.
Une bonne mesure préventive consiste à placer la ligne suivante au début de tous les programmes:
G17 G21 G40 G49 G54 G80 G90 G94
(plan XY, mode mm, annulation de la compensation de rayon, et de longueur, système de coordonnées numéro 1, arrêt des mouvements, déplacements absolus, mode vitesse/minute)
Peut-être que le code modal le plus important est le réglage des unités machine. Si les codes G20 ou G21, ne sont pas inclus, selon les machines l'échelle d’usinage sera différente. D’autres valeurs comme le plan de retrait des cycles de perçage peuvent être importantes.
31.5. Ne pas mettre trop de choses sur une ligne
Ignorer le contenu de la section ordre d’exécution et ne pas écrire de ligne de code qui laisse la moindre ambiguïté.
31.6. Ne pas régler et utiliser un paramètre sur la même ligne
Ne pas utiliser et définir un paramètre sur la même ligne, même si la sémantique est bien définie. Mettre à jour une variable, à une nouvelle valeur, telle que #1 = [#1 + #2] est autorisé.
31.7. Ne pas utiliser les numéros de ligne
Les numéros de ligne n’apportent rien. Quand des numéros de ligne sont rapportés dans les messages d’erreur, ces numéros font référence aux numéros de lignes à l’intérieur du programme, pas aux valeurs des mots N.
31.8. Lorsque plusieurs systèmes de coordonnées sont déplacés
envisager le mode vitesse inverse du temps.
Parce que la signification d’un mot F en mètres par minute varie selon les axes à déplacer et parce que la quantité de matière enlevée ne dépend pas que de la vitesse travail, il peut être plus simple d’utiliser G93, vitesse inverse du temps, pour atteindre l’enlèvement de matière souhaité.
32. Axes rotatifs et linéaires
La signification du mot F-, exprimé en vitesse par minute, étant différente selon l’axe concerné par la commande de déplacement et parce-que la quantité de matière enlevée ne dépend pas seulement de la vitesse d’avance, il est facile d’utiliser le mode inverse du temps G93 pour atteindre la quantité de matériaux à enlever, souhaitée.
33. Messages d’erreur courants
-
G code hors d'étendue - Un G-code supérieur à G99 a été utilisé. L'étendue des G-codes dans LinuxCNC est comprise entre 0 et 99. Toutefois, les valeurs entre 0 et 99 ne sont pas toutes celle d’un G-code valide.
-
Utilisation d’un G code inconnu - Un G-code à été utilisé qui n’appartient pas aux langage G-code de LinuxCNC.
-
Mot i, j, k sans Gx l’utilisant - Les mots i, j et k doivent être utilisés sur la même ligne que leur G-code.
-
Impossible d’employer des valeurs d’axe sans G code pour les utiliser - Les valeurs d’axe ne peuvent pas être utilisées sur une ligne sans qu’un G-code ne se trouve sur la même ligne ou qu’un G-code modal soit actif.
-
Le fichier se termine sans signe pourcent ni fin de programme - Tout fichier G-code doit se terminer par un M2, un M30 ou être encadré par le signe %.