1. Einführung
QtDragon and QtDragon_hd are built with the QtVCP framework. It is the creative vision of forum personality Persei8. Much of it is based on the excellent work of others in the LinuxCNC community. LinuxCNC’s version is adapted from Persei8’s Github versions. It is primarily meant for 3-5 axes machines such as mills or routers. It works well with a touchscreen and/or mouse. QtDragon supports multiple ways to touch off tools and probing work pieces. You can use LinuxCNC’s external offsets capability to automatically raise the spindle during a pause. If you the VersaProbe option and remap code you can add auto tool length probing at tool changes.
|
Note
|
QtDragon und QtVCP sind relativ neue Programme in LinuxCNC hinzugefügt. Bugs und Unregelmäßigkeiten sind möglich. Bitte testen Sie sorgfältig, wenn Sie eine gefährliche Maschine benutzen. Bitte senden Sie Berichte an das Forum oder die Mailing Liste. |
1.1. QtDragon
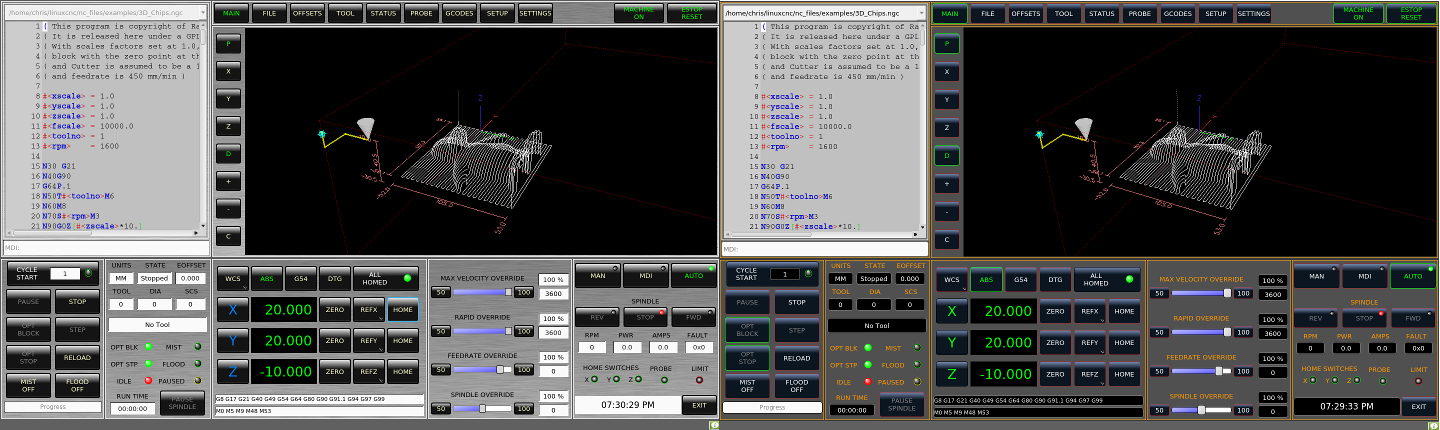
QtDragon ist von einer Auflösung von 1280x768 bis 1680x1200 größenveränderbar. Es funktioniert im Fenstermodus auf jedem Monitor mit höherer Auflösung, aber nicht auf Monitoren mit niedrigerer Auflösung.
1.2. QtDragon_lathe

QtDragon_lathe ist eine modifizierte Version von QtDragen um den Anforderungen von Drehmaschinen besser zu genügen.
Sie ist von einer Auflösung von 1280x768 bis 1680x1200 größenveränderbar.
Sie funktioniert im Fenstermodus auf jedem Monitor mit höherer Auflösung, aber nicht auf Monitoren mit niedrigerer Auflösung.
1.3. QtDragon_hd
QtDragon_hd hat ein ähnliches Design wie QtDragon, wurde aber modifiziert, um den zusätzlichen Platz auf modernen, größeren Monitoren zu nutzen. Es gibt einige kleine Unterschiede im Layout und im Nutzen.
QtDragon_hd hat eine Auflösung von 1920x1056 und ist nicht größenveränderbar. Es funktioniert im Fenstermodus auf jedem Monitor mit höherer Auflösung, aber nicht auf Monitoren mit niedrigerer Auflösung.
1.4. QtDragon_hd_vertical
QtDragon_hd_vertical hat einer vertikale Orientierung. Es ist nicht größenveränderbar.
2. Erste Schritte - Die INI-Datei
Wenn Ihre Konfiguration derzeit nicht für die Verwendung von QtDragon eingerichtet ist, können Sie sie ändern, indem Sie den Abschnitten der INI-Datei bearbeiten. Eine ausführliche Liste der Optionen finden Sie im Abschnitt Display der INI-Datei-Dokumentation.
|
Note
|
Sie können in der INI-Datei nur einen Abschnitt ( z.B. [HAL] ) haben. Wenn Sie in diesen Dokumenten mehrere Abschnittsoptionen sehen, fügen Sie sie alle unter dem entsprechenden Abschnittsnamen ein. |
2.1. Anzeige (engl. display)
Im Abschnitt [DISPLAY] ändern Sie die DISPLAY =-Zuweisung wie folgt:
-
qtdragonfür eine kleine Version -
qtdradon_hdfür die große Version.
Sie können -v, -d, -i oder -q hinzufügen, um eine (entsprechend) ausführliche, debug-, info- oder stille Ausgabe auf dem Terminal zu erhalten.
[DISPLAY]
DISPLAY = qtvcp qtdragon2.2. Einstellungen
Um den Überblick über die Einstellungen zu behalten, sucht QtDragon nach einer Einstellungs-Textdatei. Fügen Sie den folgenden Eintrag unter der Überschrift [DISPLAY] hinzu.
Es kann ~ für das Heimverzeichnis (engl. home directory) oder WORKINGFOLDER oder CONFIGFOLDER verwenden, um QtVCPs zu diesen Verzeichnisse zu lenken:
Dadurch wird die Datei im config-Ordner des Startbildschirms gespeichert. (Andere Optionen sind möglich, siehe die QtVCP’s screenoption Widget Dokumentation.)
[DISPLAY]
PREFERENCE_FILE_PATH = WORKINGFOLDER/qtdragon.pref2.3. Protokollierung (engl. logging)
Sie können angeben, wo Verlauf/Protokolle gespeichert werden sollen.
Diese Dateinamen können vom Benutzer ausgewählt werden.
Fügen Sie im Abschnitt [DISPLAY] Folgendes hinzu:
[DISPLAY]
MDI_HISTORY_FILE = mdi_history.dat
MACHINE_LOG_PATH = machine_log.dat
LOG_FILE = qtdragon.log2.4. Override-Kontrollen
Diese setzen die Übersteuerungsregler von qtdragon (1.0 = 100 Prozent):
[DISPLAY]
MAX_SPINDLE_0_OVERRIDE = 1.5
MIN_SPINDLE_0_OVERRIDE = .5
MAX_FEED_OVERRIDE = 1.22.5. Spindelsteuerungen
Spindelsteuerungseinstellungen (in U/min und Watt):
[DISPLAY]
DEFAULT_SPINDLE_0_SPEED = 500
SPINDLE_INCREMENT = 200
MIN_SPINDLE_0_SPEED = 100
MAX_SPINDLE_0_SPEED = 2500
MAX_SPINDLE_POWER = 15002.6. Jogging-Inkremente
Legen Sie wählbare Jogging-Schritte fest.
Diese Abstufungen können vom Benutzer geändert werden.
[DISPLAY]
INCREMENTS = Continuous, .001 mm, .01 mm, .1 mm, 1 mm, 1.0 inch, 0.1 inch, 0.01 inch
ANGULAR_INCREMENTS = 1, 5, 10, 30, 45, 90, 180, 3602.7. Gitterlinien Zunahme (engl. grid increments)
Legt die verfügbaren optionalen Rastergrößen für die Grafikdarstellung fest.
Dies überschreibt die Standardgrößen.
Zur Angabe der Einheiten werden mm und in (engl. kurz für Zoll) verwendet.
Das Auswahlfeld für das Raster wird angezeigt, wenn im Grafikfenster die Taste OPTN angeklickt wird.
[DISPLAY]
GRIDS = 0, .1 mm, 1 mm, 2 mm, 5 mm, 10 mm, .25 in, .5 in2.8. Jog-Geschwindigkeit
Einstellen der Jogginggeschwindigkeit (in Einheiten pro Sekunde)
[DISPLAY]
MIN_LINEAR_VELOCITY = 0
MAX_LINEAR_VELOCITY = 60.00
DEFAULT_LINEAR_VELOCITY = 50.0
DEFAULT_ANGULAR_VELOCITY = 10
MIN_ANGULAR_VELOCITY = 1
MAX_ANGULAR_VELOCITY = 3602.9. Dialogsystem für Benutzermeldungen
Optionale Popup-Dialoge für benutzerdefinierte Meldungen, gesteuert durch HAL-Pins.
MESSAGE_TYPE kann okdialog oder yesnodialog sein. Siehe qtvcp/library/messages für weitere Informationen.
Dieses Beispiel zeigt, wie man einen Dialog erstellt, der den Benutzer auffordert, ok zu wählen, um ihn zu bestätigen und auszublenden.
Diese Dialoge könnten z.B. für Warnungen bei niedrigem Schmierölstand usw. verwendet werden.
[DISPLAY]
MESSAGE_BOLDTEXT = Dies ist der kurze Text
MESSAGE_TEXT = Dies ist der längere Text des Tests der beiden Typen. Er kann länger sein als der Text der Statusleiste
MESSAGE_DETAILS = BOTH DETAILS
MESSAGE_TYPE = okdialog
MESSAGE_PINNAME = oktestMultimessages verwenden einen s32-HAL-Pin, um mehrere vordefinierte Meldungen auszugeben.
[DISPLAY]
MULTIMESSAGE_ID = VFD
MULTIMESSAGE_VFD_NUMBER = 1
MULTIMESSAGE_VFD_TYPE = okdialog status
MULTIMESSAGE_VFD_TITLE = VFD Fehler: 1
MULTIMESSAGE_VFD_TEXT = Die ist der längere Text FÜR MESSAGE NUMMER 1
MULTIMESSAGE_VFD_DETAILS = DETAILS für VFD Fehler 1
MULTIMESSAGE_VFD_ICON = WARNING
MULTIMESSAGE_VFD_NUMBER = 2
MULTIMESSAGE_VFD_TYPE = nonedialog status
MULTIMESSAGE_VFD_TITLE = VFD Fehler: 2
MULTIMESSAGE_VFD_TEXT = Die sist der längere Text FÜR MESSAGE NUMMER 2
MULTIMESSAGE_VFD_DETAILS = DETAILS für VFD Fehler 2
MULTIMESSAGE_VFD_ICON = INFO2.10. Benutzerdefinierte VCP-Panels einbetten
Sie können optional QtVCP Virtual Control Panels in den QtDragon Bildschirmen einbetten.
Diese Panels können entweder vom Benutzer erstellt oder eingebaut werden QtVCP Panels.
Siehe QtVCP/VCP Panels für andere verfügbare eingebaute Panels.
The EMBED_TAB_NAME entry will used as the title for the new tab.(must be unique)
Tab EMBED_TAB_LOCATION options include: tabWidget_utilities, tabWidget_setup and stackedWidget_mainTab and WINDOW.
Tab EMBED_TAB_COMMAND specifies what embed-able program to run, including any of its command line options.
If using the tabWidget_utilities or tabWidget_setup locations, an extra tab will appear with the panel.
If using stackedWidget_mainTab, a button labelled User will appear.
Pressing this button will cycle through displaying all available panels (specified for this location) on the main tab area.
You also use WINDOW to create a pop up window that cab be shown/hidden with an arrow button that will appear near the machine on button
2.10.1. Einbetten einer Vismach Fräse
[DISPLAY]
EMBED_TAB_NAME = Vismach Demo
EMBED_TAB_COMMAND = qtvcp vismach_mill_xyz
EMBED_TAB_LOCATION = tabWidget_utilities2.10.2. Einbettung des Spindelriemen Panels
Dieses Beispielpanel dient zur Anzeige zusätzlicher RS485-VFD-Daten und zur Konfiguration eines 4-Scheiben-, 2-Riemen-Spindelantriebs über eine Reihe von Tasten (engl. buttons).

[DISPLAY]
EMBED_TAB_NAME = Spindle Belts
EMBED_TAB_COMMAND = qtvcp spindle_belts
EMBED_TAB_LOCATION = tabWidget_utilities2.11. Pfade der Unterroutinen
Wenn Sie NGCGUI, Remap- oder benutzerdefinierte M-Code-Routinen verwenden, muss LinuxCNC wissen, wo die Dateien zu finden sind.
Dieses Beispiel ist typisch für das, was für NgcGui, Basic Probe und Versa Probe Remap-Code benötigt wird.
Diese Pfade müssen angepasst werden, um auf die tatsächlichen Dateien auf Ihrem System zu zeigen. RS274NZGC Abschnitt Details
[RS274NGC]
SUBROUTINE_PATH = :~/linuxcnc/nc_files/examples/ngcgui_lib:~/linuxcnc/nc_files/examples/ngcgui_lib/utilitysubs: \
~/linuxcnc/nc_files/examples/probe/basic_probe/macros:~/linuxcnc/nc_files/examples/remap-subroutines: \
~/linuxcnc/nc_files/examples/ngcgui_lib/remap_libQtVCPs NGCGUI-Programm von QtVCP muss auch wissen, wo es für die Auswahl und Vorauswahl von Unterprogrammen geöffnet werden muss.
NGCGUI_SUBFILE_PATH muss auf einen tatsächlichen Pfad auf Ihrem System zeigen und auch auf einen Pfad, der in SUBROUTINE_PATHS beschrieben ist.
[DISPLAY]
# NGCGUI Unterprogramm Pfad.
# Thr Pfad muss auch in [RS274NGC] SUBROUTINE_PATH sein
NGCGUI_SUBFILE_PATH = ~/linuxcnc/nc_files/examples/ngcgui_lib
# vorgewählte Programme Tabs
# nur Dateinamen angeben, Dateien müssen sich im NGCGUI_SUBFILE_PATH befinden
NGCGUI_SUBFILE = slot.ngc
NGCGUI_SUBFILE = qpocket.ngc2.12. Vorschau Kontrolle
Magische Kommentare können verwendet werden, um die G-Code-Vorschau zu steuern.
Bei sehr großen Programmen kann die Vorschau sehr lange zum Laden brauchen. Sie können steuern, was auf dem Grafikbildschirm angezeigt und was ausgeblendet wird, indem Sie die entsprechenden Kommentare aus dieser Liste in Ihren G-Code einfügen:
(PREVIEW,stop) (PREVIEW,hide) (PREVIEW,show)
2.13. Programmerweiterungen/Filter
Mit Programmerweiterungen können Sie steuern, welche Programme im Dateimanager-Fenster angezeigt werden.
Erstellen Sie eine Zeile mit den gewünschten .-Endungen, getrennt durch Kommata, dann ein Leerzeichen und die Beschreibung.
Sie können mehrere Zeilen für verschiedene Auswahlen im Kombinationsfeld hinzufügen.
[FILTER]
PROGRAM_EXTENSION = .ngc,.nc,.tap G-Code Datei (*.ngc,*.nc,*.tap)QtDragon hat die Möglichkeit, geladene Dateien durch ein "Filterprogramm" zu schicken. Dieser Filter kann jede gewünschte Aufgabe erfüllen: Etwas so Einfaches wie sicherzustellen, dass die Datei mit "M2" endet, oder etwas so Kompliziertes wie die Erzeugung von G-Code aus einem Bild.
Der Abschnitt [FILTER] der INI-Datei steuert, wie die Filter funktionieren. Schreiben Sie zunächst für jeden Dateityp eine PROGRAM_EXTENSION-Zeile. Dann geben Sie das Programm an, das für jeden Dateityp ausgeführt werden soll. Dieses Programm erhält den Namen der Eingabedatei als erstes Argument und muss rs274ngc-Code in die Standardausgabe schreiben. Diese Ausgabe ist das, was im Textbereich angezeigt wird, in der Vorschau im Anzeigebereich, und dann auch von LinuxCNC ausgeführt wird.
Die folgenden Zeilen unterstützen den image-to-gcode-Konverter, der mit LinuxCNC und mit Python basierenden Filterprogrammen enthalten ist:
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python2.14. Sonden-/Touchplate-/Lasereinstellungen
QtDragon hält INI-Einträge für zwei optionale Sondierungs-Tab-Screens bereit. Kommentieren/unkommentieren Sie, was immer Sie bevorzugen.
-
Versa-Probe ist eine auf QtVCP portierte Version des beliebten GladeVCP-Sondierungspanels.
-
Basic Probe ist eine auf QtVCP portierte Version, die auf dem Basic Probe Screen eines Drittanbieters basiert.
Beide führen ähnliche Antastroutinen durch, wobei der Versa-Taster optional auch die automatische Werkzeugmessung übernimmt.
[PROBE]
#USE_PROBE = versaprobe
USE_PROBE = basicprobe2.15. Abbruch-Erkennung
Bei der Verwendung der Sondierungsroutinen von qtdragon ist es wichtig, eine Abbruchanfrage des Benutzers zu erkennen.
Standardmäßig meldet LinuxCNC einen Abbruch nicht in einer nützlichen Weise für die Probe-Routinen.
Sie müssen eine ngc-Datei hinzufügen, um einen Fehler auszugeben, der erkannt werden kann. Details zum Abbruch neu zuordnen
[RS274NGC]
# bei abbruch wird diese ngc datei aufgerufen. erforderlich für basic/versa probe Routinen. +
ON_ABORT_COMMAND=O <on_abort> callDieser Beispielcode sendet eine Nachricht bei Abbruch. Die Prüfroutinen können dieses Beispiel erkennen.
Gemäß der obigen Einstellung müsste es als "on_abort.ngc" in den [RS274NGC] SUBROUTINE_PATHS und [DISPLAY] PROGRAM_PREFIX Suchpfaden von LinuxCNC gespeichert werden.
o<on_abort> sub
o100 if [#1 eq 5]
(machine on)
o100 elseif [#1 eq 6]
(machine off)
o100 elseif [#1 eq 7]
(estopped)
o100 elseif [#1 eq 8]
(msg,Process Aborted)
o100 else
(DEBUG,Abort Parameter is %d[#1])
o100 endif
o<on_abort> endsub
m22.16. Codes für die Inbetriebnahme
Sie sollten einen Standard-M/G-Code für den Start festlegen. Diese werden durch die Ausführung einer NGC-Datei außer Kraft gesetzt.
Dies sind nur Beispielcodes, der Integrator sollte geeignete Codes wählen.
[RS274NGC]
# G/M-Codes beim ersten Laden starten
RS274NGC_STARTUP_CODE = G17 G20 G40 G43H0 G54 G64P0.0005 G80 G90 G94 G97 M5 M92.17. MDI/Macro Buttons
QtDragon has up to ten convenience buttons for calling MDI actions or macro actions.
MDI actions are defined under the heading [MDI_COMMAND_LIST] as MDI_COMMAND_MACRO0 = to MDI_COMMAND_MACRO9 =
These could also call OWord routines if desired.
In the sample configurations they are labelled for moving between current user system origin (zero point) and Machine system origin.
User origin is the first MDI command in the INI list, machine origin is the second.
This example shows how to move Z axis up first. Commands separated by the ; are run one after another.
The button label text can be set with any text after a comma, the \n symbol adds a line break.
The buttons can require the mode to be preset to MDI or to automatically switch from MANUAL to MDI mode by setting preferences on the settings page.
These commands can be run with external HAL pins, if using the hal_bridge component. See HAL_BRIDGE
[MDI_COMMAND_LIST]
# für Makro Buttons
MDI_COMMAND_MACRO0 = G0 Z25;X0 Y0;Z0, Goto\nUser\nZero
MDI_COMMAND_MACRO1 = G53 G0 Z0;G53 G0 X0 Y0,Goto\nMachn\nZeroIt is also possible to call Oword programs that require user input at run time.
There are only 10 buttons available split between MDI_COMMAND and MACROS.
These are defined in the INI under [MACROS]
Here we show a sample that defines the call of the Oword program increment, which will prompt the user for two values xinc and yinc and will set the button text to INCR.
The second entry defines a call to the Oword file lost and will set the button text to Lost.
[MACROS]
MACRO_COMMAND_MACRO2 = increment xinc yinc ,INCR
MACRO_COMMAND_MACRO3 = lost ,Lost|
Note
|
All defined Oword files must be located on the system as defined in the [DISPLAY]PROGRAM_PREFIX or [RS274NGC]SUBROUTINE_PATH INI entries. Qtdragon will do checks for the file path when asked to run the Oword macro. |
2.18. Post-GUI HAL-Datei
Diese optionalen HAL-Dateien werden aufgerufen, nachdem QtDragon alles andere geladen hat.
Sie können mehrere Zeilen für mehrere Dateien hinzufügen. Jede Datei wird in der Reihenfolge aufgerufen, in der sie erscheint.
Der Aufruf von HAL-Dateien, nachdem QtDragon bereits geladen ist, stellt sicher, dass die HAL-Pins von QtDragon verfügbar sind.
[HAL]
POSTGUI_HALFILE = qtdragon_hd_postgui.hal
POSTGUI_HALFILE = qtdragon_hd_debugging.hal2.19. Post-GUI HAL-Befehl
Diese optionalen HAL-Befehle werden ausgeführt, nachdem QtDragon alles andere geladen hat.
Sie können mehrere Zeilen hinzufügen. Jede Zeile wird in der Reihenfolge aufgerufen, in der sie erscheint.
Jeder HAL-Befehl kann verwendet werden.
[HAL]
POSTGUI_HALCMD = loadusr qtvcp test_probe
POSTGUI_HALCMD = loadusr qtvcp test_led
POSTGUI_HALCMD = loadusr halmeter2.20. HAL Bridge
Hal Bridge ähnelt HALUI - es hat HAL Pins, die mit QtDragon kommunizieren.
Diese Pins können mit HALUI genutzt werden, um ein benutzerfreundlicheres Kontrollfeld zu erstellen.
-
Dies kann berichten/den Button zur Anzeige der ausgewählten Achse anpassen.
-
Die Schnellauf Geschwindigkeit/Inkremente werden berichtet.
-
There is a cycle start and pause pin - these call the code in QtDragon rather then the motion controller.
This allows custom behaviour, such as spindle lift to work with external buttons. -
If there are macros defined in the INI (see: Macro Buttons), there will be pins available to initiate them.
These macros can require the mode to be preset to MDI or to automatically switch from MANUAL to MDI mode by setting preferences on the settings page. -
clear/reload the display
-
shutdown the screen
-
ok/cancel of dialogs and notify (error) messages
[HAL]
HALBRIDGE= hal_bridge -dComponent Pins:
Owner Type Dir Value Name
29 bit OUT FALSE bridge.axis-x-is-selected
29 bit IN FALSE bridge.axis-x-select
29 bit OUT FALSE bridge.axis-y-is-selected
29 bit IN FALSE bridge.axis-y-select
29 bit OUT FALSE bridge.axis-z-is-selected
29 bit IN FALSE bridge.axis-z-select
29 bit IN FALSE bridge.cancel-in
29 bit IN FALSE bridge.cycle-pause-in
29 bit IN FALSE bridge.cycle-start-in
29 bit IN FALSE bridge.ini-macro-cmd-MACRO2
29 bit IN FALSE bridge.ini-macro-cmd-MACRO3
29 bit IN FALSE bridge.ini-mdi-cmd-MACRO0
29 bit IN FALSE bridge.ini-mdi-cmd-MACRO1
29 float OUT 0 bridge.jog-increment
29 float OUT 0 bridge.jog-increment-angular
29 float OUT 3000 bridge.jog-rate
29 float OUT 360 bridge.jog-rate-angular
29 float OUT 0 bridge.jog-rate-angular-in
29 float IN 0 bridge.jog-rate-in
29 s32 OUT -1 bridge.joint-selected
29 bit IN FALSE bridge.ok-in
29 bit IN FALSE bridge.reload-display-in
29 bit IN FALSE bridge.shutdown-in
2.21. Integrierte Beispielkonfigurationen
Die Beispielkonfigurationen sim/qtdragon/ oder sim/qtdragon_hd sind bereits so konfiguriert, dass sie QtDragon als Bildschirm verwenden. Es gibt mehrere Beispiele, um verschiedene Maschinenkonfigurationen zu demonstrieren.
3. Tastenbelegungen
QtDragon ist nicht in erster Linie für die Verwendung einer Tastatur zur Maschinensteuerung gedacht.
Es fehlen viele Tastenkombinationen, die zum Beispiel AXIS hat - aber Sie können eine Maus oder einen Touchscreen verwenden.
Der Einfachheit halber gibt es mehrere Tastenkombinationen zur Steuerung der Maschine.
F1 - Estop ein/aus F2 - Maschine ein/aus F12 - Stil-Editor Home - Start aller Verbindungen der Maschine Escape - Abbruch der Bewegung Pause - Maschinenbewegung anhalten
4. Buttons
Schaltflächen, die ankreuzbar sind, ändern ihre Textfarbe, wenn sie angekreuzt werden. Dies wird durch das Stylesheet/Thema gesteuert
5. Virtuelle Tastatur
QtDragon enthält eine virtuelle Tastatur für die Verwendung mit Touchscreens. Um die Tastatur zu aktivieren, markieren Sie das Kontrollkästchen Virtuelle Tastatur verwenden auf der Seite Einstellungen. Wenn Sie auf ein beliebiges Eingabefeld klicken, wie z.B. Sondenparameter oder Tooltabelleneinträge, wird die Tastatur angezeigt. Um die Tastatur auszublenden, führen Sie einen der folgenden Schritte aus:
-
press the HIDE button on the virtual keyboard.
-
Klicken Sie auf den MAIN page Button
-
in den AUTO-Modus wechseln
Es ist zu beachten, dass bei der Verwendung der virtuellen Tastatur das Jogging der Tastatur deaktiviert ist.
6. HAL-Pins
Diese Pins sind spezifisch für den QtDragon-Bildschirm.
Es gibt natürlich viele weitere HAL-Pins, die für LinuxCNC angeschlossen werden müssen, um zu funktionieren.
Wenn Sie eine Aufforderung zum manuellen Werkzeugwechsel benötigen, fügen Sie diese Zeilen in Ihre Postgui-Datei ein.
QtDragon emuliert die hal_manualtoolchange HAL Pins - laden Sie nicht die separate HAL Komponente hal_manualtoolchange.
net tool-change hal_manualtoolchange.change <= iocontrol.0.tool-change
net tool-changed hal_manualtoolchange.changed <= iocontrol.0.tool-changed
net tool-prep-number hal_manualtoolchange.number <= iocontrol.0.tool-prep-numberAuch wenn Sie keinen automatischen Werkzeugwechsler haben, sollten Sie sicherstellen, dass diese Pins in einer der HAL-Dateien angeschlossen sind:
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-preparedDieser Eingangspin sollte verbunden werden, um den Sondenstatus anzuzeigen.
qtdragon.led-probeDiese Pins sind Eingänge für die Spindel-VFD-Anzeige.
Die Volt- und Ampere-Pins werden zur Berechnung der Spindelleistung verwendet.
qtdragon.spindle-modbus-connection
qtdragon.spindle-modbus-errors
qtdragon.spindle-amps
qtdragon.spindle-fault
qtdragon.spindle-voltsDieser Bit-Pin ist ein Ausgang für die Spindelsteuerung, um sie anzuhalten.
Sie verbinden ihn mit spindle.0.inhibit.
qtdragon.spindle-inhibitDie Anzeige der Spindelgeschwindigkeit und die LED "Spindel auf Geschwindigkeit" (engl. spindle-at-speed) von QtDragon erfordern,
dass spindle.0.speed-in mit dem Rückmeldesignal der Spindelgeschwindigkeit verbunden wird.
Als Rückmeldung kann ein Encoder oder VFD Feedback verwendet werden, solange das Feedback in Umdrehungen pro Sekunde (RPS) erfolgt.
Wenn keine Rückmeldung verfügbar ist, können Sie die Anzeige so einrichten, dass sie die angeforderte Geschwindigkeit zeigt, indem Sie die Pins wie folgt verbinden:
net spindle-speed-feedback spindle.0.speed-out-rps => spindle.0.speed-inDieser Bit-Ausgangspin kann angeschlossen werden, um einen Laser einzuschalten:
qtdragon.btn-laser-onDieser Float-Ausgangspin zeigt die Kameradrehung in Grad an:
qtdragon.cam-rotationDiese bit/s32/float-Pins beziehen sich auf externe Offsets, wenn sie verwendet werden:
qtdragon.eoffset-clear
qtdragon.eoffset-enable
qtdragon.eoffset-value
qtdragon.eoffset-spindle-count
qtdragon.eoffset-zlevel-count
qtdragon.eoffset-is-activeDiese float-Ausgangspins spiegeln die aktuelle Jograte des Schiebers (in Maschineneinheiten) wider:
qtdragon.slider-jogspeed-linear
qtdragon.slider-jogspeed-angularDiese float-Ausgangsstifte geben die aktuellen Schieberegler-Übersteuerungsraten wieder:
qtdragon.slider-override-feed
qtdragon.slider-override-maxv
qtdragon.slider-override-rapid
qtdragon.slider-override-spindleDiese Ausgangspins sind verfügbar, wenn Sie die Option Versa Probe INI einstellen. Sie können für auto-tool-length-probe bei Werkzeugwechsel verwendet werden - mit hinzugefügtem Remap-Code.
qtversaprobe.enable
qtversaprobe.blockheight
qtversaprobe.probeheight
qtversaprobe.probevel
qtversaprobe.searchvel
qtversaprobe.backoffdistDieser Pin wird wahr sein, wenn das geladene Werkzeug die in der Voreinstellungsdatei gesetzte Nummer in der Versa-Sonde-Toolnummer entspricht.
Es kann zum Beispiel verwendet werden, um die Spindel zu hemmen, wenn die Sonde durch die Verbindung mit spindle.0.inhibit.
qtversaprobe.probe-loadedDieser Ausgabe Pin ist verfügbar wenn die Basic Probe INI Option gesetzt ist.
Dieser Pin wird sein wahr sein, wenn das geladene Werkzeug der Nummer entspricht, die in der Basic Probe tool Nummer Edit Dialogbox gesetzt ist.
Der Pin kann benutzt werden (beispielsweise), um die Spindel zu sperren wenn die Sonde geladen ist, in dem er mit spindle.0.inhibit verbunden wird.
qtbasicprobe.probe-loadedDieser Eingabepin steht zur Verfügung, um Pause/Fortsetzen (engl. resume) eines laufenden Programms zu wechseln.
qtdragon.external-pauseDie meisten Qtdragon-Dialoge können extern über Dialogantworten gesteuert werden.
qtdragon.dialog-ok
qtdragon.dialog-no
qtdragon.dialog-cancel7. HAL-Dateien
Die mitgelieferten HAL-Dateien sind nur für die Simulation gedacht. Eine reale Maschine benötigt ihre eigenen HAL-Dateien. Der QtDragon-Bildschirm funktioniert mit 3 oder 4 Achsen mit einem Gelenk pro Achse oder 3 oder 4 Achsen in einer Gantry-Konfiguration (2 Gelenke auf 1 Achse).
8. Manueller Werkzeugwechsel
Wenn Ihre Maschine einen manuellen Werkzeugwechsel erfordert, kann QtDragon ein Meldungsfenster anzeigen, um Sie anzuleiten. QtDragon emuliert die hal_manualtoolchange HAL Pins - laden Sie nicht die separate HAL Komponente hal_manualtoolchange. Dazu müssen Sie z.B. den richtigen HAL-Pin in der postgui HAL-Datei verbinden:
net tool-change hal_manualtoolchange.change <= iocontrol.0.tool-change
net tool-changed hal_manualtoolchange.changed <= iocontrol.0.tool-changed
net tool-prep-number hal_manualtoolchange.number <= iocontrol.0.tool-prep-number9. Spindel
Der Bildschirm ist für den Anschluss an einen VFD gedacht, funktioniert aber auch ohne ihn.
Es gibt eine Reihe von VFD-Treiber in der LinuxCNC Distribution enthalten.
Es ist bis zu dem Endbenutzer, um die entsprechenden Treiber und HAL-Datei-Verbindungen nach seiner eigenen Maschine Setup liefern.
10. Automatisches Anheben der Z-Achse bei Programm-Pause
QtDragon kann eingerichtet werden, um die Z-Achse automatisch zu erhöhen und zu senken und die Spindel zu stoppen, wenn das Programm angehalten wird (engl. paused).
Sie schalten die Taste SPINDLE LIFT oder NO LIFT im Wechsel um die Option die Spindel in Z zu erhöhen, wenn angehalten wurde.
Wenn Sie dann die Taste "PAUSE" drücken, wird die Spindel den Betrag auf der Registerkarte "Einstellungen" angehoben und die Spindel wird anhalten.
Das Drücken von RESUME wird die Spindel wieder starten und senkt die Spindel.
Wenn Sie den HAL-Pin spindle.0.at-speed mit einem Treiber-Pin verbunden haben, wird die Spindel erst dann abgesenkt, wenn der Pin wahr ist
Normalerweise verbinden Sie diesen Pin mit einem Timer oder einer Logik, welche die Geschwindigkeit der Spindel erkennt.
Wenn dieser Pin nicht mit einem Antriebsstift verbunden ist, wird ein Dialogfeld angezeigt, in dem Sie darauf hingewiesen werden, dass Sie auf ein Erreichen der Geschwindigkeit der Spindel warten müssen.
Die Spindel wird abgesenkt, wenn Sie dieses Dialogfeld schließen.
Der Betrag, um den die Spindel angehoben werden soll, wird auf der Registerkarte "Einstellungen" unter der Überschrift "SPINDELERHÖHUNG" festgelegt.
Dieses Zeilen-Eingabefeld kann nur direkt eingestellt werden, wenn es sich nicht im Auto-Modus befindet.
Mit den Auf-/Ab-Tasten kann der Anhebungsbetrag jederzeit eingestellt werden, auch wenn die Spindel bereits angehoben ist.
Die Tastenschritte sind 1 Zoll oder 5 mm (je nach den Einheiten, auf denen die Maschine basiert).
|
Note
|
Wenn Sie die Option Spindle Lift verwenden, kann HALUI nicht verwendet werden, um das Programm zu unterbrechen/abzunehmen. Es gibt einen Pin, QtDragon.extern-pause für ein Pausieren/Weitermachen von einer externen Quelle. Sie müssen auch externe Offsets aktivieren. In der Registerkarte "externe Offsets verwenden" hierzu anklicken. Wenn Sie die Spindel inhibieren möchten, wenn ein Sondenwerkzeug geladen wird, müssen Sie eine logische or-Komponente (engl. für oder) verwenden, um die beiden Spindelhemmsignale zu kombinieren und mit um mit Spindel spindle.0.inhibit zu verbinden.
|
Dieses optionale Verhalten erfordert Ergänzungen zur INI und der QtDragon_postgui HAL-Datei.
In der INI, unter der Überschrift AXIS_Z.
[AXIS_Z]
OFFSET_AV_RATIO = 0.2Dies behält sich 20% der maximalen Geschwindigkeit und maximale Beschleunigung für die externen Versätze vor.
Dies begrenzt die maximale Geschwindigkeit der Maschine um 20%
In der Datei qtdragon_postgui.hal hinzufügen:
# Externe Offsets der Z-Achse einrichten
net eoffset_clear qtdragon.eoffset-clear => axis.z.eoffset-clear
net eoffset_count qtdragon.eoffset-spindle-count => axis.z.eoffset-counts
net eoffset qtdragon.eoffset-value <= axis.z.eoffset
net eoffset-state qtdragon.eoffset-is-active <= motion.eoffset-active
# Inhibieren der Spindel bei Unterbrechung (engl. pause)
net spindle-pause qtdragon.spindle-inhibit => spindle.0.inhibit
# uncomment for dragon_hd
#net limited qtdragon.led-limits-tripped <= motion.eoffset-limited
setp axis.z.eoffset-enable 1
setp axis.z.eoffset-scale 1.011. Z-Level-Kompensation
QtDragon_hd kann mit dem externen Programm G-code Ripper so eingestellt werden, dass es Höhenänderungen der Z-Ebene prüft und ausgleicht.
|
Note
|
Diese Funktion ist nur in der Version QtDragon_hd verfügbar. |
Z-Ebene Ausgleich ist ein Bett Nivellierung / Verzerrung Korrekturfunktion typischerweise in 3D-Druck oder Gravur verwendet. Es verwendet eine HAL Nicht-Echtzeit-Komponente, welche die externen Offsets Funktion von LinuxCNC verwendet. Die Komponente hat einen HAL-Pin, der einen Interpolationstyp spezifiziert, der entweder kubisch, linear oder am nächsten (0, 1, 2) sein muss. Wenn keine angegeben ist oder wenn eine ungültige Zahl angegeben ist, wird die Standardeinstellung kubisch sein.
Wenn Z LEVEL COMP aktiviert ist, liest die Kompensationskomponente eine Sondendaten-Datei, die probe_points.txt heißen muss. Die Datei kann jederzeit geändert oder aktualisiert werden, solange die Kompensation deaktiviert ist. Bei der nächsten Aktivierung wird die Datei erneut gelesen und die Kompensationskarte wird neu berechnet. Diese Datei sollte sich im Konfigurationsverzeichnis befinden.
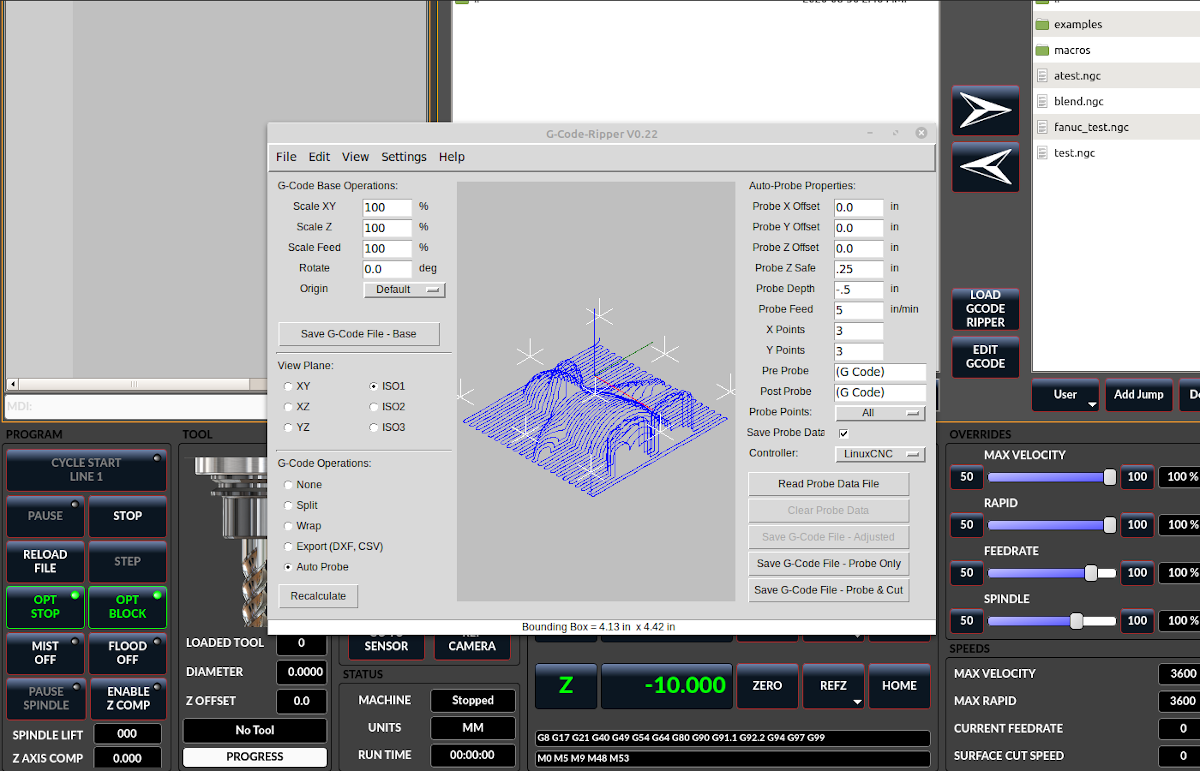
Die Sondierungsdatei wird von einem Sondierungsprogramm erzeugt, das seinerseits von einem externen Python-Programm namens gcode_ripper erzeugt wird, das auf der Registerkarte "Dateimanager" über die Schaltfläche "G-code Ripper" aufgerufen werden kann.
11.1. Verwendung von G-code Ripper für die Z-Ebenen-Kompensation
|
Note
|
G-code Ripper bietet viele Funktionen, auf die wir hier nicht näher eingehen werden. Diese sind nur in der QtDragon_hd Version verfügbar. |
-
Wechseln Sie in qtdragon_hd auf die Registerkarte Datei und drücken Sie die Schaltfläche G-Code Ripper laden.
-
Ursprung so einstellen, dass er mit dem Ursprung der zu prüfenden G-Code-Datei übereinstimmt.
-
Aktivieren Sie unter G-Code-Operationen die Option Auto Probe.
-
Datei → G-Code Datei öffnen (Die Datei, die Sie nach der Kompensation ausführen)
-
Falls erforderlich, nehmen Sie Anpassungen vor und drücken Sie Neu berechnen.
-
Drücken Sie G-Code-Datei speichern - nur Sonde.
-
Speichern Sie die erzeugte Datei im Ordner nc_files.
-
Beenden Sie gcode_ripper.
-
Im Ordner nc_files sollte sich nun eine Datei mit dem Namen {something}-probe-only.ngc befinden. Setzen Sie den Dateifilter auf G-Code-Dateien, navigieren Sie zum Verzeichnis nc_files und laden Sie diese Datei.
-
Führen Sie dieses Programm aus, ohne die Offsets zu ändern. Stellen Sie sicher, dass das Sondenwerkzeug installiert ist. Nach Abschluss des Programms befindet sich im Konfigurationsverzeichnis eine Datei mit dem Namen "probe_points.txt".
-
Drücken Sie in qtdragon_hd die Schaltfläche "Enable Z Comp", um den Ausgleich zu aktivieren. Schauen Sie in der Statuszeile nach, ob die Kompensation erfolgreich war oder nicht. Die aktive Kompensation wird neben der Beschriftung "Z Level Comp" angezeigt. Während des Joggens sollte sich diese Anzeige je nach Kompensationskomponente ändern.
|
Note
|
Wenn Sie die automatische Anhebung Z verwenden, um die Spindel in der Pause anzuheben, müssen Sie die beiden mit einer HAL-Komponente kombinieren und diese an die Bewegungs (motion)-Komponente von LinuxCNC weiterleiten. |
# Komponenten laden
########################################################################
loadrt logic names=logic-and personality=0x102
addf logic-and servo-thread
# load a summing component for adding spindle lift and Z compensation
loadrt scaled_s32_sums
addf scaled-s32-sums.0 servo-thread
loadusr -Wn z_level_compensation z_level_compensation
# method parameter must be one of nearest(2), linear(1), cubic (0)
setp z_level_compensation.fade-height 0.0
setp z_level_compensation.method 1
# Signale mit der Bewegungskomponente von LinuxCNC verbinden
########################################################################
net eoffset-clear axis.z.eoffset-clear
net eoffset-counts axis.z.eoffset-counts
setp axis.z.eoffset-scale .001
net eoffset-total axis.z.eoffset
setp axis.z.eoffset-enable True
# Externe Offsets für die Spindelpausenfunktion
########################################################################
net eoffset-clear qtdragon.eoffset-clear
net eoffset-spindle-count <= qtdragon.eoffset-spindle-count
net spindle-pause qtdragon.spindle-inhibit => spindle.0.inhibit
net eoffset-state qtdragon.eoffset-is-active <= motion.eoffset-active
## Z level Kompensation
####################################################
net eoffset-clr2 z_level_compensation.clear => logic-and.in-01
net xpos-cmd z_level_compensation.x-pos <= axis.x.pos-cmd
net ypos-cmd z_level_compensation.y-pos <= axis.y.pos-cmd
net zpos-cmd z_level_compensation.z-pos <= axis.z.pos-cmd
net z_compensation_on z_level_compensation.enable-in <= qtdragon.comp-on
net eoffset-zlevel-count z_level_compensation.counts => qtdragon.eoffset-zlevel-count
# add Z level and scaled spindle raise level values together
net eoffset-spindle-count scaled-s32-sums.0.in0
net eoffset-zlevel-count scaled-s32-sums.0.in1
setp scaled-s32-sums.0.scale0 1000
net eoffset-counts scaled-s32-sums.0.out-s12. Sondieren
Der Sondenbildschirm wurde einem grundlegenden Test unterzogen, könnte aber noch einige kleinere Fehler aufweisen. Gehen Sie bei der Ausführung von Prüfroutinen äußerst vorsichtig vor, bis Sie mit der Funktionsweise vertraut sind. Die Prüfroutinen laufen, ohne die Haupt-GUI zu blockieren. Dies gibt dem Bediener die Möglichkeit, die DROs zu beobachten und die Routine jederzeit zu stoppen.
|
Note
|
Die Sondierung ist sehr unempfindlich gegenüber Fehlern; überprüfen Sie die Einstellungen vor der Verwendung. |
QtDragon verfügt über 2 Methoden zur Einstellung von Z0. Die erste ist eine Tastplatte, bei der eine Metallplatte mit bekannter Dicke auf das Werkstück gelegt wird, dann wird das Werkzeug abgesenkt, bis es die Platte berührt, wodurch das Messtastersignal ausgelöst wird. Der Z0-Wert des aktuellen Anwendersystems (G5x) wird auf die Messtasterhöhe - die eingegebene Blechdicke - eingestellt.
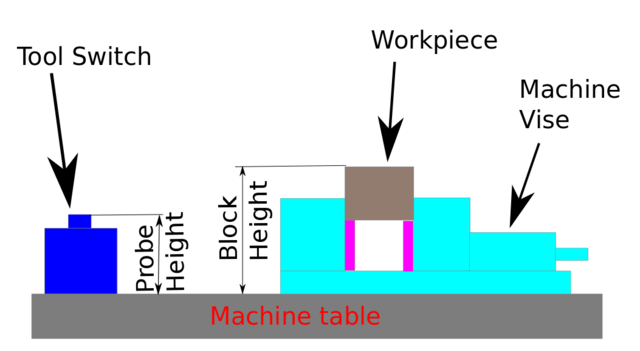
Bei der zweiten Methode wird ein Werkzeugeinstellgerät in einer festen Position und einer bekannten Höhe über dem Tisch verwendet, wo das Messtastersignal ausgelöst wird. Um Z0 auf die Oberseite des Werkstücks einzustellen, muss bekannt sein
-
wie weit der Auslösepunkt des Messtasters über dem Tisch liegt (Höhe der Werkzeugaufnahme) und
-
wie weit über dem Tisch sich die Werkstückoberseite befindet.
Dieser Vorgang muss bei jedem Werkzeugwechsel durchgeführt werden, da die Werkzeuglänge nicht gespeichert wird.
Beim Antasten mit einem Tastsystem wird der Parameter Höhe vom Tisch bis zur Oberkante des Werkstücks nicht berücksichtigt und kann ignoriert werden, unabhängig davon, ob Sie den Tastplattenbetrieb mit einer auf 0 eingestellten Dicke oder eine Antastroutine verwenden. Er gilt nur für den Werkzeugeinrichter.
12.1. Versa Taster (engl. probe)
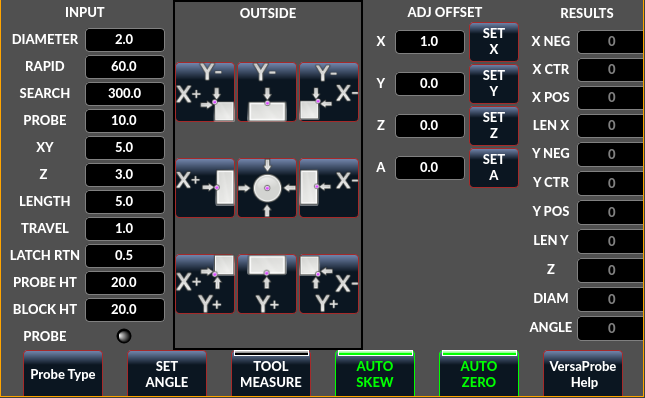
Der Versa-Taster wird zum halbautomatischen Antasten von Werkstücken verwendet, um Kanten, Mittelpunkte und Winkel zu finden.
Er kann auch zum automatischen Antasten der Werkzeuglänge beim Werkzeugwechsel mit zusätzlichem Remap-Code verwendet werden.
Sie müssen die "Sondierungs-Parameter" sorgfältig einstellen:
- DIAMETER
-
Dies ist der Durchmesser der Sondenspitze. Die Genauigkeit der Sondenmessungen wird direkt von der Genauigkeit des Durchmessers der Sondenspitze beeinflusst.
- TRAVEL
-
Minimaler zurückgelegte Entfernung der Sonde bei der ersten Suche. Wenn die Suchstrecke zu kurz ist, erhalten Sie eine Meldung wie "G38 beendet ohne Kontakt". Aus Sicherheitsgründen wird empfohlen, diesen Parameter auf 3-4 mm mehr als den Durchmesser des Tastereinsatzes einzustellen.
- LATCH RTN
-
Der Abstand, um den die Sonde nach dem ersten Kontakt mit dem Werkstück zurückgezogen wird. Dieser Abstand sollte kurz sein, da die zweite Annäherung mit einer langsamen Geschwindigkeit erfolgt, aber groß genug, damit der Messtaster den Kontakt unterbricht und in den Zustand der Suchbereitschaft gebracht wird. Wenn der Abstand Latch Rtn zu groß ist, verbringen Sie viel Zeit damit, auf den Abschluss der Suche zu warten. Empfehlung: 1-2 mm
- SEARCH
-
Dies ist die Vorschubgeschwindigkeit des Messtaster während der Suche nach dem Ziel, in Maschineneinheiten pro Minute. Die Suchgeschwindigkeit sollte langsam genug sein, um eine akzeptable Anfangsgenauigkeit zu erreichen, aber schnell genug, um keine Zeit mit dem Warten auf eine Bewegung zu verlieren. Empfehlung: 200-500 mm/min.
- PROBE (engl. für Taster oder Sensor)
-
Sobald der erste Kontakt hergestellt und der Taster zurückgezogen ist, wartet er 0,5 Sekunden, bevor er die Suche mit einer niedrigeren Geschwindigkeit, der Tastergeschwindigkeit, erneut durchführt. Diese niedrigere Geschwindigkeit stellt sicher, dass die Maschine die Bewegung bei Kontakt mit dem Werkstück so schnell wie möglich stoppen kann.
- RAPID
-
Achsbewegungen, die nicht mit der Suche verbunden sind, werden mit der durch RAPID definierten Geschwindigkeit in Maschineneinheiten pro Minute ausgeführt.
- SIDE/EDGE LENGTH
-
Dies ist die Entfernung, die der Messtaster im Eiltempo zu der Position fährt, an der er mit der Suche beginnt. Wenn eine Ecke gemessen wird, bewegt sich der Messtaster EDGE LENGTH von der Ecke weg, bewegt sich dann um XY CLEARANCE vom Werkstück weg, senkt sich um Z CLEARANCE und beginnt mit der Anfangssuche. Wenn Sie einen inneren Kreis messen, sollte EDGE LENGTH auf den ungefähren Radius des Kreises eingestellt werden. Hinweis: NICHT der Durchmesser.
- PROBE HT
-
Die Höhe des Werkzeugsensors von der Oberfläche des Maschinentisches. Dieser Wert wird verwendet, um die Z-Null-Höhe für das aktuelle Arbeitskoordinatensystem zu berechnen, wenn der Messtaster mit einem Werkzeugeinstellsensor verwendet wird.
- BLOCK HT
-
Die Höhe der Oberseite des Werkstücks von der Maschinentischoberfläche. Dieser Wert wird verwendet, um die Z-Nullhöhe für das aktuelle Werkstückkoordinatensystem zu berechnen, wenn der Messtaster mit einem Einrichtungssensor verwendet wird.
- XY CLEARANCE
-
Der Abstand, den der Messtaster von einer Kante oder Ecke wegfährt, bevor er eine Suche durchführt. Er sollte groß genug sein, um sicherzustellen, dass der Messtaster weder das Werkstück noch andere Vorrichtungen berührt, bevor er nach unten fährt. Er sollte klein genug sein, um übermäßiges Warten auf die Bewegung während der Suche zu vermeiden.
- Z CLEARANCE
-
Der Abstand, den die Sonde nach unten fährt, bevor sie eine Suche durchführt. Wenn Sie eine Innenbohrung messen, können Sie den Taster manuell auf die Z-Starthöhe verfahren und dann Z CLEARANCE auf 0 setzen.
Dort sind drei Umschalttasten (engl. toggle buttons):
- Auto Zero (Auto-Nullstellung)
-
Hiermit wird bestimmt, ob die betreffende Achse nach der Abtastung im aktuellen Anwendersystem auf Null gesetzt wird.
- Auto Skew
-
Hiermit wird festgelegt, ob das System nach dem Antasten gedreht wird oder nur die berechnete Drehung angezeigt wird.
- Tool Measure (Werkzeugmessung)
-
Diese Option (falls integriert) schaltet die automatische Werkzeugmessung ein und aus.
12.1.1. HAL-Pins
Versaprobe bietet 5 Ausgabepins für die Werkzeugmessung und einen um die Spindel zu unterbrechen während die Sonde geladen wird.
Die Pins werden von einem Remap-G-Code-Unterprogramm gelesen, so dass der Code auf verschiedene Werte reagieren kann.
Derzeit kann die Sonden-Werkzeugnummer (engl. probe tool number) nur in der Einstellungs-Datei verändert werden:
[VERSA_PROBE_OPTIONS] ps_probe_tool = 1
qtversaprobe.enable(HAL_BIT)-
Messung aktiviert oder nicht Werkzeug. Spiegelt den Zustand des Bildschirmtaste (engl. screen button) wider.
qtversaprobe.blockheight(HAL_FLOAT)-
Die gemessene Höhe der Oberseite des Werkstücks. Spiegelt die Eingabe am Bildschirm wider.
qtversaprobe.probeheight(HAL_FLOAT)-
Die Höhe des Schalters für die Werkzeugsonde. Spiegelt die Eingabe am Bildschirm wider.
qtversaprobe.searchvel(HAL_FLOAT)-
Die Geschwindigkeit, mit der nach dem Schalter für den Werkzeugmesstaster gesucht wird
qtversaprobe.probevel(HAL_FLOAT)-
Die Länge des Werkzeugs zwischen Geschwindigkeit und Messtaster. Spiegelt die Eingabe am Bildschirm wider.
qtversaprobe.backoffdist(HAL_FLOAT)-
Die Entfernung, um die sich die Sonde nach dem Auslösen zurückzieht. Entsprich der Bildschirmeingabe.
qtversaprobe.probe-loaded(HAL_BIT)-
Reflektiert, ob das aktuelle Werkzeug der in der Voreinstellungsdatei (engl. preferences)-Datei eingestellten Sondennummer entspricht.
12.2. Einfache Sonde
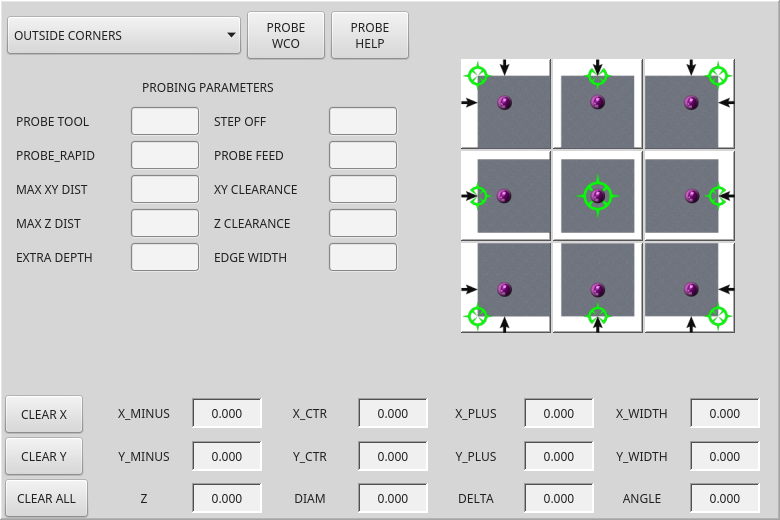
Der Basistaster wird zum halbautomatischen Antasten von Werkstücken verwendet, um Kanten, Mittelpunkte und Winkel zu finden. Das Kombinationsfeld ermöglicht die Auswahl des Grundtyps der gezeigten Messtasten:
-
Außenecken
-
Innenecken
-
Kantenwinkel
-
Erhebungen und Taschen (engl. boss and pockets)
-
Erhöhungen und Vertiefungen
-
Kalibrierung
Sie müssen die "Sondierungs-Parameter" sorgfältig einstellen:
- Probe Tool (engl. buchstäblich Sonden-Werkzeug)
-
Erlaubt das Abtasten nur, wenn sich diese Werkzeugnummer in der Spindel befindet
- Probe Diameter (Sonden-Durchmesser)
-
Die Größe der Sonden-Spitze
- Probe Rapid
-
Die Geschwindigkeit schneller Bewegungen der Sonde in Maschineneinheiten
- Probe Search
-
Die Geschwindigkeit des ersten groben Abtastens in Maschineneinheiten
- Sonden-Vorschub
-
Die Geschwindigkeit der zweiten "Feinsuche" in Maschineneinheiten
- Step Off
-
Zurückziehen und erneutes Abtasten der Entfernung
- Max XY Distance
-
Die maximale Entfernung, in der die Sonde in X und Y sucht, bevor sie mit einem Fehler abbricht
- Max Z Distance
-
Die maximale Entfernung, in der die Sonde in Z sucht, bevor sie mit einem Fehler abbricht
- XY Clearance
-
Abstand zwischen Sonde und Wandkante vor dem schnellen Abwärtsfahren in Z und dem "groben" Antasten
- Z Clearance
-
Abstand zwischen Sonde und Oberkante des Materials
- Extra Depth
-
Abstand von der Oberkante des Materials bis zur gewünschten Sondentiefe
Es gibt auch Hinweisparameter, abhängig von der gewählten Tastart:
- Edge Width
-
Gewünschter Abstand von der Startposition der Sonde entlang der Wandkante, bevor die Sonde gestartet wird
- Diameter Hint
-
(engl. wörtlich Durchmesser-Hinweis) Wird beim Rundkopf- oder Rundtaschen-Sondieren verwendet (Startbewegung: 1/2 Durchmesser plus XY-Abstand)
- X Hint
-
(wörtlich engl. X-Hinweis) wird von rechteckigen Vorsprüngen/Taschen verwendet (Startbewegung: 1/2 X-Länge plus XY-Abstand)
- Y Hint
-
Wird von der rechteckigen Aufsatz-/Taschenmessung verwendet (Startbewegung: 1/2 Y-Länge plus XY-Abstand)
Nach der Einstellung der Parameter und Berücksichtigen der Hinweise:
-
Bewegen Sie die Sonde manuell zu der ungefähren Position, die durch das grüne Ziel auf der Schaltfläche dargestellt wird.
-
Bestätigen Sie, dass die Parameter angemessen sind.
-
Drücken Sie die gewünschte Sondierungstaste.
Die Sondierungsroutine beginnt sofort.
|
Note
|
Durch Drücken der Stopptaste oder der Escape-Taste der Tastatur wird die Sondierung abgebrochen. |
12.2.1. HAL-Pins
Dieser kann genutzt werden, die Spindel anzualten, wenn eine Sonde aufgenommen wird.
Sie verbinden ihn mit spindle.0.inhibit.
qtbasicprobe.probe-loaded12.2.2. Beispiel für eine Ecksonde
Lassen Sie uns die Innenecken-Antastung mit der Schaltfläche oben rechts in Basic Probe (back_right_inside) besprechen. Während alle Sondeneinträge korrekt sein müssen, sind die wichtigsten Einstellungen für jede einzelne Sonde zu ändern:
- XY CLEARANCE
-
Abstand von der Kante vor dem groben Antasten,
- Z CLEARANCE
-
Abstand von der Sonde zur Oberseite des Materials,
- EXTRA DEPTH
-
Abstand zum Absenken der Sonde von der Oberseite des Materials,
- EDGE WIDTH
-
Abstand entlang der Kantenwand (von der Ecke weg) bis zum Beginn der Sondierung.
|
Note
|
Dieser Abstand ist immer in "Maschineneinheiten" anzugeben (mm für metrische Maschine, Zoll für imperiale Maschinen). |
Voreinstellung:
-
Setzen Sie den Taster manuell auf den Schnittpunkt der Kanten (d.h. Ecke) des Materials, wie durch das grüne Bullauge auf der Taste beschrieben. Stellen Sie ihn Z CLEARANCE über der Oberseite des Materials ein. Diese Einstellungen können nach Augenmaß vorgenommen werden.
-
Setzen Sie EXTRA CLEARANCE auf einen Wert, bei dem die Sonde unter die Oberkante des Materials fahren soll. (Die Sonde bewegt sich also von ihrer Startposition aus nach unten Z-Abstand + Extra-Abstand.)
-
Setzen Sie XY CLEARANCE auf einen Wert, der einen gewissen Abstand zur Wand gewährleistet, damit die Sonde beim Absenken nicht gegen etwas stößt.
-
setzen Sie EDGE WIDTH auf einen Wert, der den von der Ecke gemessenen Abstand entlang der Wand beschreibt, wo Sie Sonden wünschen. dieser Kantenabstand wird entlang der X-Wand und dann der Y-Wand verwendet.
Abfolge nach Betätigung der Sondentaste:
-
Rapid EDGE WIDTH (engl. für Schneller KANTENBREITE) Abstand von der Ecke sich entfernend, gleichzeitig XY CLEARANCE (engl. für XY-FREIRAUM) sich von der Kante weg bewegend. Dies ist also eine leicht diagonale Bewegung.
-
Sonde nach unten bewegen um Z CLEARANCE + EXTRA DEPTH,
-
Wand zweimal sondieren (grob (engl. rough) und fein),
-
diagonal zur anderen Wand bewegen, wie durch EDGE WIDTH und XY CLEARANCE festgelegt,
-
Wand zweimal sondieren,
-
Sonde nach oben bewegen um Z CLEARANCE + EXTRA DEPTH (kehrt zum Ausgangspunkt zurück,
-
Im Eilgang zurück zur startecke (jetzt berechnet anhand der mit der Sonde bestimmten Wänden),
-
Wenn die Schaltfläche für die automatische Nullung aktiviert ist, setzen von X und Y des aktuellen Benutzersystems auf Null.
12.3. Anpassen des Probe-Screen-Widgets
Es ist möglich, eine angepasste Version des Antast-Widgets zu laden.
Es sollte im Konfigurationsordner einen Ordner für Bildschirme geben: benannt <CONFIG FOLDER>/qtvcp/.
Darin kann (oder kann hinzugefügt werden) ein Ordner lib/ und widgets/ sein.
Im Ordner widgets können Sie basic_probe.py (oder versa_probe.py) und probe_subprog.py kopieren.
Im Ordner lib kopieren Sie touchoff_subprogram.py.
Wenn diese Dateien gefunden werden, werden sie anstelle der Originale verwendet.
Sie können die Dateien ändern, um das Verhalten anzupassen.
13. Touch-Platte

Sie können eine leitfähige Tastplatte oder etwas Gleichwertiges verwenden, um die Z-Position eines Werkzeugs automatisch anzutasten (die Benutzerkoordinate auf Null zu setzen). Vor dem Antasten muss ein Werkzeug geladen sein. Legen Sie auf der Registerkarte "Werkzeug" oder "Einstellungen" die Höhe der Tastplatte, die Such- und Antastgeschwindigkeit und den maximalen Antastabstand fest.
|
Note
|
Wenn Sie eine leitfähige Platte verwenden, sollten die Such- und Tastgeschwindigkeit gleich langsam sein. Wenn Sie einen Werkzeugwechsler mit gefedertem Verfahrweg verwenden, können Sie die Suchgeschwindigkeit schneller einstellen. LinuxCNC fährt die Geschwindigkeit mit der maximalen Beschleunigung herunter, so dass nach dem Auslösen des Messtasters ein Verfahrweg vorhanden sein kann, wenn die Geschwindigkeit zu hoch eingestellt ist. |
Legen Sie die Platte auf die Oberfläche, auf der Sie Z nullen möchten. Verbinden Sie das Eingangskabel des Messtasters mit dem Werkzeug (bei Verwendung einer leitfähigen Platte). Bewegen Sie das Werkzeug manuell innerhalb des maximalen Tasterabstandes. Drücken Sie die Taste "Tastplatte". Die Maschine tastet zweimal nach unten und der aktuelle Benutzer-Offset (G5X) wird am unteren Ende der Platte durch Berechnung der Tastplattenhöhe auf Null gesetzt.
14. Automatische Werkzeugvermessung
14.1. Übersicht
QtDragon kann eingerichtet werden, um eine integrierte automatische Werkzeug-Messung mit dem Versa Sonde Widget und Remap-Code vorzunehmen.
Diese Funktion übernimmt die miteinander abgestimmte gleichzeitige Verwendung zweier Sonden:
-
Ein Werkzeugschalter-Sensor, irgendwo auf der Maschine befestigt (manchmal engl. als tool-setter bezeichnet), und
-
Eine Spindelsonde, die zu Beginn des Auftrags (engl. job) vorübergehend installiert ist (manchmal als xyz-Sonde oder Renishaw-Sonde bezeichnet).
Diese Techniken sind nützlich für Maschinen, die nicht wiederholbare Werkzeughalter haben und keine automatischen Werkzeugwechselvorrichtungen aufweisen. (für Maschinen mit wiederholbaren Werkzeughaltern siehe Abschnitt auf Messwerkzeuglänge. Für Maschinen mit automatischen Werkzeugwechselgeräten, konsultieren Sie die Arbeiten im LinuxCNC-Repository bei configs/sim/axis/remap/rack-toolchange.)
Um diese Funktion zu nutzen, müssen Sie einige zusätzliche Einstellungen vornehmen und vielleicht möchten Sie den angebotenen HAL-Pin verwenden, um Werte in Ihrem eigenen NGC-Remap-Verfahren zu erhalten. Diese Einstellungen werden in einem späteren Abschnitt beschrieben.
Erstens, dieses Dokument deckt die Verwendung dieser Technik ab. Zweitens deckt dieses Dokument ab, wie diese Technik zu Beginn eines Produktionsablaufs vorbereitet werden kann.
14.2. Workflow Übersicht
Ein detaillierter Workflow-Durchgang folgt dieser Übersicht.
Einrichtungsschritte beinhalten:
-
Eingeben der Sondengeschwindigkeiten auf der Seite mit den Sondeneinstellungen.
-
Aktivieren von "Werkzeugmessung verwenden" (engl. Use Tool Measurement) auf der Versa-Probe-Registerkarte.
-
Aktivieren von "Nutzen des Werkzeug Sensors" (engl. use tool sensor) bei Einstellungen (engl. settings).
|
Important
|
Bei der Ersteinrichtung der automatischen Werkzeugmessung sollten Sie vorsichtig sein, bis Sie den Werkzeugwechsel und die Position des Messtasters bestätigt haben - ein Werkzeug/Taster kann leicht beschädigt werden. Ein Abbruch ist möglich, solange der Messtaster in Bewegung ist. |
Die Werkzeugmessung in QtDragon erfolgt in den folgenden Schritten, die in dem folgenden Abschnitt genauer erklärt werden:
-
Null das Sondenwerkzeug durch Messen des tool setters mit der installierten Spindelsonde
-
Berührung des Werkstücks in X und Y.
-
Messen Sie die Höhe Ihres Blocks von der Basis, an der sich Ihr Werkzeugschalter befindet, bis zur Oberseite des Blocks (einschließlich Spannfutter usw.).
-
Geben Sie auf der Registerkarte Versa-Sonde den Messwert für die Blockhöhe ein.
-
Gehen Sie in den Automatikmodus und starten Sie Ihr Programm.
Beim ersten gegebenen Werkzeugwechsel wird das Werkzeug vermessen und der Versatz wird automatisch auf die Blockhöhe eingestellt. Der Vorteil dieser Methode ist, dass Sie kein Referenzwerkzeug benötigen.
|
Note
|
Ihr Programm muss am Anfang einen Werkzeugwechsel enthalten. Das Werkzeug wird gemessen, auch wenn es schon vorher verwendet wurde, so dass keine Gefahr besteht, wenn sich die Blockhöhe geändert hat. Es gibt mehrere Videos auf you tube, die diese Technik mit GMOCCAPY demonstrieren. Der GMOCCAPY-Bildschirm war der Wegbereiter dieser Technik. |
Die Reihenfolge der Ereignisse (unter Verwendung der Standarddateien in den Vorstellungen (engl. default settings)):
-
Eilgang (engl. rapid move) in Z in Position definiert im INI [TOOL_CHANGE] Z.
-
Eilgang in X und Y auf die in INI definierte Nummer [TOOL_CHANGE] X und Y.
-
Führen Sie einen normalen M6 Werkzeugwechsel durch, d.h. Stopp der Spindel, Senden einer Aufforderung an den Benutzer, das Werkzeug zu wechseln.
-
Eilgang in X und Y zu Position definiert in der INI [VERSA_TOOLSETTER] X und Y.
-
Eilgang abwärts in Z zur Position in INI [VERSA_TOOLSETTER] Z.
-
Sondieren nach unten in Z bis maximal wie definiert in der INI durch [VERSA_TOOLSETTER] MAXPROBE.
-
Ändert den Versatz (engl. offset) des aktuellen Arbeitskoordinatensystems auf die Differenz zwischen dem vorherigen Werkzeug und dem aktuell gemessenen Werkzeug.
-
Eilgang aufwärts in Z zur Position in INI [VERSA_TOOLSETTER] Z_MAX_CLEAR.
-
Schnelle Bewegung in die X Y-Position, wenn der Werkzeugwechsel aufgerufen wurde.
-
Schneller Wechsel in die Z-Position, wenn der Werkzeugwechsel aufgerufen wurde.
|
Note
|
Die [TOOL_CHANGE] Z-Position sollte hoch genug sein, damit das Werkzeug beim Verschieben auf die [VERSA_TOOLSETTER] X und Y Position nicht auf die Werkzeugsonde trifft. Der MAXPROBE Abstand muss hoch genug sein, damit das Werkzeug die Sonde berühren kann. |
14.3. Detailliertes Workflow-Beispiel
14.3.1. Einmalige Einrichtung
Folgende Setups müssen nur einmal ausgeführt werden, solange sie in Kraft bleiben:
-
Unter den Einstellungen des Messtasters (engl. "Probe Tool Screens"): Achten Sie auf angemessene Werte für „Schnell“ und „Suche“. Dies sind die Geschwindigkeiten, mit denen das Abtasten durchgeführt wird, angegeben in Maschineneinheiten pro Minute.
-
Unter den Einstellungen des Messtasters: Stellen Sie sicher, dass „Werkzeugmessung“ (engl. tool measure) aktiviert ist (der Buton muss hervorgehoben sein)
-
Bei Einstellungen: Stellen Sie sicher, dass "Nutze Werkzeug Sensor (engl. "Use Tool Sensor") aktiviert ist (die checkbox muss markiert sein)
-
In der Werkzeugtabelle: Richten Sie ein Werkzeug für den Spindelmesstaster ein und stellen Sie sicher, dass dessen Z-Offset auf null gesetzt ist.
|
Note
|
Es ist möglich, eine Werkzeuglänge für die Werkzeugsonde zu verwenden, die ungleich null ist. Aber dies erfordert zusätzliche Schritte und es ist leicht, dabei Fehler zu machen. Der folgenden wird von einer Werkzeugsonden-Länge von null ausgegangen. |
14.3.2. Prozedur vor dem Start eines Programms
Das folgende Setup wird vor dem Start eines Programms durchgeführt, das M6 Werkzeugwechselbefehle ausführt.
-
Laden Sie die Spindelsonde physisch in die Spindel.
-
Laden Sie die Spindelsonde nun auch programmtechnisch mit dem Befehl M61 Qx in die Spindel ein, bei dem x die Zahl im Werkzeugtisch für die Spindelsonde ist (innerhalb der Werkzeug-Tabellen-Registrierkarte befindet sich ein Button, der auch verwendet werden kann)
-
Positionieren über dem Werkzeugtaster: Verwenden Sie die Schaltfläche „Gehe zum Werkzeugtaster“ (engl. Go To Toolsetter) unter den Messtaster-Einstellungen, um die Spindel über dem Werkzeugtaster zu positionieren.
-
Werkzeugtaster-Messung (engl. toolsetter measure): Verwenden Sie den Button „Werkzeugtaster Z-Höhe messen“ (engl. probe tool setter Z height) unter den Messtaster-Einstellungen (engl. probe settings). Beachten Sie, dass dabei der Wert „Messtasterhöhe“ („Probe HT“) in ABS-Koordinaten ermittelt und auf dem Bildschirm „Messtaster-Einstellungen“ angezeigt wird.
-
Schnellauf (jog) zum Werkstück.
-
Werkstückmessung: Verwenden Sie die Schaltfläche „Z-Höhe des Materials messen“ unter den Messtaster-Einstellungen. Dadurch wird der Wert „Blockhöhe“ („Block Ht“) in ABS-Koordinaten ermittelt und auf dem Bildschirm „Messtaster-Einstellungen“ angezeigt. (In der Regel entspricht dieser Wert nun auch dem Z-Nullpunkt Ihres Werkstück-Koordinatensystems.)
-
Werkstück-Koordinatensystem setzen (z. B. G54 oder ein anderes): Verwenden Sie den Messtaster und das passende Messtaster-Menü oder eine andere geeignete Methode, um das für Ihre Arbeit benötigte X-, Y- und Z-Koordinatensystem festzulegen.
-
Wenn Ihr Programm mit einem TnM6-Befehl beginnt, bevor die Spindel rotiert, können Sie den Spindelmesstaster installiert lassen. Sie können auch einen TnM6-Befehl verwenden, um den Spindelmesstaster zu wechseln – wenn das Programm denselben Befehl erneut ausgibt, wird der Werkzeugwechsel übersprungen.
|
Caution
|
Achten Sie darauf, die Spindelsonde (engl. spindle probe) nicht in der Spindel zu lassen, wenn ein Programm die Spindel starten kann. |
Sobald diese Schritte abgeschlossen sind, kann ein Programm mit mehreren TnM6 Werkzeugwechseln gestartet werden und wird mit automatischen Pausen für manuelle Werkzeugwechsel mit anschließender automatisierter Werkzeugmessung arbeiten.
|
Note
|
Nachdem die neue Werkzeuglänge mit dem Werkzeugtaster ermittelt wurde, verwendet dieser Remap-Code ein G43, das den Versatz auf das Werkstück-Koordinatensystem anwendet, das beim Aufruf des M6-Befehls aktiv war. Da das Remapping das Werkstück-Koordinatensystem um den Versatz zwischen dem vorherigen und dem aktuellen Werkzeug angepasst hat, wird die Werkzeugspitze an genau der gleichen Position im Raum enden, an der sich die Spitze des vorherigen Werkzeugs beim Aufruf des Werkzeugwechsels befand. |
14.4. Ertasten der Werkstückhöhe in QtDragon_hd
Die [TOOL_CHANGE] Z-Position sollte hoch genug sein, damit das Werkzeug beim Verschieben auf die [VERSA_TOOLSETTER] X und Y Position nicht auf die Werkzeugsonde trifft. Der MAXPROBE Abstand muss hoch genug sein, um die Sonde zu berühren.
14.5. Werkstückhöhe Antasten
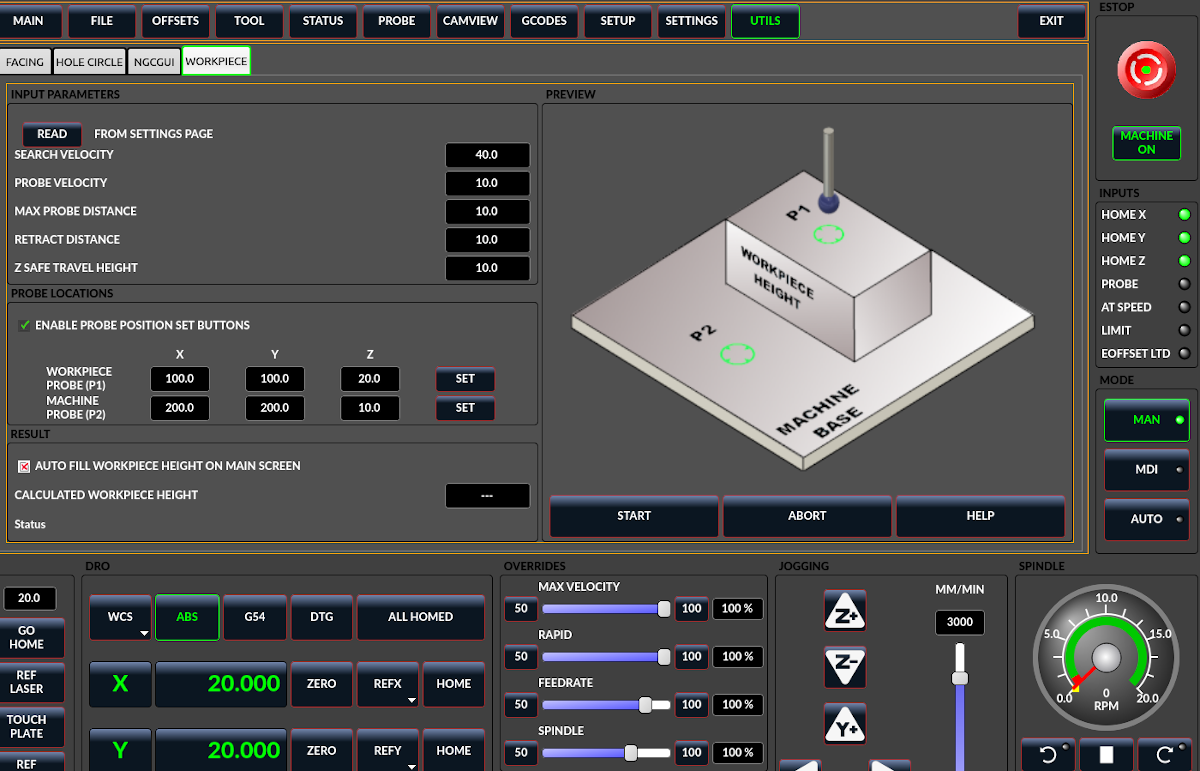
Dieses Programm tastet 2 benutzerdefinierte Positionen in der Z-Achse an und berechnet die Höhendifferenz.
|
Note
|
Diese Funktion ist nur in der Version QtDragon_hd verfügbar. |
-
Wenn diese Option markiert ist, sind die SET-Tasten aktiviert.
-
Dadurch kann der Benutzer die X-, Y- und Z-Parameter automatisch mit der aktuellen Position, wie sie auf den DROs angezeigt wird, ausfüllen.
-
Wenn diese Option aktiviert ist, wird die berechnete Höhe automatisch in das Feld Werkstück-Höhe im Hauptbildschirm übertragen.
-
Andernfalls ist der Hauptbildschirm nicht betroffen.
-
die X-, Y- und Z-Koordinaten geben an, wo die erste Sondierungsroutine im aktuellen WCS beginnen soll
-
die X-, Y- und Z-Koordinaten geben an, wo die zweite Sondierungsroutine beginnen soll, und zwar im aktuellen WCS
-
Die Maschine wird auf die sichere Z-Fahrhöhe angehoben, bevor sie zu den X- und Y-Koordinaten rüttelt.
-
Die Spindel senkt sich dann auf die angegebene Z-Koordinate.
-
Sie sollte so gewählt werden, dass das Werkzeug beim Joggen alle Hindernisse überwindet.
-
Die Maschine fährt zur ersten Position und tastet dann nach unten.
-
Die Maschine fährt dann zum zweiten Standort und tastet sich erneut nach unten.
-
Die Differenz der angetasteten Werte wird als berechnete Werkstückhöhe angegeben.
-
Die Parameter für Suchgeschwindigkeit, Sondengeschwindigkeit, maximale Sondenentfernung und Rücklaufentfernung werden von der Hauptseite der GUI-Einstellungen gelesen.
-
bewirkt, dass alle derzeit ausgeführten Tipp- und Tastroutinen gestoppt werden.
-
zeigt dieses Hilfefenster an.
|
Note
|
|
|
Caution
|
Das Einstellen falscher Werte kann zu Abstürzen in Vorrichtungen auf der Arbeitsfläche der Maschine führen. Ein erster Test ohne Werkzeug und in sicherer Höhe wird empfohlen. |
14.6. Werkzeugmess-Pins
Versaprobe bietet 5 Ausgabepins für die Werkzeugmessung. Die Pins werden von einem Remap-G-Code-Unterprogramm gelesen, so dass der Code auf verschiedene Werte reagieren kann.
qtversaprobe.enable(HAL_BIT)-
Messung aktiviert oder nicht Werkzeug. Spiegelt den Zustand des Bildschirmtaste (engl. screen button) wider.
qtversaprobe.blockheight(HAL_FLOAT)-
Die gemessene Höhe der Oberseite des Werkstücks. Spiegelt die Eingabe am Bildschirm wider.
qtversaprobe.probeheight(HAL_FLOAT)-
Die Höhe des Schalters für die Werkzeugsonde. Spiegelt die Eingabe am Bildschirm wider.
qtversaprobe.searchvel(HAL_FLOAT)-
Die Geschwindigkeit, mit der nach dem Schalter für den Werkzeugmesstaster gesucht wird
qtversaprobe.probevel(HAL_FLOAT)-
Die Länge des Werkzeugs zwischen Geschwindigkeit und Messtaster. Spiegelt die Eingabe am Bildschirm wider.
qtversaprobe.backoffdist(HAL_FLOAT)-
Die Entfernung, um die sich die Sonde nach dem Auslösen zurückzieht. Entsprich der Bildschirmeingabe.
14.7. Änderungen an der INI-Datei für Werkzeugmessungen
Ändern Sie Ihre INI-Datei so, dass sie Folgendes enthält:
14.7.1. Der Abschnitt PROBE (Werkstück-Sensor)
QtDragon ermöglicht es Ihnen, eine von zwei Arten von Messtasterroutinen auszuwählen. Versa Probe arbeitet mit einem M6-Remap, um die automatische Werkzeugerfassung hinzuzufügen.
[PROBE]
#USE_PROBE = versaprobe
USE_PROBE = basicprobe14.7.2. Der RS274NGC-Abschnitt
|
Note
|
Diese Standardeinträge sollten in den meisten Situationen gut funktionieren. Einige Systeme müssen möglicherweise anstelle von linuxcnc/nc_files/examples/ dann linuxcnc/nc_files/ verwenden. Bitte überprüfen Sie, ob Pfade gültig sind. Benutzerdefinierte Einträge mit Referenzen auf die geänderte Datei sind möglich. |
[RS274NGC]
# diese Pfade so anpassen, dass sie auf Ordner mit stdglu.py und qt_auto_tool_probe.ngc zeigen
# oder ähnlich kodierte benutzerdefinierte Remap-Dateien
SUBROUTINE_PATH = ~/linuxcnc/nc_files/remap-subroutines:\
~/linuxcnc/nc_files/remap_lib
# ist die Sub, die aufgerufen wird, wenn ein Fehler beim Werkzeugwechsel auftritt.
ON_ABORT_COMMAND=O <on_abort> Aufruf
# Der Remap-Code für die automatische Werkzeugsonde von Z der Versaprobe von QtVCP
REMAP=M6 modalgroup=6 prolog=change_prolog ngc=qt_auto_probe_tool epilog=change_epilog14.7.3. Der Abschnitt Werkzeugsensor (engl. tool sensor)
Die Position des Werkzeugsensors und die Startposition der Antastbewegung.
Alle Werte sind absolute (G53) Koordinaten, mit Ausnahme von MAXPROBE, das als absolute Länge der Bewegung angegeben wird.
Alle Werte sind in maschineneigenen Einheiten.
X,Y,Z setzen die Lokalisation der Sonde für den Werkzeug-Einsteller (engl. tool setter probe location).
Ablauf der automatischen Tastaktion im standardmäßigen Beispiel-Remap qt_auto_probe_tool (dieses Verhalten kann durch Ändern entweder der remap-Anweisung im RS274NGC-Abschnitt oder durch Modifikation des Codes in qt_auto_probe_tool.ngc geändert werden):
-
Schnellbewegung zur Z-Position aus der [CHANGE_POSITION]-Sektion der INI-Datei (dies ist eine relative Bewegung; der Z-Wert wird zur aktuellen Z-Koordinate addiert)
-
schnelle (engl. rapid) Bewegung zur X & Y Position der [CHANGE_POSITION] aus der INI Datei.
-
warten auf manuelle Bestätigung des werkzeugwechsels
-
schnelle Bewegung zur [VERSA_TOOLSETTER] X & Y Position
-
schnelle Bewegung zur [VERSA_TOOLSETTER] Z_MAX_CLEAR Z-Position
-
schnelle Sondierung
-
langsame Sondierung
-
schnelle Bewegung zur [VERSA_TOOLSETTER] Z_MAX_CLEAR Z-Position
Z_MAX_CLEAR ist die Z-Position, zu der sich das System begibt bevor der Tool-Setter bewegt wird, wenn Sie die Travel to Toolsetter-Taste betätigen.
Travel to Toolsetter Aktionssequenz:
-
schnelle Bewegung zur [VERSA_TOOLSETTER] Z_MAX_CLEAR Z-Position
-
schnelle Bewergung zur [VERSA_TOOLSETTER] XY Position
-
schnelle Bewegung zur [VERSA_TOOLSETTER] Z Position.
Beispiel-Einstellungen:
[VERSA_TOOLSETTER]
X = 10
Y = 10
Z = -20
Z_MAX_CLEAR = -2
MAXPROBE = -2014.7.4. Der Abschnitt "Position ändern"
Die Position wird nicht zweckdienlichst TOOL_CHANGE_POSITION genannt - canon verwendet diesen Namen und interveniert sonst. Die Position, an welche die Maschine bewegt werden soll, bevor der Befehl zum Werkzeugwechsel gegeben wird. Alle Werte sind in absoluten Koordinaten. Alle Werte sind in maschineneigenen Einheiten.
[CHANGE_POSITION]
X = 10
Y = 10
Z = -214.7.5. Die Python-Sektion
Der Python-Abschnitt legt fest, nach welchen Dateien der Python-Interpreter von LinuxCNC sucht, z.B. die Datei toplevel.py im Ordner python im Konfigurationsverzeichnis: Diese Standardeinträge sollten in den meisten Situationen gut funktionieren. Einige Systeme müssen möglicherweise linuxcnc/nc_files/examples/ verwenden statt linuxcnc/nc_files. Benutzerdefinierte Einträge, die auf die geänderte Datei verweisen, sind möglich.
# The path start point for all remap searches, i.e. Python's sys.path.append()
PATH_APPEND = ~/linuxcnc/nc_files/remap_lib/python-stdglue/python
# path to the tremap's 'toplevel file
TOPLEVEL = ~/linuxcnc/nc_files/remap_lib/python-stdglue/python/toplevel.py14.8. Benötigte HAL-Verbindungen
Stellen Sie sicher, dass der Messtastereingang in Ihrer HAL-Datei angeschlossen ist: Bei korrektem Anschluss sollten Sie in der Lage sein, die Taster-LED in QtDragon umzuschalten, wenn Sie den Tasterstift drücken.
net probe motion.probe-input <= <Ihr_input_pin>15. Ausführen von gegebener Zeile
Ein G-Code-Programm kann an jeder beliebigen Zeile gestartet werden, indem Sie im AUTO-Modus auf die gewünschte Zeile in der G-Code-Anzeige klicken. Es liegt in der Verantwortung des Bedieners sicherzustellen, dass sich die Maschine im gewünschten Betriebsmodus befindet. Es wird ein Dialogfeld angezeigt, in dem die Spindelrichtung und -geschwindigkeit voreingestellt werden können. Die Startlinie wird in dem Feld mit der Bezeichnung LINE neben der Taste CYCLE START angezeigt. Die Funktion "Von der Linie starten" kann auf der Einstellungsseite deaktiviert werden.
|
Note
|
LinuxCNC’s "Ausführen ab Zeile…" (engl. run-from-line) ist nicht sehr benutzerfreundlich. Z.B. startet es nicht die Spindel oder bestätigt das richtige Werkzeug. Auch werden Unterprogramme nicht gut gehandhabt. Wenn es verwendet wird, ist es am besten, mit einem Eilgang zu beginnen. |
16. Laser-Buttons
Der Button LASER ON/OFF dient dazu, einen Ausgang ein- oder auszuschalten, der mit einem kleinen Laserkreuzprojektor verbunden ist. Wenn das Fadenkreuz über einem gewünschten Referenzpunkt auf dem Werkstück positioniert ist, kann die Taste REF LASER gedrückt werden, die dann die X- und Y-Offsets auf die in den Feldern LASER OFFSET auf der Seite Einstellungen angegebenen Werte setzt.
17. Beschreibung der Registerkarten
Tabs allow the user to select the most appropriate info/control on the top three panels. If the on screen keyboard is showing and the user wishes to hide it but keep the current tab, they can do that by pressing the HIDE button on the virtual keyboard. In QtDragon, there is a splitter handle between the G-code text display and the G-code graphical display. One can use this to split the size between the two areas. This can be set differently in each tab and in each mode. The positions will be remembered.
17.1. Hauptregisterkarte
Auf dieser Registerkarte wird die grafische Darstellung des aktuellen Programms angezeigt. Mit den seitlichen Schaltflächen wird die Anzeige gesteuert.
-
Benutzeransicht: Auswählen/Wiederherstellen einer benutzerdefinierten Ansicht des aktuellen Programms.
-
P,X,Y,Z: Standardansichten einstellen.
-
D: Anzeige der Abmessungen umschalten.
-
+, -: Zoom-Steuerung.
-
C: Übersichtliche Grafik der Werkzeugbewegungslinien.
In qtdragon_hd sind auf der rechten Seite auch Makrotasten verfügbar. Bis zu zehn Buttons können in der INI definiert werden.
17.2. Registerkarte "Datei"
Sie können diese Registerkarte verwenden, um Programme zu laden oder zu übertragen. Die Bearbeitung von G-Code-Programmen kann über diese Registerkarte ausgewählt werden. Bei qtdragon_hd können Sie hier den G-Code Ripper laden.
17.3. Registerkarte "Offsets"
Auf dieser Registerkarte können Sie die System-Offsets überwachen/ändern. Es gibt praktische Schaltflächen für die Nullstellung der Rotation.G92 und den aktuellen G5x-Benutzer-Offset.
17.4. Registerkarte "Werkzeug"
Auf dieser Registerkarte können Sie die Werkzeugkorrekturen überwachen/verändern. Das Hinzufügen und Löschen von Werkzeugen aus der Werkzeugdatei kann ebenfalls über diese Registerkarte erfolgen. Wenn diese Registerkarte ausgewählt ist, ändern sich die einzelnen Home-Schaltflächen im DRO-Bereich in Schaltflächen zur Einstellung der Werkzeugkorrektur. Sie kehren zu den Home-Schaltflächen zurück, wenn Sie eine andere Registerkarte auswählen. Wenn Sie diese Schaltfläche drücken, wird ein Menü mit Optionen angezeigt:
-
Aktuelle Werkzeug-Position einstellen
-
Aktuelle Werkzeug-Position anpassen
-
Aktuelle Werkzeug-Position auf Null setzen
-
Werkzeugversatz direkt einstellen
-
Auf zuletzt zurücksetzen
17.5. Registerkarte "Status"
Hier wird ein mit einem Zeitstempel versehenes Protokoll wichtiger Maschinen- oder Systemereignisse angezeigt. Maschinenereignisse sind eher für einen Bediener geeignet, während die Systemereignisse bei der Fehlersuche helfen können.
17.6. Registerkarte "Sonde
Auf dieser Registerkarte werden Optionen für Prüfroutinen angezeigt. Abhängig von den INI-Optionen kann dies VersaProbe- oder BasicProbe-Stil sein. Sie sind funktionell ähnlich. QtDragon_hd zeigt auch ein kleineres Grafikanzeigefenster an.
17.7. Camview-Registerkarte
Wenn die erkannte Webcam angeschlossen ist, wird auf dieser Registerkarte das Videobild mit einem Fadenkreuz überlagert angezeigt einem Kreis und einer Gradanzeige überlagert. Dies kann angepasst werden, um ein Teilmerkmal für solche Dinge wie Touchoff anzupassen. Die zugrunde liegende Bibliothek verwendet das openCV-Python-Modul, um eine Verbindung zur Webcam herzustellen.
Um das Seitenverhältnis der X- oder Y-Größe (in Prozent), die Kamera-Portnummer, das API-Backend oder die angeforderte Auflösung anzupassen, suchen Sie in der Einstellungen (engl. preferences)-Datei nach:
[CUSTOM_FORM_ENTRIES] Camview xscale = 100 Camview yscale = 100 Camview cam number = 0 Camview cam api = V4L2 Camview cam resolution = 1280,720
Diese Angaben sind in Prozent, normalerweise wird der Bereich in einer Achse 100 - 200 betragen.
Eine Invertierung dieser Skalierung kann genutzt werden, um das Bild in X, Y oder beiden Achsen zu spiegeln.
Die API stammt aus OpenCV; die verfügbaren Backends werden aufgelistet, wenn die Option -V für Debugging verwendet wird. Mit der Einstellung „ANY“ überlässt man OpenCV die Auswahl.
Setzen Sie die Auflösung auf „DEFAULT“, damit OpenCV die passende wählt. Verfügbaren Auflösungen werden angezeigt, wenn -V für Debugging aktiviert ist.
|
Note
|
Die Einstellungen (engl. preferences) Datei kann nur editiert werden während QtDragon nicht läuft. |
17.8. G-Codes Registrierkarte
Diese Registerkarte zeigt eine Liste von LinuxCNC’s G-Code. Wenn Sie auf eine Zeile klicken, wird eine Beschreibung des Codes angezeigt.
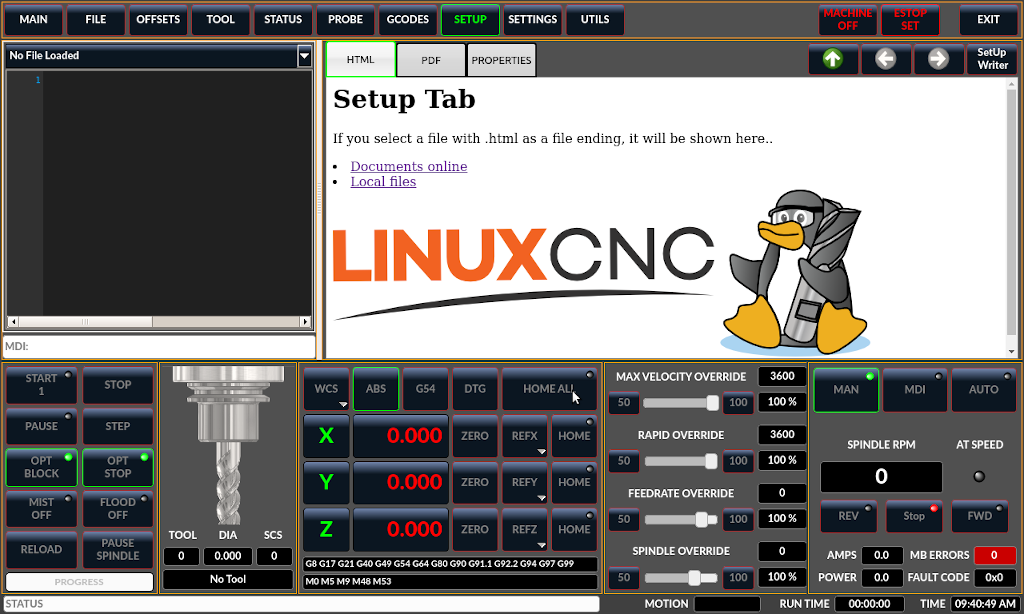
17.9. Registerkarte "Einstellungen"
Es ist möglich, eine HTML- oder PDF-Datei (.html / .pdf-Endung) mit Einrichtungshinweisen zu laden, und diese werden auf der Registerkarte "Setup" angezeigt.
Wenn Sie ein G-Code-Programm laden und es eine HTML/PDF-Datei mit demselben Namen gibt, wird es automatisch geladen.
Einige Programme wie Fusion 360 und Aspire erstellen diese Dateien für Sie. Sie können auch Ihre eigenen HTML-Docs mit der enthaltenen SetUp Writer-Taste schreiben.
Es gibt drei Unterkarten (engl. tabs):
-
HTML - alle geladenen HTML-Seiten werden hier angezeigt. Die Navigations-Buttons funktionieren auf dieser Seite.
-
PDF - alle geladenen PDF Setup-Seiten werden hier angezeigt.
-
PROPERTIES - wenn ein Programm geladen wird, werden hier dessen G-Code Eigenschaften angezeigt.
Es gibt Navigations-Buttons für die HTML-Seite:
-
Der Pfeil nach oben führt Sie auf die Standard-HTML-Seite zurück.
-
Der linke Pfeil führt auf die vorherige HTML-Seite.
-
Der rechte Pfeil revidiert die Wirkung eines zuvor gedrückten Pfeils nach links.
Wenn Sie eine benutzerdefinierte Standard-HTML-Seite einbinden möchten, nennen Sie diese default_setup.html und legen Sie es in Ihren Konfigurationsordner.
In dieser Registerkarte können benutzerdefinierte QtVCP-Panels angezeigt werden, indem die Option EMBED_TAB_LOCATION auf tabWidget_setup gesetzt wird.
17.10. Registerkarte "Einstellungen"
Die Registerkarte "Einstellungen" dient zum Einstellen der Betriebsoptionen, der Offsets für Messtaster/Tastplatte/Laser/Kamera und zum Laden externer Debugging-Programme.
17.11. Registerkarte "Dienstprogramme"
Auf dieser Registerkarte wird eine weitere Auswahl von G-Code-Hilfsprogrammen (und allen eingebetteten Panels) angezeigt:
-
Facing: ermöglicht schnelles Planfräsen eines definierbaren Bereichs in Winkeln von 0,45 und 90 Grad.
-
Lochkreis: ermöglicht die schnelle Einstellung eines Programms zum Bohren eines Lochkreises mit definierbarem Durchmesser und Anzahl der Löcher.
-
NGCGUI: ist eine QtVCP-Version des beliebten G-Code Subroutine Builder/Selector, siehe Widgets-NGCGUI.
-
Hole Enlarge: allows milling a preexisting hole larger.
These tabs are detachable from the main screen by pressing the small arrow key on the far right of the tab header.
You can close the panel by pressing the arrow again or closing the window with the x button.
The last size and location of the detached window will be remembered each time the window is closed.
Custom QtVCP panels can be displayed here by setting the EMBED_TAB_LOCATION option to tabWidget_utilities
17.12. Benutzer-Registerkarte
Diese Registerkarte wird nur angezeigt, wenn ein eingebettetes Panel für die Position stackedWidget_mainTab bestimmt wurde. Wenn mehr als eine eingebettete Registerkarte festgelegt wurde, werden diese durch Drücken der Benutzer-Registerkarte durchlaufen.
18. Shutdown Option
If you desire, it is possible to have the shutdown dialog close the screen after a timed countdown.
You can edit the preference file to set the length of the countdown in seconds.
One can only edit the preference file with the screen unloaded.
A setting of 0 (default) will wait indefinitely.
Look in the preference file for:
[SHUTDOWN_OPTIONS] auto_shutdown_timeout = 6
19. Stile
Nahezu alle Aspekte des Erscheinungsbildes der Benutzeroberfläche sind über die Stylesheet-Datei QtDragon.qss konfigurierbar. Die Datei kann manuell oder über das Stylesheet-Dialog-Widget in der GUI bearbeitet werden. Um diesen Dialog aufzurufen, drücken Sie F12 im Hauptfenster. Neue Stile können vorübergehend angewendet und dann in einer neuen qss-Datei gespeichert werden, oder die aktuelle qss-Datei überschreiben.
20. Internationalisierung
Es ist möglich, Übersetzungsdateien für QtDragon zu erstellen, um sie in der Sprache des aktuellen Gebietsschemas (engl. locale) anzuzeigen.
Um eine Übersetzungsdatei zu erstellen und oder zu bearbeiten, muss LinuxCNC installiert sein und vor Ort ausgeführt werden.
Im Folgenden wird davon ausgegangen, dass das LinuxCNC git-Verzeichnis ~/linuxcnc-dev ist.
|
Note
|
Wenn Sie QtDragon_hd nutzen, ersetzen Sie qtdragon mit qtdragon_hd |
Alle Sprachdateien werden in ~/linuxcnc-dev/share/screens/qtdragon/languages gespeichert.
Die Datei qtdragon.py ist eine Python-Version der GUI-Datei, die für Übersetzungszwecke verwendet wird.
Die .ts-Dateien sind die Quelldateien für die Übersetzungen. Dies sind die Dateien, die für jede Sprache erstellt/bearbeitet werden müssen.
Die .qm-Dateien sind die kompilierten Übersetzungsdateien, die von pyqt verwendet werden.
Die Sprache wird durch einen Unterstrich plus die ersten beiden Buchstaben des Gebietsschemas bestimmt, z. B. bei einer italienischen Übersetzung wäre dies _it. In diesem Dokument wird sie mit _xx bezeichnet, so dass qtdragon_xx.ts in diesem Dokument für eine italienische Übersetzung eigentlich qtdragon_it.ts wäre.
Das voreingestellte Gebietsschema für QtDragon ist _en, was bedeutet, dass Übersetzungsdateien, die als qtdragon_en.* erstellt wurden, nicht für Übersetzungen verwendet werden.
Wenn eines der erforderlichen Dienstprogramme (pyuic5, pylupdate5, linguist) nicht installiert ist, muss der Benutzer die benötigten Software-Tools zur Entwicklung installieren:
sudo apt install qttools5-dev-tools pyqt5-dev-tools
Wechseln Sie in das Sprachenverzeichnis:
cd ~/linuxcnc-dev/share/qtvcp/screens/qtdragon/languages
Wenn Textänderungen an der grafischen Benutzeroberfläche vorgenommen wurden, führen Sie den folgenden Befehl aus, um die GUI-Python-Datei zu aktualisieren:
pyuic5 ../qtdragon.ui > qtdragon.py
Der Benutzer kann entweder eine neue Übersetzungsquelldatei für eine nicht existierende Sprachübersetzung erstellen oder eine existierende Übersetzungsquelldatei modifizieren, wenn ein Text in einer QtDragon-Quelldatei geändert wurde. Wenn Sie eine bestehende Übersetzung modifizieren, die keine Änderungen in der Quelldatei erfahren hat, ist dieser Schritt nicht erforderlich.
Erstellen oder bearbeiten Sie eine .ts-Datei:
./langfile xx
|
Note
|
Dieser Befehl ist ein Skript, das Folgendes ausführt: $ pylupdate5 .py ../.py ../../../../../lib/python/qtvcp/lib/qtdragon/*.py -ts qtdragon_xx.ts |
Die Bearbeitung der Übersetzung erfolgt mit der Anwendung Linguist:
linguist
-
Öffnen Sie die TS-Datei und übersetzen Sie die Zeichenfolgen
Es ist nicht notwendig, für jede Textzeichenfolge eine Übersetzung bereitzustellen. Wenn für eine Zeichenfolge keine Übersetzung angegeben ist, wird die ursprüngliche Zeichenfolge in der Anwendung verwendet. Der Benutzer muss auf die Länge der Zeichenketten achten, die in den Widgets erscheinen, da der Platz begrenzt ist. Wenn möglich, sollte die Übersetzung nicht länger als das Original sein.
Wenn die Bearbeitung abgeschlossen ist, speichern Sie die Datei:
Datei -> Speichern (engl. File → Save)
Erstellen Sie dann die .qm-Datei:
Datei -> Freigabe (engl. File -> Release)
QtDragon wird beim nächsten Start in die Sprache des aktuellen Gebietsschemas übersetzt, solange eine .qm Datei in dieser Sprache existiert.
Benutzer sind herzlich eingeladen, Übersetzungsdateien zur Aufnahme in QtDragon einzureichen. Die hierfür bevorzugte Methode ist das Erstellen eines Pull Requests vom eigenen GitHub-Konto, wie an anderer Stelle beschrieben. Die einzigen Dateien, die eingereicht werden müssen, sind qtdragon_xx.ts und qtdragon_xx.qm.
21. Anpassung
Ein allgemeiner Überblick über die Anpassung mitgelieferter Bildschirmmasken.
21.1. Stylesheets
Stylesheets können für eine Vielzahl von Anpassungen genutzt werden, erfordern jedoch in der Regel Grundkenntnisse über die Namen der Widgets. Durch Drücken von F12 wird ein Stylesheet-Editor-Dialog geöffnet, in dem Änderungen geladen, getestet und gespeichert werden können.
Der Tab View Sheet ermöglicht die Auswahl und Anwendung eines Stylesheets, das QtDragon beim ersten Laden verwenden soll.
Mit der Schaltfläche Copy to Edit Tab kann das aktuelle Stylesheet in den Bearbeitungs-Tab kopiert werden.
Der Tab Edit Sheet erlaubt das Bearbeiten, Anwenden und Speichern von Änderungen am angezeigten Stylesheet.
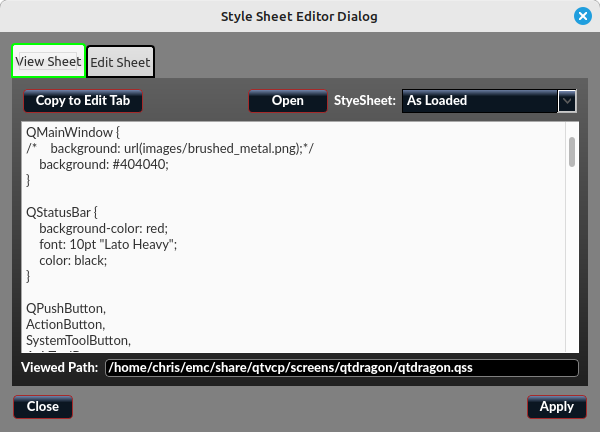
Manchmal sind diese Zeilen bereits vorhanden und können geändert werden, andernfalls müssen sie hinzugefügt werden.
Um zum Beispiel die DRO-Schriftart zu ändern (suchen diesem Eintrag und ändern des Namens der Schriftart):
DROLabel,
StatusLabel#status_rpm {
border: 1px solid black;
border-radius: 4px;
font: 20pt "Noto Mono";
}Um das DRO-Display-Schrift- und Anzeigeformat zu ändern:
DROLabel {
font: 25pt "Lato Heavy";
qproperty-imperial_template: '%9.5f';
qproperty-metric_template: '%10.4f';
qproperty-angular_template: '%11.2f';
/*Anpassen der the Menü Optionen */
qproperty-showLast: true;
qproperty-showDivide : false;
qproperty-showGotoOrigin: false;
qproperty-showZeroOrigin: false;
qproperty-showSetOrigin: true;
qproperty-dialogName: CALCULATOR;
}Ändern der Menüeinträge des Klickmenüs der Achsauswahl-Schaltfläche:
AxisToolButton {
/* Passe all die Menü-Optionen an */
qproperty-showLast: false;
qproperty-showDivide : true;
qproperty-showGotoOrigin: true;
qproperty-showZeroOrigin: true;
qproperty-showSetOrigin: false;
qproperty-dialog_code_string: CALCULATOR;
}So ändern Sie den Text der Schaltfläche "Nebel" in "Luft" (fügen Sie diese Zeilen ein)
#action_mist{
qproperty-true_state_string: "Air\\nOn";
qproperty-false_state_string: "Air\\nOff";
}Um die Offsets-Anzeige Schriftart und Format zu ändern:
ToolOffsetView {
font: 20pt "Lato Heavy";
qproperty-imperial_template: '%9.1f';
qproperty-metric_template: '%10.1f';
}
OriginOffsetView {
font: 12pt "Lato Heavy";
qproperty-imperial_template: '%9.1f';
qproperty-metric_template: '%10.1f';
}Um den Unschärfeeffekt bei Dialogen zu beenden:
#screen_options {
qproperty-focusBlur_option: false;
}Um Status-Highlight/Auswahl Farben zu ändern:
#screen_options {
qproperty-user1Color: white; /* regulärer status */
qproperty-user2Color: #ff9000; /* warnung liegt vor */
qproperty-user3Color: #ff8a96; /* kritischer Status */
qproperty-user4Color: #ffaa00; /* Handgerät Auswahl */
qproperty-user5Color: #ff0000; /* Zyklus Start Auswahl */
}Ändern der G-Code Text Display Farben/Schriften:
EditorBase{
background:black;
qproperty-styleColorCursor:white;
qproperty-styleColorBackground:grey;
qproperty-styleColor0: black;
qproperty-styleColor1: darkblue;
qproperty-styleColor2: blue;
qproperty-styleColor3: red;
qproperty-styleColor4: lightblue;
qproperty-styleColor5: white;
qproperty-styleColor6: lightGreen;
qproperty-styleColor7: yellow ;
qproperty-styleColorSelectionText: white;
qproperty-styleColorSelectionBackground: blue;
qproperty-styleFont0: "Times,15,-1,5,90,0,0,1,1,0";
qproperty-styleFont1: "Times,15,-1,5,90,1,0,1,0,0";
qproperty-styleFont2: "Times,15,-1,5,90,0,0,1,1,0";
qproperty-styleFont3: "Times,15,-1,5,90,0,0,1,1,0";
qproperty-styleFont4: "Times,15,-1,5,90,0,0,1,1,0";
qproperty-styleFont5: "Times,15,-1,5,90,0,0,1,1,0";
qproperty-styleFont6: "Times,15,-1,5,90,0,0,1,1,0";
qproperty-styleFont7: "Times,15,-1,5,90,0,0,1,1,0";
}Damit die manuellen Spindeltasten auch die Geschwindigkeit schrittweise erhöhen/verringern:
#action_spindle_fwd{
qproperty-spindle_up_action: true;
}
#action_spindle_rev{
qproperty-spindle_down_action: true;
}21.2. Qt Designer und Python-Code
Alle Aspekte der grafischen Benutzeroberfläche können über Qt Designer und/oder Python-Code vollständig angepasst werden.
Diese Fähigkeit ist in der QtVCP-Entwicklungsumgebung enthalten.
Die umfangreiche Verwendung von QtVCP-Widgets hält die Menge des erforderlichen Python-Codes auf ein Minimum und ermöglicht relativ einfache Änderungen.
Auf der LinuxCNC-Website finden Sie eine ausführliche Dokumentation über die Installation und Verwendung der QtVCP-Bibliotheken.
Siehe QtVCP für weitere Informationen zu QtVCP im allgemeinen.
Individuelle Anpassungen können hinzugefügt werden durch Spezialisierungen (engl. subclassing) in der handler Datei. Dies fügt Quellcode dem Original hinzu.
QtDragon kann auch QtVCPs rc-Datei verwenden, um kleinere python-Code-Änderungen vorzunehmen, ohne eine benutzerdefinierte Handler-Datei.
Siehe Bildschirmmasken anpassen für weitere Informationen zur Anpassung.
Einige Widget Anpassungen sind verfügbar für basic probe und versa probe.