:lang:es
Códigos G
:ini:ini :hal:hal :ngc:ngc
1. Convenciones
Convenciones utilizadas en esta sección
En los prototipos de código G, un guión (-) representa un valor real y (<>) denota un elemento opcional.
Si L- está escrito en un prototipo, a menudo se hará referencia a - como el número L, y así sucesivamente para cualquier otra letra.
En los prototipos de código G, la palabra ejes representa cualquier eje como se definió en su configuración
Un valor opcional se escribirá como esto <L->.
Un valor real puede ser:
-
Un número explícito, 4
-
Una expresión, [2 + 2]
-
Un valor de parámetro, # 88
-
Un valor de función unaria, acos [0]
En la mayoría de los casos, si se dan palabras de eje (cualquiera o todos de X Y Z A B C U V W), especificarán un punto de destino.
Los números de eje están en el sistema de coordenadas actualmente activo, a menos que se describa explícitamente como en el sistema de coordenadas absoluto.
Cuando las palabras de eje son opcionales, cualquier eje omitido conservará su valor original.
Cualquier elemento en los prototipos de código G no descrito explícitamente como opcional es obligatorio.
Los valores que siguen a las letras a menudo se dan como números explícitos. A menos que se indique lo contrario, los números explícitos pueden ser valores reales. Por ejemplo, G10 L2 podría igualmente escribirse G[2*5] L[1+1]. Si el el valor del parámetro 100 era 2, G10 L#100 también significaría lo mismo.
2. Tabla de referencia rápida de código G
| Código | Descripción |
|---|---|
Movimiento coordinado a velocidad rápida |
|
Movimiento coordinado a velocidad de avance |
|
Movimiento helicoidal coordinado a velocidad de avance |
|
Dwell |
|
Spline cúbico |
|
B-Spline cuadrático |
|
NURBS, agregar punto de control |
|
Modo de diámetro (torno) |
|
Modo de radio (torno) |
|
Establecer entrada de tabla de herramientas |
|
Establecer tabla de herramientas, calculada, pieza de trabajo |
|
Establecer tabla de herramientas, calculada, fijación |
|
Configuración de origen del sistema de coordenadas |
|
Configuración del origen del sistema de coordenadas calculada |
|
Seleccionar Plano |
|
Establecer unidades de medida |
|
Ir a la posición predefinida |
|
Ir a la posición predefinida |
|
Movimiento sincronizado del husillo |
|
Roscado rigido |
|
Sondeo |
|
Cancelar la compensación del cortador |
|
Compensación del cortador |
|
Compensación dinámica del cortador |
|
Usar el offset de longitud de herramienta de la tabla de herramientas |
|
Offset dinámico de longitudde herramienta |
|
Aplicar offset de longitud de herramienta adicional |
|
Cancelar offset de longitud de herramienta |
|
Offset del sistema de coordenadas local |
|
Mover en coordenadas de máquina |
|
Seleccionar sistema de coordenadas (1 - 9) |
|
Modo de ruta exacta |
|
Modo de parada exacta |
|
Modo de control de ruta con tolerancia opcional |
|
Ciclo de acabado del torno (2.9) |
|
Ciclo de desbaste del torno (2.9) |
|
Ciclo de perforación con rotura de viruta |
|
Ciclo de roscado izquierdo con Dwell |
|
Ciclo de roscado de múltiples pasadas (Torno) |
|
Cancelar modos de movimiento |
|
Ciclo de perforación |
|
Ciclo de perforación con Dwell |
|
Ciclo de perforación con picado |
|
Ciclo de roscado derecho con Dwell |
|
Ciclo de mandrinado, sin Dwell, salida a alimentacion |
|
Ciclo de mandrinado, con Dwell, salida rápida |
|
Ciclo de perforación, Dwell, salida a alimentación |
|
Modo distancia |
|
Modo de distancia de arco |
|
Compensación del sistema de coordenadas |
|
Cancelar compensaciones G92 |
|
Restaurar compensaciones G92 |
|
Modos de alimentación |
|
Modo de control del husillo |
|
Modo de retracción del ciclo fijo Z |
3. G0 Movimiento rápido
G0 ejesPara movimiento rápido, programe G0 ejes, donde todas las palabras de eje son opcionales. G0 es opcional si el modo de movimiento actual es G0. Esto producirá movimiento coordinado hacia el punto de destino a la velocidad máxima rápida (o más lento). G0 se usa típicamente como un movimiento de posicionamiento.
3.1. Velocidad rápida
La configuración MAX_VELOCITY en la sección del archivo ini [TRAJ] define la máxima velocidad de offset rápido. La velocidad máxima de offset rápido puede ser mayor que la configuración de MAX_VELOCITY de ejes individuales durante un movimiento coordinado. La maxima velocidad de offset rápido puede ser más lenta que la configuración MAX_VELOCITY en [TRAJ] si MAX_VELOCITY de un eje o restricciones de trayectoria la limitan.
G90 (establecer modo de distancia absoluta)
G0 X1 Y-2.3 (movimiento lineal rápido desde la ubicación actual a X1 Y-2.3)
M2 (final del programa)Si la compensación del cortador está activa, el movimiento será diferente de lo anterior; vea la sección Compensación del cortador.
Si G53 está programado en la misma línea, el movimiento también será diferente; Consulte la sección G53 para obtener más información.
La trayectoria de un movimiento rápido G0 se puede redondear en los cambios de dirección y depende del control de trayectoria y de la máxima aceleración de los ejes.
Es un error si:
-
Una letra de eje no tiene un valor real.
-
Se utiliza una letra de eje que no está configurada
4. G1 Movimiento lineal
G1 ejesPara movimiento lineal (línea recta) a velocidad de avance programada (para cortar o no), programe G1 'ejes', donde todas las palabras de eje son opcionales. G1 es opcional si el modo de movimiento actual es G1. Esto produce movimiento coordinado al punto de destino a la tasa de alimentación actual (o más lenta).
G90 (establecer modo de distancia absoluta)
G1 X1.2 Y-3 F10 (movimiento lineal a velocidad de alimentación de 10 desde la posición actual a X1.2 Y-3)
Z-2.3 (movimiento lineal a la misma velocidad de avance desde la posición actual a Z-2.3)
Z1 F25 (movimiento lineal a una velocidad de avance de 25 desde la posición actual a Z1)
M2 (final del programa)Si la compensación del cortador está activa, el movimiento será diferente de lo anterior; vea la sección Compensación del cortador.
Si G53 está programado en la misma línea, el movimiento también será diferente; Consulte la sección G53 para obtener más información.
Es un error si:
-
No se ha establecido la velocidad de alimentación.
-
Una letra de eje no tiene un valor real.
-
Se utiliza una letra de eje que no está configurada
5. G2, G3 Movimiento de arco
G2 o G3 offsets de ejes (formato centro)
G2 o G3 ejes R- (formato radio)
G2 o G3 offsets|R- <P-> (círculos completos)Un arco circular o helicoidal se especifica utilizando G2 (arco en sentido horario) o G3 (arco en sentido antihorario) a la velocidad de avance actual. La dirección (CW, CCW) se ve desde extremo positivo del eje sobre el cual ocurre el movimiento circular.
El eje del círculo o hélice debe ser paralelo al eje X, Y o Z del sistema de coordenadas de máquina. El eje (o, equivalentemente, el plano perpendicular al eje) se selecciona con G17 (eje Z, plano XY), G18 (eje Y, plano XZ) o G19 (eje X, plano YZ). Los planos 17.1 ', '18.1 y '19.1 'no son compatibles actualmente. Si el arco es circular, se encuentra en un plano paralelo al plano seleccionado.
Para programar una hélice, incluya la palabra del eje perpendicular al arco plano, por ejemplo, si está en el plano G17, incluya una palabra Z. Esta hará que el eje Z se mueva al valor programado durante el movimiento circular XY.
Para programar un arco que dé más de una vuelta completa, use la palabra P especificando el número de vueltas completas más el arco programado. La palabra P debe ser un entero. Si P no está especificado, el comportamiento es como si fuera dado P1 que solo dará una vuelta completa o parcial. Por ejemplo, si un arco de 180 grados se programa con P2, el movimiento resultante será 1 1/2 rotaciones. Para cada incremento de P por encima de 1, se agrega un círculo completo adicional al arco programado. Se admiten arcos helicoidales de múltiples vueltas, que dan movimiento útil para fresar agujeros o roscas.
Si una línea de código forma un arco e incluye un movimiento de eje giratorio, los ejes rotativos giran a una velocidad constante para que el movimiento rotativo comienze y termine cuando el movimiento XYZ comienza y termina. Las líneas de este tipo casi nunca se programan.
Si la compensación del cortador está activa, el movimiento será diferente de lo anterior; vea la sección Compensación del cortador.
El centro del arco es absoluto o relativo según lo establecido por G90.1 o G91.1 respectivamente.
Se permiten dos formatos para especificar un arco: formato centro y formato radio.
Es un error si:
-
No se ha establecido la velocidad de alimentación.
-
La palabra P no es un número entero.
5.1. Arcos de formato centro
Los arcos de formato centro son más precisos que los arcos de formato radio y es el formato preferido.
El punto final del arco, junto con el offset al centro del arco desde la ubicación actual se usa para programar arcos que son menos que un círculo completo. Está bien si el punto final del arco es el mismo que la ubicación actual
Para programar círculos completos se usa el offset al centro del arco desde la ubicación actual y, opcionalmente, el número de vueltas .
Al programar arcos, se puede producir un error debido al redondeo al usar una precisión de menos de 4 decimales (0.0000) para pulgadas y menos de 3 decimales (0.000) para milímetros.
Los offsets del centro del arco son una distancia relativa de la ubicación de inicio del arco. El modo de distancia de arco incremental es el predeterminado.
Se deben programar una o más palabras de eje y uno o más offsets para un arco de menos de 360 grados.
No se deben programar palabras de eje y uno o más offsets para círculos completos. La palabra P está por defecto en 1 y es opcional.
Para obtener más información sobre el 'Modo de distancia de arco incremental, consulte la sección G91.1 .
Modo de distancia de arco absoluta. Los offsets del centro del arco son la distancia absoluta desde la posición 0 actual del eje.
Una o más palabras de eje y ambos offsets deben programarse para arcos de menos de 360 grados
No se deben programar palabras de eje y ambos offsets para círculos completos. La palabra P está por defecto en 1 y es opcional.
Para obtener más información sobre el 'Modo de distancia absoluta del arco, consulte la sección G90.1.
Plano XY (G17)
G2 o G3 <X- Y- Z- I- J- P->-
Z - hélice
-
I - offset X
-
J - offset Y
-
P - número de vueltas
Plano XZ (G18)
G2 o G3 <X- Z- Y- I- K- P->-
Y - hélice
-
I - offset X
-
K - offset Z
-
P - número de vueltas
Plano YZ (G19)
G2 o G3 <Y- Z- X- J- K- P->-
X - hélice
-
J - offset Y
-
K - offset Z
-
P - número de vueltas
Es un error si:
-
No se establece la velocidad de avance con la palabra F.
-
No hay offsets programados.
-
Cuando el arco se proyecta en el plano seleccionado, la distancia desde el punto actual al centro difiere de la distancia desde el punto final al centro en más de (.05 pulgadas / .5 mm) o ((.0005 pulgadas / .005 mm) y .1% del radio).
Descifrando el mensaje de error El radio final del arco difiere del radio inicial:
-
inicio - la posición actual
-
centro - la posición central calculada con las palabras i, j o k
-
fin - el punto final programado
-
r1 - radio desde la posición inicial hasta el centro
-
r2 - radio desde la posición final hasta el centro
5.2. Ejemplos de formato centro
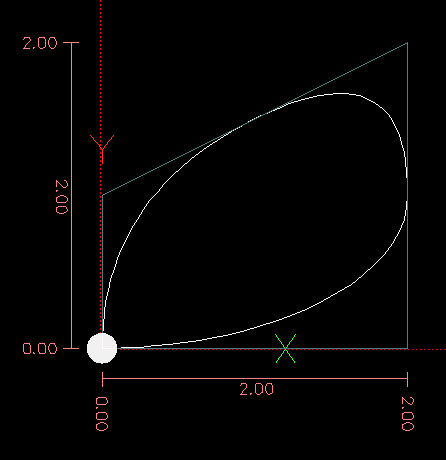
Calcular arcos a mano puede ser difícil a veces. Una opción es dibujar el arco con un programa cad para obtener las coordenadas y los offsets. Tenga en cuenta la tolerancia mencionada anteriormente; puede que tenga que cambiar la precisión de su programa cad para obtener los resultados deseados. Otra opción es calcular las coordenadas y el offset utilizando fórmulas. Como puede ver en las siguientes figuras, se puede formar un triángulo a partir de la posición actual, la posición final y el centro del arco.
En la siguiente figura puede ver que la posición de inicio es X0 Y0 y la posición final es X1 Y1. La posición central del arco está en X1 Y0. Esto da un offset desde la posición inicial de 1 en el eje X y 0 en el eje Y. En este caso solo se necesita un offset I.
G0 X0 Y0
G2 X1 Y1 I1 F10 (arco en sentido horario en el plano XY)
En el siguiente ejemplo, vemos la diferencia entre los offsets para Y si estamos haciendo un movimiento G2 o G3. Para el movimiento G2, la posición inicial es X0 Y0, para el movimiento G3 es X0 Y1. El centro del arco está en X1 Y0.5 para ambos movimientos. Para G2, el offset J es 0.5 y para G3 el offset J es -0.5.
G0 X0 Y0
G2 X0 Y1 I1 J0.5 F25 (arco en sentido horario en el plano XY)
G3 X0 Y0 I1 J-0.5 F25 (arco en sentido antihorario en el plano XY)
En el siguiente ejemplo mostramos cómo el arco puede hacer una hélice en el eje Z agregando la palabra Z.
G0 X0 Y0 Z0
G17 G2 X10 Y16 I3 J4 Z-1 (arco helicoidal con Z agregado)En el siguiente ejemplo mostramos cómo hacer más de una vuelta usando la palabra P.
G0 X0 Y0 Z0
G2 X0 Y1 Z-1 I1 J0.5 P2 F25En el formato centro, el radio del arco no está especificado, pero se puede encontrar fácilmente como la distancia desde el centro del círculo hasta el punto actual o el punto final del arco.
5.3. Arcos de formato radio
G2 o G3 ejes R- <P->-
R - radio desde la posición actual
No es una buena práctica programar arcos de formato de radio que sean círculos casi completos o casi semicírculos debido a que un pequeño cambio en la ubicación del punto final producirá un cambio mucho mayor en la ubicación del centro del círculo (y, por lo tanto, el centro del arco). El efecto de aumento es lo suficientemente grande como para que el error de redondeo en un número puede producir cortes fuera de tolerancia. Por ejemplo, un desplazamiento del 1% del punto final de un arco de 180 grados produce un 7% de desplazamiento de un punto a 90 grados a lo largo del arco. Los círculos casi completos son aún peores. Otros arcos de tamaño (en el rango de hasta 165 grados o entre 195 a 345 grados) están bien.
En el formato radio, las coordenadas del punto final del arco en el plano seleccionado se especifica junto con el radio del arco. Programe los ejes G2 ejes ' R-(o use 'G3 en lugar de G2). R es el radio. Las palabras de eje son todas opcionales, excepto que debe ser usada al menos una de las dos palabras para los ejes del plano seleccionado. El número R es el radio. Un radio positivo indica que el el arco gira menos de 180 grados, mientras que un radio negativo indica un giro de más de 180 grados. Si el arco es helicoidal, también se especifica el valor del punto final del arco en el eje de coordenadas paralelo al eje de la hélice.
Es un error si:
-
se omiten las dos palabras de eje para los ejes del plano seleccionado
-
el punto final del arco es el mismo que el punto actual.
G17 G2 X10 Y15 R20 Z5 (formato de radio con arco)El ejemplo anterior hace un arco circular o helicoidal en sentido horario (visto desde el eje Z positivo) cuyo eje es paralelo al eje Z, terminando en X = 10, Y = 15 y Z = 5, con un radio de 20. Si el valor inicial de Z es 5, este es un arco de un círculo paralelo al plano XY; de lo contrario es un arco helicoidal.
6. G4 Dwell
G4 P--
P - segundos en parada (punto flotante)
El número P es el tiempo en segundos que todos los ejes permanecerán inmóviles. El número P es un número de coma flotante, por lo que se pueden usar fracciones de segundo. G4 no afecta al husillo, al refrigerante, ni a ninguna E/S.
G4 P0.5 (espera de 0.5 segundos antes de continuar)Es un error si:
-
el número P es negativo o no está especificado.
7. G5 Spline cúbico
G5 X- Y- <I- J-> P- Q--
I - offset incremental X desde el punto de inicio hasta el primer punto de control
-
J - offset incremental Y desde el punto de inicio hasta el primer punto de control
-
P - offset incremental X desde el punto final hasta el segundo punto de control
-
Q - offset incremental Y desde el punto final hasta el segundo punto de control
G5 crea una B-spline cúbica en el plano XY con los ejes X e Y únicamente. P y Q deben especificarse para cada comando G5.
Para el primer comando G5 en una serie de comandos G5, I y J deben especificarse. Para los comandos G5 posteriores, tanto I como J deben especificarse ambos o ninguno. Si I y J no están especificados, la dirección inicial de este spline coincidirá automáticamente con la dirección final del anterior (como si I y J fueran la negación de P y Q del anterior)
Por ejemplo, para programar una forma de N con curvas:
G90 G17
G0 X0 Y0
G5 I0 J3 P0 Q-3 X1 Y1Ahora se puede hacer un segundo N curvilíneo que se adhiera suavemente a este sin especificar I y J:
G5 P0 Q-3 X2 Y2Es un error si:
-
P y Q no están especificados
-
Solo se especifica uno de I o J
-
I o J no están especificados en el primero de una serie de comandos G5
-
Se especifica un eje distinto de X o Y
-
El plano activo no es G17
8. G5.1 Spline cuadrático
G5.1 X- Y- I- J--
I - offset incremental X desde el punto inicial al punto de control
-
J - offset incremental Y desde el punto inicial al punto de control
G5.1 crea una B-spline cuadrática en el plano XY con los ejes X e Y solamente. No especificar I o J da un offset cero para el eje no especificado; por tanto, uno o ambos deben ser dados.
Por ejemplo, para programar una parábola, a través del origen, de X-2 Y4 a X2 Y4:
G90 G17
G0 X-2 Y4
G5.1 X2 I2 J-8Es un error si:
-
Tanto el offset I como J no están especificados o son cero
-
Se especifica un eje distinto de X o Y
-
El plano activo no es G17
9. G5.2 G5.3 Bloque NURBS
G5.2 <P-> <X- Y-> <L->
X- Y- <P->
...
G5.3Advertencia: G5.2, G5.3 es experimental y no está completamente probado.
G5.2 abre el bloque de datos que define un NURBS y G5.3 lo cierra. En las líneas entre estos dos códigos, los puntos de control de la curva se definen con sus pesos (P) relacionados y el parámetro (L) que determina el orden de la curva.
La coordenada actual, antes del primer comando G5.2, siempre se toma como el primer punto de control NURBS. Para establecer el peso para este primer punto de control, programe G5.2 P- sin dar ninguna X Y.
El peso predeterminado es 1. El orden predeterminado es 3.
G0 X0 Y0 (movimiento rápido)
F10 (velocidad de avance establecida)
G5.2 P1 L3
X0 Y1 P1
X2 Y2 P1
X2 Y0 P1
X0 Y0 P2
G5.3
; Los movimientos rápidos muestran el mismo camino sin el Bloque NURBS
G0 X0 Y1
X2 Y2
X2 Y0
X0 Y0
M2Salida de muestra NURBS
Puede encontrar más información sobre NURBS aquí:
10. Modo de diámetro de torno G7
G7Programe G7 para ingresar el modo de diámetro para el eje X en un torno. En el modo de diámetro el eje X se mueve 1/2 de la distancia al centro del torno. Por ejemplo, X1 movería el cortador a 0.500" desde el centro del torno dando una parte de 1" de diámetro.
11. Modo de radio de torno G8
G8Programe G8 para modo radio en el eje X de un torno. Cuando el eje X se mueva en modo radio en un torno será la distancia desde el centro. Por lo tanto, un corte en X1 daría como resultado una pieza de 2" de diámetro. G8 es el predeterminado al arranque.
12. G10 L1 Establecer tabla de herramientas
G10 L1 P- ejes <R- I- J- Q->-
P - número de herramienta
-
R - radio de herramienta
-
I - ángulo frontal (torno)
-
J - ángulo trasero (torno)
-
Q - orientación (torno)
G10 L1 establece la tabla de herramientas para el número de herramienta P a los valores de las palabras.
Un G10 L1 válido reescribe y vuelve a cargar la tabla de herramientas.
G10 L1 P1 Z1.5 (ajustar la herramienta 1 con offset Z desde el origen de la máquina de 1.5)
G10 L1 P2 R0.015 Q3 (configuración de ejemplo de herramienta 2 de torno radio 0.015 y orientación 3)Es un error si:
-
La compensación de cortador está activada
-
El número P no está especificado
-
El número P no es un número de herramienta válido de la tabla de herramientas
-
El número P es 0
Para obtener más información sobre la orientación del cortador utilizada por la palabra Q, vea el diagrama Orientación Herramienta Torno.
13. G10 L2 Establecer sistema de coordenadas
G10 L2 P- <ejes R->-
P - sistema de coordenadas (0-9)
-
R - rotación sobre el eje Z
G10 L2 desplaza el origen de los ejes en el sistema de coordenadas especificado el valor de cada palabra de eje. El offset es desde el origen de la máquina establecido durante el recorrido de homing. El valor de offset reemplazará cualquier offset actual vigente para el sistema de coordenadas especificado. Las palabras de eje no utilizadas no se cambiarán.
Programe P0 a P9 para especificar qué sistema de coordenadas cambiar.
| Valor P | Sistema de coordenadas | Código G |
|---|---|---|
0 |
Activo |
n/a |
1 |
1 |
G54 |
2 |
2 |
G55 |
3 |
3 |
G56 |
4 |
4 |
G57 |
5 |
5 |
G58 |
6 |
6 |
G59 |
7 |
7 |
G59.1 |
8 |
8 |
G59.2 |
9 |
9 |
G59.3 |
Opcionalmente, programe R para indicar la rotación del eje XY alrededor del eje Z. La dirección de rotación es CCW vista desde el extremo positivo del eje Z.
Todas las palabras de eje son opcionales.
Estar en modo de distancia incremental (G91) no tiene efecto en G10 L2.
Conceptos importantes
-
G10 L2 Pn no cambia del sistema de coordenadas actual al especificado por P; tiene que usar G54-59.3 para seleccionar un sistema de coordenadas.
-
Cuando una rotación está activa, un eje solo permitirá jogging en una dirección positiva o negativa y no a lo largo del eje girado.
-
Si un offset local G52 o un offset de origen G92 estaba vigente antes G10 L2, continuará vigente después.
-
Al programar un sistema de coordenadas con R, cualquier G52 o G92 se aplicará después de la rotación.
-
El sistema de coordenadas cuyo origen se establece mediante un comando G10 puede estar activo o inactivo en el momento en que se ejecuta G10. Si está activo, las nuevas coordenadas surten efecto de inmediato.
Es un error si:
-
El número P no se evalúa como un entero en el rango de 0 a 9.
-
Se programa un eje que no está definido en la configuración.
G10 L2 P1 X3.5 Y17.2En el ejemplo anterior, el origen del primer sistema de coordenadas (el seleccionado por G54) se configura para ser X = 3.5 e Y = 17.2. Como solo se especifican X e Y, el punto de origen solo se mueve en X e Y; las otras coordenadas no cambian.
G10 L2 P1 X0 Y0 Z0 (limpiar offsets para los ejes X, Y y Z en el sistema de coordenadas 1)El ejemplo anterior establece las coordenadas XYZ del sistema de coordenadas 1 en el origen de máquina.
El sistema de coordenadas se describe en la sección Sistema de coordenadas.
14. G10 L10 Establecer tabla de herramientas
G10 L10 ejes P <R- I- J- Q->-
P - número de herramienta
-
R - radio de herramienta
-
I - ángulo frontal (torno)
-
J - ángulo trasero (torno)
-
Q - orientación (torno)
G10 L10 cambia la entrada de la tabla de herramientas para la herramienta P de modo que si la compensación de herramienta se vuelve a cargar, con la máquina en su posición actual y con las compensaciones actuales G5x y G52/G92 activas, las coordenadas actuales para los ejes dados se convertirán en los valores dados. Los ejes que no se han especificado en el comando G10 L10 no se cambiarán. Esto podría ser útil con un movimiento de sonda como se describe en la sección G38.
T1 M6 G43 (carga de herramienta 1 y compensaciones de longitud)
G10 L10 P1 Z1.5 (establecer la posición actual para Z en 1.5)
G43 (vuelve a cargar las compensaciones de longitud de herramienta de la tabla de herramientas modificada)
M2 (final del programa)Es un error si:
-
La compensación de cortador está activada
-
El número P no está especificado
-
El número P no es un número de herramienta válido de la tabla de herramientas
-
El número P es 0
15. G10 L11 Establecer tabla de herramientas
G10 L11 P- ejes <R- I- J- Q->-
P - número de herramienta
-
R - radio de herramienta
-
I - ángulo frontal (torno)
-
J - ángulo trasero (torno)
-
Q - orientación (torno)
G10 L11 es como G10 L10, excepto que en lugar de configurar la entrada de acuerdo con las compensaciones actuales, se establece de modo que las coordenadas actuales se convertirían en el valor dado si se vuelve a cargar el offset de la nueva herramienta y la máquina se coloca en el sistema de coordenadas G59.3 sin ningún offset G52/G92 activo.
Esto permite al usuario configurar el sistema de coordenadas G59.3 de acuerdo con un punto fijo en la máquina, y luego usar ese lugar para medir herramientas sin tener en cuenta otras compensaciones actualmente activas.
Es un error si:
-
La compensación de cortador está activada
-
El número P no está especificado
-
El número P no es un número de herramienta válido de la tabla de herramientas
-
El número P es 0
16. G10 L20 Establecer sistema de coordenadas
G10 L20 P- ejes-
P - sistema de coordenadas (0-9)
G10 L20 es similar a G10 L2, excepto que en lugar de configurar el offset/entrada al valor dado, se establece en un valor calculado que hace que las coordenadas actuales se conviertan en el valor dado.
G10 L20 P1 X1.5 (establece la ubicación actual del eje X en el sistema de coordenadas 1 a 1.5)Es un error si:
-
El número P no se evalúa como un entero en el rango de 0 a 9.
-
Se programa un eje que no está definido en la configuración.
17. G17 - G19.1 Seleccionar plano
Estos códigos establecen el plano actual de la siguiente manera:
-
G17 - XY (predeterminado)
-
G18 - ZX
-
G19 - YZ
-
G17.1 - UV
-
G18.1 - WU
-
G19.1 - VW
Los planos UV, WU y VW no admiten arcos.
Es una buena práctica incluir una selección de plano en el preámbulo de cada archivo de código G.
Los efectos de tener un plano seleccionado se discuten en las Secciones G2 G3 Arcos y G81 G89
18. Unidades G20, G21
-
G20 - usar pulgadas para unidades de longitud.
-
G21 - usar milímetros para unidades de longitud.
Es una buena práctica incluir selección de unidades en el preámbulo de cada archivo de código G.
19. G28, G28.1 Ir/Establecer posición predefinida
|
Warning
|
Solo use G28 cuando su máquina esté en una posición repetible y la posición G28 deseada se ha almacenado con G28.1. |
G28 usa los valores almacenados en los parámetros 5161-5169 como el punto final X Y Z A B C U V W a donde moverse. Los valores de los parametros son coordenadas máquina absolutas en las unidades de máquina nativas especificadas en el archivo ini. Todos los ejes definidos en el archivo ini se moverán cuando se emite un G28. Si no se almacenan posiciones con G28.1, todos los ejes irán al origen de máquina.
-
G28 - hace un movimiento rápido desde ls actual posición a la posición absoluta de los valores en los parámetros 5161-5166.
-
G28 ejes - hace un movimiento rápido a la posición especificada por ejes incluyendo cualquier offset, luego hará un movimiento rápido hacia la posición absoluta de los valores en los parámetros 5161-5166 para todos los ejes especificados. Ningun eje no especificado no se moverá.
-
G28.1 - almacena la posición absoluta actual en los parámetros 5161-5166.
G28 Z2.5 (rápido a Z2.5 y luego a la ubicación Z especificada en #5163)Es un error si:
-
La compensación del cortador está activada
20. G30, G30.1 Ir/Establecer posición predefinida
|
Warning
|
Use G30 solo cuando su máquina esté en una posición repetible y la posición G30 deseada se ha almacenado con G30.1. |
G30 funciona igual que G28 pero usa los valores almacenados en los parámetros 5181-5189 como punto final X Y Z A B C U V W a donde moverse. Los valores de los parámetros son coordenadas máquina absolutas en las unidades de máquina nativas especificadas en el archivo ini. Todos los ejes definidos en el archivo ini se moverán cuando se emita un G30. Si no se almacenan las posiciones con G30.1, todos los ejes irán al origen máquina.
|
Note
|
Los parámetros G30 se usarán para mover la herramienta cuando se programe un M6 si TOOL_CHANGE_AT_G30 = 1 está en la sección [EMCIO] del archivo ini. |
-
G30 - hace un movimiento rápido desde la posición actual a la posición "absoluta" de los valores en los parámetros 5181-5189.
-
G30 ejes:realiza un movimiento rápido a la posición especificada por ejes incluyendo cualquier offset, luego hará un movimiento rápido a la posición absoluta de los valores en los parámetros 5181-5189 para todos los ejes especificados. Cualquier eje no especificado no se moverá.
-
G30.1 - almacena la posición absoluta actual en los parámetros 5181-5186.
G30 Z2.5 (rápido a Z2.5 y luego a la ubicación Z especificada en #5183)Es un error si:
-
La compensación del cortador está activada
21. Movimiento sincronizado del husillo G33
G33 X- Y- Z- K- $ --
K - distancia por revolución
Para movimiento sincronizado con husillo en una dirección, codifique G33 X- Y- Z- K- donde K es la distancia movida en XYZ para cada revolución del husillo. Por ejemplo, si comienza en Z = 0, G33 Z-1 K.0625 produce un movimiento de 1 pulgada en Z cada 16 revoluciones del husillo. Este comando podría ser parte de un programa para producir una rosca 16TPI. Otro ejemplo en métrica, G33 Z-15 K1.5 produce un movimiento de 15 mm mientras el husillo gira 10 veces para una rosca de 1,5 mm.
El argumento $ (opcional) establece qué husillo se sincroniza con el movimiento (el valor predeterminado es cero). Por ejemplo, G33 Z10 K1 $1 moverá el eje en sincronía con el valor del pin HAL spindle.N.revs.
El movimiento sincronizado con el husillo espera los pines index y husillo-a-velocidad, por lo que se alinean múltiples pases. G33 mueve el extremo al punto final programado. G33 podría usarse para cortar roscados cónicos.
Todas las palabras del eje son opcionales, pero se debe utilizar al menos una.
|
Note
|
K sigue la línea descrita por X- Y- Z-. K no es paralelo a el eje Z si se utilizan puntos finales X o Y, por ejemplo, al cortar roscas cónicas. |
Al comienzo de cada pasada G33, LinuxCNC usa la velocidad del eje y los límites de aceleración de la máquina para calcular cuánto tiempo llevará acelerar Z después del pulso índice y determina cuántos grados rotará el husillo durante ese tiempo. Luego agrega ese ángulo a la la posición index y calcula la posición Z utilizando el angulo de husillo corregido. Eso significa que Z alcanzará la posición correcta justo al terminar de acelerar a la velocidad adecuada y puede comenzar de inmediato cortando un buen hilo.
Conexiones HAL El pin spindle.N.at-speed debe estar configurado o accionado como true para que el movimiento comience. Además spindle.N.revs debe aumentar en 1 por cada revolución del husillo y elpin spindle.N.index-enable debe estar conectado a un contador de codificador (o resolver) que restablece la habilitación de índice una vez por rev.
Consulte el Manual de integradores para obtener más información sobre el movimiento sincronizado del husillo.
G90 (modo de distancia absoluta)
G0 X1 Z0.1 (rápido a la posición)
S100 M3 (comenzar a girar el husillo)
G33 Z-2 K0.125 (mover el eje Z a -2 a una velocidad igual a 0.125 por revolución)
G0 X1.25 (movimiento rápido herramienta fuera del trabajo)
Z0.1 (movimiento rápido a la posición Z inicial)
M2 (final del programa)Es un error si:
-
Todas las palabras del eje se omiten.
-
El husillo no gira cuando se ejecuta este comando
-
El movimiento lineal solicitado excede los límites de velocidad de la máquina debido a la velocidad del husillo
22. G33.1 Roscado rígido
G33.1 X- Y- Z- K- I- $ --
K - distancia por revolución
-
I - multiplicador de velocidad del husillo opcional para un movimiento de retorno más rápido
-
$ - selector de husillo opcional
|
Warning
|
Para roscado solo en Z preposicionar la ubicación XY antes de llamar a G33.1 y solo use una palabra Z en G33.1. Si las coordenadas especificadas no son las actuales, al llamar a G33.1 el movimiento no será a lo largo del eje Z sino un movimiento coordinado y sincronizado con el husillo desde la ubicación actual a la ubicación especificada y viceversa. |
Para roscado rígido (movimiento sincronizado del husillo con retorno), codifique G33.1 X- Y- Z- K- donde K- es la distancia recorrida por cada revolución del husillo.
Un movimiento de roscado rígido consiste en la siguiente secuencia:
-
Un movimiento desde la coordenada actual a la coordenada especificada, sincronizada con el husillo seleccionado en la proporción dada y comenzando desde la coordenada actual tras un pulso de índice del husillo.
-
Al llegar al punto final, comanda la inversion del eje y acelera por un factor establecido por el multiplicador (p. ej., de derecha a izquierda).
-
Movimiento sincronizado continuo más allá de la coordenada final especificada hasta que el husillo realmente se detenga y se invierta.
-
Movimiento sincronizado continuo de vuelta a la coordenada original.
-
Al alcanzar la coordenada original, comanda para invertir el eje por segunda vez (por ejemplo, de izquierda a derecha).
-
Movimiento sincronizado continuo más allá de la coordenada original hasta que el husillo realmente se detenga y se invierta.
-
Un movimiento no sincronizado retrocediendo a la coordenada original.
Los movimientos sincronizados con el husillo esperan el índice del husillo, así que se alinean múltiples pases. Los movimientos G33.1 terminan en la coordenada original.
Todas las palabras del eje son opcionales, pero debe utilizar al menos una.
G90 (establecer modo absoluto)
G0 X1.000 Y1.000 Z0.100 (movimiento rápido a la posición inicial)
S100 M3 (encender el husillo, 100 RPM)
G33.1 Z-0.750 K0.05 (roscado rígido de 20 TPI de 0.750 de profundidad)
M2 (final del programa)Es un error si:
-
Se omiten todas las palabras de eje.
-
El husillo no gira cuando se ejecuta este comando
-
El movimiento lineal solicitado excede los límites de velocidad de la máquina. debido a la velocidad del husillo
23. G38.n Sonda recta
Ejes G38.n-
G38.2 - sonda hacia la pieza de trabajo, parada en contacto, señal de error si falla
-
G38.3 - sonda hacia la pieza de trabajo, parada en contacto
-
G38.4 - alejar la sonda de la pieza de trabajo, parada en caso de pérdida de contacto, señal de error si falla
-
G38.5 - alejar la sonda de la pieza de trabajo, parada en caso de pérdida de contacto
|
Important
|
No podrá utilizar un movimiento de sonda hasta que su máquina se ha configurado para proporcionar una señal de entrada de sonda. La señal de entrada de la sonda debe estar conectada a motion.probe-input en un archivo .hal. G38.n usa motion.probe-input para determinar cuándo la sonda ha hecho (o perdido) el contacto. True para el contacto de la sonda cerrado (en contacto), false para el contacto de la sonda abierto. |
Programe G38.n ejes para realizar una operación de sonda recta. Las palabras de eje son opcionales, pero se debe utilizar al menos una de ellas. Las palabras del eje juntas definen el punto de destino hacia el cual se moverá la sonda, a partir de la ubicación actual. Si la sonda no se dispara antes alcanzar el destino con G38.2 y G38.4, se indicará un error.
La herramienta en el eje debe ser una sonda o contactar un interruptor de sonda.
En respuesta a este comando, la máquina mueve el punto controlado (que debe estar en el centro de la bola de la sonda) en línea recta al avance actual hacia el punto programado. En el modo de alimentación de tiempo inverso, la velocidad de alimentación será tal que todo el movimiento desde el punto actual hasta el punto programado tomara el tiempo especificado. El movimiento se detiene (dentro de los límites de aceleración de la máquina) cuando se alcanza el punto programado, o cuando se produce el cambio solicitado en la entrada de la sonda, lo que ocurra primero.
Después de una prueba exitosa, los parámetros #5061 a #5069 se establecerán en las coordenadas X, Y, Z, A, B, C, U, V, W de la ubicación del punto controlado en el momento en que la sonda cambió de estado (en el sistema de coordenadas de trabajo actual). Después de un sondeo fallido, se establecen en las coordenadas del punto programado. El parámetro #5070 se establece en 1 si la sonda tuvo éxito y 0 si la sonda falló. Si la operación de sondeo falla, G38.2 y G38.4 señalarán un error mostrando un mensaje en pantalla si la GUI seleccionada lo admite, y al detener la ejecución del programa.
Un comentario de la forma (PROBEOPEN filename.txt) abrirá filename.txt y almacenará las coordenadas XYZABCUVW de cada sonda recta exitosa en ella. El archivo debe cerrarse con (PROBECLOSE). Para más información vea la sección comentarios.
Se incluye un archivo de ejemplo smartprobe.ngc (en el directorio de ejemplos) para demostrar el uso de movimientos de sonda para registrar en un archivo las coordenadas de una pieza. El programa smartprobe.ngc podría usarse con ngcgui con cambios mínimos.
Es un error si:
-
el punto actual es el mismo que el punto programado.
-
no se usa palabra de eje
-
la compensación del cortador está habilitada
-
la velocidad de alimentación es cero
-
la sonda ya está en el estado objetivo
24. Compensación G40 desactivada
-
G40 - apaga la compensación del cortador. Si la compensación de herramienta está ON, el siguiente movimiento debe ser lineal y más largo que el diámetro de la herramienta. Se puede desactivar la compensación cuando ya está desactivada.
; La ubicación es X1 después de terminar el movimiento compensado del cortador
G40 (desactivar compensación)
G0 X1.6 (movimiento lineal más largo que el diámetro actual de la fresa)
M2 (final del programa)Es un error si:
-
Un movimiento de arco G2/G3 se programa después de un G40.
-
El movimiento lineal después de desactivar la compensación es menor que el diámetro de la herramienta.
25. G41, G42 Compensación del cortador
G41 <D-> (a la izquierda de la ruta programada)
G42 <D-> (a la derecha de la ruta programada)-
D - número de herramienta
La palabra D es opcional; si no hay una palabra D, se utilizará el radio de la herramienta cargada actual (si no se carga ninguna herramienta y no se proporciona una palabra D, se usará un radio de 0).
Si se proporciona, la palabra D es el número de herramienta a utilizar. Esto normalmente será el número de la herramienta en el husillo (en cuyo caso la palabra D es redundante y no necesita ser suministrada), pero puede ser cualquier número de herramienta válido.
|
Note
|
G41/G42 D0 es un poco especial. Su comportamiento es diferente en máquinas de cambio de herramientas aleatorio y no aleatorio (vea la sección Cambio de herramienta). En no aleatorio, G41/G42 D0 aplica el TLO de la herramienta actualmente en el husillo, o un TLO de 0 si no hay herramienta en el husillo. En máquinas de cambio de herramienta aleatorio, G41/G42 D0 aplica el TLO de la herramienta T0 definida en el archivo de tabla de herramientas (o causa un error si T0 no está definido en la tabla de herramientas). |
Para iniciar la compensación del cortador a la izquierda del perfil de la pieza, use G41. G41 inicia la compensación del cortador a la izquierda de la línea programada visto desde el extremo positivo del eje perpendicular al plano.
Para iniciar la compensación del cortador a la derecha del perfil de la pieza, use G42. G42 inicia la compensación del cortador a la derecha de la línea programada vista desde el extremo positivo del eje perpendicular al plano.
El movimiento de entrada debe ser al menos tan largo como el radio de la herramienta y puede ser un movimiento rápido.
La compensación del cortador se puede realizar si el plano XY o el plano XZ está activo.
Los comandos de usuario M100-M199 están permitidos cuando la compensación de cortador está activada.
El comportamiento del centro de mecanizado cuando la compensación del cortador está activada se describe en la sección Compensación de cortador junto con ejemplos de código.
Es un error si:
-
El número D no es un número de herramienta válido o 0.
-
El plano YZ está activo.
-
Se ordena que la compensación del cortador se active cuando ya está activada.
26. G41.1, G42.1 Compensación dinámica del cortador
G41.1 D- <L-> (a la izquierda de la ruta programada)
G42.1 D- <L-> (a la derecha de la ruta programada)-
D - diámetro del cortador
-
L - orientación de herramienta (ver orientación de herramienta de torno)
G41.1 y G42.1 funcionan igual que G41 y G42 con la capacidad adicional de poder programar el diámetro de la herramienta. La palabra L por defecto es 0 si no se especifica.
Es un error si:
-
El plano YZ está activo.
-
El número L no está en el rango de 0 a 9 inclusive.
-
El número L se usa cuando el plano XZ no está activo.
-
Se ordena que la compensación del cortador se active cuando ya está activada.
27. Compensación de longitud de herramienta G43
G43 <H->-
H - número de herramienta (opcional)
G43 permite la compensación de la longitud de la herramienta. G43 cambia los movimientos posteriores compensando las coordenadas de eje con la longitud del offset. G43 no causa ningún movimiento. La próxima vez que se mueva un eje compensado, el punto final de ese eje será la ubicación compensada.
G43 sin una palabra H usa la herramienta cargada actualmente del último Tn M6.
G43 Hn usa el offset de la herramienta n.
|
Note
|
G43 H0 es un poco especial. Su comportamiento es diferente en máquinas de cambio de herramientas aleatorio y máquinas de cambio no aleatorio (ver la sección Cambiadores de herramientas). En máquinas de cambiador de herramientas no aleatorio, G43 H0 aplica el TLO de la herramienta actualmente en el husillo, o un TLO de 0 si no hay herramienta. En máquinas con cambiador de herramientas aleatorio, G43 H0 aplica el TLO de la herramienta T0 definida en la tabla de herramientas (o causa un error si T0 no está definido en la tabla). |
G43 H1 (establecer compensaciones de herramienta utilizando los valores de la herramienta 1 en la tabla de herramientas)Es un error si:
-
el número H no es un entero, o
-
el número H es negativo, o
-
el número H no es un número de herramienta válido (aunque tenga en cuenta que 0 es un número válido de herramienta en máquinas no aleatorias y significa "la herramienta actualmente en el husillo")
28. G43.1 Offset de longitud dinámica de herramienta
G43.1 ejes-
G43.1 ejes - cambia los movimientos siguientes reemplazando los offsets actuales de ejes. G43.1 no causa ningún movimiento. La próxima vez un eje compensado se mueva, el punto final de ese eje será la ubicación compensada.
G90 (establecer modo absoluto)
T1 M6 G43 (carga herramienta 1 y offset de longitud de herramienta, Z está en 0 máquina y DRO muestra Z1.500)
G43.1 Z0.250 (offset actual de la herramienta en 0.250, DRO ahora muestra Z1.250)
M2 (final del programa)Es un error si:
-
el movimiento se ordena en la misma línea que G43.1
NOTA:G43.1 no escribe en la tabla de herramientas.
29. G43.2 Aplicar offset de longitud de herramienta adicional
G43.2 H- ejes--
H - número de herramienta
G43.2 aplica una compensación de herramienta adicional.
G90 (establecer modo absoluto)
T1 M6 (herramienta de carga 1)
G43 (o G43 H1:reemplaza todas las compensaciones de herramienta con el offset de T1)
G43.2 H10 (también agregue en el offset de herramienta de T10)
M2 (final del programa)Puede sumar un número arbitrario de compensaciones llamando a G43.2 mas veces. No hay suposiciones integradas sobre qué números son compensaciones de geometría y cuales son compensaciones de desgaste, o que solo deba tener una de cada una.
Al igual que los otros comandos G43, G43.2 no causa ningún movimiento. La próxima vez que un el eje compensado se mueva, el punto final de ese eje será la ubicación compensada.
Es un error si:
-
H no está especificado y no se especifican offsets de eje
-
'H está especificado y el número de herramienta dado no existe en la tabla de herramientas
-
Se especifica H y también se especifican los ejes
NOTA:G43.2 no escribe en la tabla de herramientas.
30. G49 Cancelar compensación de longitud de herramienta
-
G49 - cancela la compensación de longitud de herramienta
Está bien programar usando el mismo offset que ya está en uso. Tambien es correcto programar sin offset de longitud de herramienta si no se está utilizando ninguno.
31. G52 Compensación del sistema de coordenadas local
G52 ejesG52 se utiliza en un programa de pieza como un "offset del sistema de coordenadas local" temporal dentro del sistema de coordenadas de la pieza de trabajo. Más información sobre G52 en la sección offsets locales y globales .
32. G53 Mover en coordenadas de máquina
G53 ejesPara moverse en el sistema de coordenadas de máquina, programe G53 en la misma línea que un movimiento lineal. G53 no es modal y debe ser programado en cada línea. G0 o G1 no tiene que ser programado en la misma línea si están actualmente activos.
Por ejemplo, G53 G0 X0 Y0 Z0 moverá los ejes a la posición inicial incluso si el sistema de coordenadas actualmente seleccionado tiene compensaciones en efecto.
G53 G0 X0 Y0 Z0 (movimiento lineal rápido al origen de máquina)
G53 X2 (movimiento lineal rápido a coordenada absoluta X2)-
Consulte la sección G0 para obtener más información.
Es un error si:
-
G53 se usa sin que G0 o G1 estén activos,
-
G53 se usa mientras la compensación del cortador está activada.
33. G54-G59.3 Seleccionar sistema de coordenadas
-
G54 - seleccione el sistema de coordenadas 1
-
G55 - selecciona el sistema de coordenadas 2
-
G56 - selecciona el sistema de coordenadas 3
-
G57 - selecciona el sistema de coordenadas 4
-
G58 - selecciona el sistema de coordenadas 5
-
G59 - selecciona el sistema de coordenadas 6
-
G59.1 - selecciona el sistema de coordenadas 7
-
G59.2 - selecciona el sistema de coordenadas 8
-
G59.3 - selecciona el sistema de coordenadas 9
Los sistemas de coordenadas almacenan los valores del eje y el ángulo de rotación XY alrededor del eje Z en los parámetros que se muestran en la siguiente tabla.
| Selec. | SC | X | Y | Z | A | B | C | U | V | W | R |
|---|---|---|---|---|---|---|---|---|---|---|---|
G54 |
1 |
5221 |
5222 |
5223 |
5224 |
5225 |
5226 |
5227 |
5228 |
5229 |
5230 |
G55 |
2 |
5241 |
5242 |
5243 |
5244 |
5245 |
5246 |
5247 |
5248 |
5249 |
5250 |
G56 |
3 |
5261 |
5262 |
5263 |
5264 |
5265 |
5266 |
5267 |
5268 |
5269 |
5270 |
G57 |
4 |
5281 |
5282 |
5283 |
5284 |
5285 |
5286 |
5287 |
5288 |
5289 |
5290 |
G58 |
5 |
5301 |
5302 |
5303 |
5304 |
5305 |
5306 |
5307 |
5308 |
5309 |
5310 |
G59 |
6 |
5321 |
5322 |
5323 |
5324 |
5325 |
5326 |
5327 |
5328 |
5329 |
5330 |
G59.1 |
7 |
5341 |
5342 |
5343 |
5344 |
5345 |
5346 |
5347 |
5348 |
5349 |
5350 |
G59.2 |
8 |
5361 |
5362 |
5363 |
5364 |
5365 |
5366 |
5367 |
5368 |
5369 |
5370 |
G59.3 |
9 |
5381 |
5382 |
5383 |
5384 |
5385 |
5386 |
5387 |
5388 |
5389 |
5390 |
Es un error si:
-
La selección de un sistema de coordenadas se utiliza mientras la compensación del cortador está activada.
Consulte la sección Sistema de coordenadas para obtener una descripción general de los sistemas de coordenadas.
34. Modo de ruta exacta G61
-
G61 - Modo de ruta exacta, movimiento exactamente como se programó. Los movimientos se ralentizarán o detendran según sea necesario para llegar a cada punto programado. Si dos movimientos secuenciales son exactamente co-lineales, no se detendrá.
35. G61.1 Modo de parada exacta
-
G61.1 - Modo de parada exacta, el movimiento se detendrá al final de cada segmento programado.
36. Mezcla de ruta G64
G64 <P- <Q->>-
P - tolerancia de mezcla de movimiento
-
Q - tolerancia naive cam
-
G64 - la mejor velocidad posible.
-
G64 P- <Q-> mezcla con tolerancia.
-
G64 - sin P significa mantener la mejor velocidad posible, sin importar cómo de lejos del punto programado se termina.
-
G64 P- Q- - es una forma de ajustar su sistema para obtener el mejor compromiso entre velocidad y precisión. La tolerancia P significa que la ruta real no se apartará más de P- del punto final programado. La velocidad se reducirá si es necesario para mantener el camino. Además, cuando se active G64 P- Q- , se enciende nive cam; cuando hay una serie de alimentación lineal XYZ se mueve al mismo feed rate que están a menos de Q- lejos de ser colineales, se colapsan en un movimiento lineal único. En G2 / G3 se mueve en el plano G17 (XY) cuando el máximo La desviación de un arco de una línea recta es menor que el G64 P- tolerancia el arco se divide en dos líneas (desde el inicio del arco hasta punto medio, y desde el punto medio hasta el final). esas líneas están sujetas a El ingenuo algoritmo de leva para líneas. Por lo tanto, line-arc, arc-arc y los casos de línea de arco y la línea de línea se benefician de la cámara ingenua detector. Esto mejora el rendimiento de contorneado al simplificar el camino. Está bien programar para el modo que ya está activo. Ver también la sección control de trayectoria para más información sobre estos modos. Si Q no se especifica, tendrá el mismo comportamiento que antes y use el valor de P-.
G64 P0.015 (configure la siguiente ruta para estar dentro de 0.015 de la ruta real)Es una buena idea incluir una especificación de control de ruta en el preámbulo de cada archivo de código G.
37. Ciclo de acabado del torno G70
G70 Q- <X-> <Z-> <D-> <E-> <P->-
Q:el número de subrutina.
-
X - La posición X inicial, por defecto es la posición inicial.
-
Z - La posición Z inicial, por defecto es la posición inicial.
-
D - La distancia inicial del perfil, por defecto es 0.
-
E:la distancia final del perfil, por defecto es 0.
-
P - El número de pases para usar, por defecto es 1.
El ciclo G70 está diseñado para usarse después de la forma del perfil dado en la subrutina con el número Q se ha cortado con G71 o G72.
-
Movimiento preliminar
-
Si se usan Z o X, movimiento rápido a esa posición está hecho. Esta posición también se usa entre cada pasada de acabado.
-
Entonces un movimiento rápido al inicio del perfil es ejecutado.
-
La ruta dada en Q- se sigue usando G1 y [gcode:g2-g3] comandos.
-
Si se requiere un próximo pase, hay otro rápido al intermedio ubicación, antes de que se realice un rápido al inicio del perfil.
-
Después de la pasada final, la herramienta se deja al final del perfil incluyendo E-.
-
-
Pases múltiples La distancia entre el pase y el perfil final es (pase-1) * (D-E) / P + E. Donde pasar el número de pase y D, E y P son los números D / E / P.
-
La distancia se calcula utilizando la posición inicial del ciclo, con una distancia positiva hacia este punto.
-
Filete y chaflanes en el perfil. Es posible agregar filetes o chaflanes en el perfil, vea [gcode:g71-g72] para más detalles.
Es un error si:
-
No hay una subrutina definida con el número dado en Q.
-
La ruta dada en el perfil no es monotónica en Z o X.
-
[gcode:g17-g19.1] no se ha utilizado para seleccionar el plano ZX.
38. G71 G72 Ciclo de desbaste en Torno
G71 Q- <X-> <Z-> <D-> <I-> <R->
G71.1 Q- <X-> <Z-> <D-> <I-> <R->
G71.2 Q- <X-> <Z-> <D-> <I-> <R->
G72 Q- <X-> <Z-> <D-> <I-> <R->
G72.1 Q- <X-> <Z-> <D-> <I-> <R->
G72.2 Q- <X-> <Z-> <D-> <I-> <R->-
Q:el número de subrutina.
-
X - La posición X inicial, por defecto es la posición inicial.
-
Z - La posición Z inicial, por defecto es la posición inicial.
-
D - La distancia restante al perfil, por defecto es 0.
-
I:el incremento de corte, por defecto es 1.
-
R - La distancia de retracción, por defecto es 0.5.
El ciclo G71 / G72 está diseñado para cortar un perfil en un torno. El G71 Los ciclos eliminan las capas del material mientras atraviesan en la dirección Z. Los ciclos G72 eliminan material mientras atraviesan el eje X, el llamado ciclo de enfrentamiento. La dirección de viaje es la misma que en el camino dado en La subrutina. Para el ciclo G71, la coordenada Z debe ser monotónicamente cambiando, para el G72 esto es necesario para el eje X.
El perfil se da en una subrutina con el número Q-. Esta subrutina puede contener comandos de movimiento G0, G1, G2 y G3. Todos los otros comandos son ignorado, incluidos los ajustes de alimentación y velocidad. Los comandos [gcode:g0] son interpretado como G1 comandos. Cada comando de movimiento también puede incluir un número A o C opcional. Si se agrega el número A- un filete con el radio dado por A se insertará en el punto final de ese movimiento, si este radio es demasiado grande, el algoritmo fallará con una ruta no monotónica error. También es posible usar el número C, que permite un chaflán para ser insertado Este chaflán tiene los mismos puntos finales que un filete del mismo tendría una dimensión pero se inserta una línea recta en lugar de un arco.
Cuando está en modo absoluto, U (para X) y W (para Z) pueden usarse como offsets incrementales.
Los ciclos G7x.1 no cortan los bolsillos. Los ciclos G7x.2 solo se cortan después de primer bolsillo y continuar donde se detuvo G7x.1. Es recomendable salir algo de material adicional para cortar antes del ciclo G7x.2, por lo que si se usa G7x.1 a D1.0, el G7x.2 puede usar D0.5 y se eliminarán 0.5 mm mientras se mueve de un bolsillo al siguiente.
Los ciclos G7x normales cortan todo el perfil en un ciclo.
-
Movimiento preliminar
-
Si se usan Z o X, movimiento rápido a esa posición está hecho.
-
Después de cortar el perfil, la herramienta se detiene al final del perfil, incluida la distancia especificada en D.
-
-
El número D se usa para mantener una distancia del perfil final, para permitir que quede material para el acabado.
Es un error si:
-
No hay una subrutina definida con el número dado en Q.
-
La ruta dada en el perfil no es monotónica en Z o X.
-
[gcode:g17-g19.1] no se ha utilizado para seleccionar el plano ZX.
-
[gcode:g41-g42] está activo.
39. G73 Ciclo de taladrado con rotura de viruta
G73 X- Y- Z- R- Q- <L->-
R - posición de retraccion a lo largo del eje Z.
-
Q - incremento delta a lo largo del eje Z.
-
L - repetir
El ciclo G73 es taladrar o fresar con rotura de viruta. Este ciclo toma un número Q que representa un incremento delta a lo largo del eje Z.
-
Movimiento preliminar
-
Si la posición Z actual está por debajo de la posición R, el eje Z hace un movimiento rápido a la posición R.
-
Moverse a las coordenadas X Y
-
-
Mueve el eje Z solo a avance actual hacia abajo la cantidad delta o hacia la posición Z, lo que sea menos profundo.
-
Rápido elevandose un poco.
-
Repite los pasos 2 y 3 hasta alcanzar la posición Z en el paso 2.
-
rapido del eje Z a la posición R.
Es un error si:
-
el número Q es negativo o cero.
-
el número R no está especificado
40. G74 Ciclo de roscado izquierdo, con Dwell
G74 (X- Y- Z-) o (U- V- W-) R- L- P- $ -El ciclo G74 está diseñado para roscar con mandril flotante y parada en el fondo del agujero.
-
Movimiento preliminar, como se describe en la sección movimientos preliminares e intermedios
-
Deshabilita los ajustes de avance y velocidad.
-
Mueve el eje Z a la velocidad de avance actual a la posición Z.
-
Detiene el husillo seleccionado (elegido por el parámetro $)
-
Inicia la rotación del husillo en sentido horario.
-
Espera P segundos.
-
Mueve el eje Z a la velocidad de avance actual para despejar Z
-
Restaurar ajustes de alimentación y velocidad al estado anterior
La longitud de la pausa se especifica mediante una palabra P- en el bloque G74. El pitch del hilo es F dividido por S. En el ejemplo, el S100 F125 ofrece un paso de 1,25 mm por revolución.
41. Ciclo de roscado G76
G76 P- Z- I- J- R- K- Q- H- E- L- $-
-
Línea guia - una línea a través de la posición X inicial paralela a Z.
-
P- - paso de hilo en distancia por revolución.
-
Z- - posición final de los hilos. Al final del ciclo, la herramienta estará en esa posición Z
|
Note
|
Cuando G7 Modo de diámetro de torno está en vigor, los valores para I, J y K son mediciones de diámetro. Cuando G8 Modo de radio de torno está en vigor, los valores de I, J y K son medidas de radio. |
-
I- - offset de la cresta de hilo desde la línea guia. Valores negativos de I son hilos externos, y valores positivos de I son hilos internos. Generalmente, el material se ha convertido a este tamaño antes del ciclo G76.
-
J- - un valor positivo que especifica la profundidad de corte inicial. El primer corte de roscado será J más allá de la posición de cresta de hilo.
-
K- - un valor positivo que especifica la profundidad del hilo completo. El final del corte de roscado será K más allá de la posición de cresta de hilo.
Configuraciones opcionales
-
$ - - el número de husillo con el que se sincronizará el movimiento (predeterminado 0). Por ejemplo, si está programado $1, entonces el movimiento comenzará en el reinicio de spindle.1.index-enable y procede en sincronía con el valor de spindle.1.revs
-
R- - La degresión de profundidad. (degresión = un descenso por etapas o pasos) R1.0 selecciona profundidad constante en sucesivos pases de roscado. R2.0 selecciona área constante. Valores entre 1.0 y 2.0 seleccionan profundidad decreciente pero área creciente. Los valores superiores a 2.0 seleccionan área decreciente. Tenga en cuenta que los valores de degresión innecesariamente altos causarán un gran número de pases.
-
Q- - ángulo de deslizamiento compuesto es el ángulo (en grados) que describe en qué medida los pases sucesivos deben compensarse a lo largo de la línea guia. Esto se usa para hacer que un lado de la herramienta elimine más material que el otro. Un valor positivo Q hace que el borde de ataque de la herramienta corte más fuerte. Los valores típicos son 29, 29.5 o 30.
-
H- - El número de pases elasticos. Los pases elasticos son pases adicionales a la profundidad total del hilo. Si no se desean pases adicionales, programe H0.
-
E- - Especifica la distancia a lo largo de la línea guia utilizada para conicidad de la entrada. El ángulo del cono será de modo que el último pase se estrecha hacia la cresta del hilo sobre la distancia especificada con E. E0.2 dará un cono para las primeras/últimas 0.2 unidades de longitud a lo largo del hilo. Para un programa de conicidad de 45 grados, E igual que K
-
L- - Especifica qué extremos del hilo tendran conicidad. Programar L0 para no cono (predeterminado), L1 para el cono de entrada, L2 para el cono de salida o L3 tanto para entradas y salidas cónicas. Las entradas cónicas se detendrán en la línea guia para sincronizar con el pulso de índice y luego moverse a avance en el comienzo del cono. Sin entrada cónica, la herramienta hará un rapido a la profundidad de corte, luego sincronizara y comenzara el corte.
La herramienta se movera a las posiciones X y Z iniciales antes de emitir G76. La posición X es la línea guia y la posición Z es el inicio de los hilos.
La herramienta se detendrá brevemente para la sincronización antes de cada subproceso de pase, por lo que se requerirá una ranura de alivio en la entrada a menos que el comienzo del hilo pase el final del material o se usa una conicidad de entrada.
A menos que use conicidad de salida, el movimiento de salida no está sincronizado con la velocidad del husillo y será un movimiento rápido. Con un husillo lento, el movimiento de salida puede tomar solo una pequeña fracción de una revolución. Si la velocidad del husillo aumenta después de completar varios pases, los movimientos de salida posteriores requerirán una porción mayor de una revolución, lo que resultará en un corte muy pesado durante el movimiento de salida. Esto se puede evitar proporcionando un surco de alivio en la salida, o no cambiar la velocidad del husillo mientras se rosca.
La posición final de la herramienta estará al final de la línea guia. Se necesitará un movimiento Z seguro en un hilo interno para sacar la herramienta del agujero.
Es un error si:
-
El plano activo no es el plano ZX
-
Se especifican otras palabras de eje, como X- o Y-
-
El valor de degresión R- es menor que 1.0.
-
No se especifican todas las palabras requeridas
-
P-, J-, K- o H- es negativo
-
E- es mayor que la mitad de la longitud de la línea guia
Los pines spindle.N.at-speed y encoder.n.phase-Z para el husillo debe estar conectados en su archivo HAL antes de que G76 funcione. Vea los pines de husillo en la sección Motion para más información.
El ciclo fijo G76 se basa en el movimiento sincronizado del husillo G33. Para más información ver G33 Información técnica.
El programa de ejemplo g76.ngc muestra el uso del ciclo fijo G76, y se puede previsualizar y ejecutar en cualquier máquina usando la configuración sim/lathe.ini.
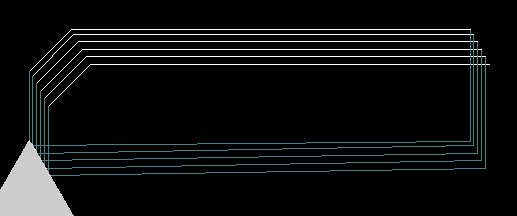
G0 Z-0.5 X0.2
G76 P0.05 Z-1 I-.075 J0.008 K0.045 Q29.5 L2 E0.045En la figura, la herramienta está en la posición final después del ciclo G76 que está completado. Puede ver la ruta de entrada a la derecha desde Q29.5 y la ruta de salida a la izquierda desde la L2 E0.045. Las lineas blancas son los movimientos de corte.
42. Ciclos Fijos
En esta sección se describen los ciclos fijos G81 a G89 y la detencion de ciclo fijo G80.
Todos los ciclos fijos se realizan con respecto al plano seleccionado actualmente. Se puede seleccionar cualquiera de los nueve planos. A lo largo de esta sección, la mayoría de las descripciones asumen que el plano XY ha sido seleccionado. El comportamiento es análogo si se selecciona otro plano y se deben usar las palabras correctas. Por ejemplo, en el plano G17.1, la acción del ciclo fijo es a lo largo de W, y las ubicaciones o incrementos se dan con U y V. En este caso, sustituya X, Y, Z por U, V, W en las instrucciones a continuación.
Las palabras de eje rotativo no están permitidas en ciclos fijos. Cuando el plano activo es uno de la familia XYZ, las palabras del eje UVW no estan permitidas. Del mismo modo, cuando el plano activo es uno de la familia UVW, las palabras XYZ no están permitidas.
42.1. Palabras comunes
Todos los ciclos fijos usan grupos X, Y, Z o U, V, W dependiendo del plano seleccionado y la palabra R. La posición R (generalmente significa retracción) es a lo largo del eje perpendicular al plano seleccionado actualmente (eje Z para el plano XY, etc.) Algunos ciclos fijos usan argumentos adicionales.
42.2. Palabras Sticky
Para los ciclos fijos, llamaremos a un número sticky si, cuando el mismo ciclo se utiliza en varias líneas de código en fila, el número debe ser usado la primera vez, pero es opcional en el resto de las líneas. Los números sticky mantienen su valor en el resto de las líneas si no son programados explícitamente con valor diferente. El número R siempre es sticky. En el modo de distancia incremental, los números X, Y y R se tratan como incrementos desde la posición actual y Z como un incremento desde la posición del eje Z antes de que tenga lugar el movimiento que involucra a Z. En modo de distancia absoluta, los números X, Y, R y Z son posiciones absolutas en el sistema de coordenadas actual
42.3. Repetir ciclo
El número L es opcional y representa el número de repeticiones. L = 0 no está permitido. Si se utiliza la función de repetición, normalmente se usa en modo de distancia incremental, de modo que la misma secuencia de movimientos se repite en varios lugares igualmente espaciados a lo largo de una línea recta. Cuando L- es mayor que 1 en modo incremental con el plano XY seleccionado, las posiciones X e Y se determinan sumando los números X e Y dados a las posiciones X e Y actuales (en el primera vuelta) o a las posiciones X e Y al final de la anterior vuelta (en las repeticiones). Por lo tanto, si programa L10, obtendra 10 ciclos El primer ciclo será la distancia X, Y desde la ubicación original. Las posiciones R y Z no cambian durante la repeticion. El número L no es sticky. En modo de distancia absoluta, L > 1 significa hacer el mismo ciclo en el mismo lugar varias veces. Omitir la palabra L es equivalente a especificar L = 1.
42.4. Modo de retracción
La altura del movimiento de retracción al final de cada repetición (llamada despejar Z en las descripciones) está determinado por la configuración del modo de retracción, ya sea a la posición Z original (si está por encima de la posición R y el modo de retracción es G98, OLD_Z) o, de lo contrario, a la posición R. Consulte la sección G98 G99.
42.5. Errores de ciclo fijo
Es un error si:
-
faltan palabras de eje durante un ciclo fijo,
-
se usan juntas palabras de eje de diferentes grupos (XYZ) (UVW),
-
se requiere un número P pero se usa un número P negativo,
-
se utiliza un número L que no evalúa a un entero positivo,
-
se usa movimiento de eje giratorio durante un ciclo fijo,
-
la velocidad de alimentación de tiempo inverso está activa durante un ciclo fijo,
-
o la compensación del cortador está activa durante un ciclo fijo.
Si el plano XY está activo, el número Z es sticky y es un error si:
-
falta el número Z y el mismo ciclo fijo no estaba activo,
-
o el número R es menor que el número Z
Si otros planos están activos, las condiciones de error son análogas a las condiciones XY anteriores.
42.6. Movimientos preliminares e intermedios
El movimiento preliminar es un conjunto de movimientos que es común a todos los ciclos fijos de fresado. Si la posición Z actual está por debajo de la posición R, el eje Z hace un movimiento rápido a la posición R. Esto solo sucede una vez, independientemente del valor de L.
Además, al comienzo del primer ciclo y en cada repetición, se realizan uno o dos movimientos siguientes
-
Un movimiento rápido paralelo al plano XY para la posición XY dada,
-
El eje Z hace un movimiento rápido a la posición R, si no está ya en la posición R.
Si otro plano está activo, los movimientos preliminares y intermedios son análogo.
42.7. ¿Por qué usar un ciclo fijo?
Hay al menos dos razones para usar ciclos fijos. El primero es economía del código. Un solo orificio tomaría varias líneas de código para definirlo.
El Ejemplo 1 G81 demuestra cómo podría ser un ciclo fijo. Se utiliza para producir 8 agujeros con diez líneas de código G dentro del modo de ciclo fijo. El siguiente programa producirá el mismo conjunto de 8 agujeros usando cinco líneas. para el ciclo fijo. No sigue exactamente el mismo camino ni perfora en el mismo orden que el ejemplo anterior, pero la economía de la escritura de un buen ciclo fijo debería ser obvia.
NOTA:los números de línea no son necesarios, pero ayudan a aclarar estos ejemplos
Ocho agujeros
N100 G90 G0 X0 Y0 Z0 (home)
N110 G1 F10 X0 G4 P0.1
N120 G91 G81 X1 Y0 Z-1 R1 L4 (ciclo de taladro)
N130 G90 G0 X0 Y1
N140 Z0
N150 G91 G81 X1 Y0 Z-0.5 R1 L4 (ciclo de taladro)
N160 G80 (apagar ciclo fijo)
N170 M2 (final del programa)El G98 a la segunda línea de arriba significa que el movimiento de retorno será al valor de Z en la primera línea ya que es más alto que el valor R especificado.

Doce agujeros en un cuadrado
Este ejemplo demuestra el uso de la palabra L para repetir un conjunto de ciclos de taladrado incrementales para bloques sucesivos de código dentro del mismo modo de movimiento G81. Aquí producimos 12 agujeros usando cinco líneas de código en el modo de movimiento de ciclo.
N1000 G90 G0 X0 Y0 Z0 (home)
N1010 G1 F50 X0 G4 P0.1
N1020 G91 G81 X1 Y0 Z-0.5 R1 L4 (ciclo de taladro)
N1030 X0 Y1 R0 L3 (repetir)
N1040 X-1 Y0 L3 (repetir)
N1050 X0 Y-1 L2 (repetir)
N1060 G80 (apagar ciclo fijo)
N1070 G90 G0 X0 (traslado rápido a home)
N1080 Y0
N1090 Z0
N1100 M2 (fin del programa)
La segunda razón para usar un ciclo fijo es que todos producen movimientos preliminares y retornos que se pueden anticipar y controlar independientemente del punto de inicio del ciclo fijo.
43. G80 Cancelar ciclo fijo
G80 Cancel Modal Motion)
-
G80 - cancela el movimiento modal de ciclo fijo. G80 es parte del grupo modal 1, así que programar cualquier otro código G del grupo modal 1 también cancela el ciclo fijo.
Es un error si:
-
Se programan palabras de eje cuando G80 está activo.
G90 G81 X1 Y1 Z1.5 R2.8 (ciclo fijo de distancia absoluta)
G80 (desactivar el movimiento del ciclo fijo)
G0 X0 Y0 Z0 (movimiento rápido a home)El siguiente código produce la misma posición final y el mismo estado de la máquina que el código anterior.
G90 G81 X1 Y1 Z1.5 R2.8 (ciclo fijo de distancia absoluta)
G0 X0 Y0 Z0 (movimiento rápido para coordinar inicio)La ventaja del primer conjunto es que, la línea G80 apaga claramente el ciclo fijo G81. Con el primer conjunto de bloques, el programador debe activar de nuevo el movimiento con G0, como se hace en la siguiente línea, o cualquier otra palabra G de modo de movimiento.
Si un ciclo fijo no se apaga con G80 u otra palabra de movimiento, el ciclo fijo intentará repetirse usando el siguiente bloque de código que contenga una palabra X, Y o Z. El siguiente archivo explora (G81) un conjunto de ocho agujeros como se muestra en lo siguiente.
N100 G90 G0 X0 Y0 Z0 (home)
N110 G1 X0 G4 P0.1
N120 G81 X1 Y0 Z0 R1 (ciclo de taladro fijo)
N130 X2
N140 X3
N150 X4
N160 Y1 Z0.5
N170 X3
N180 X2
N190 X1
N200 G80 (apagar ciclo fijo)
N210 G0 X0 (traslado rápido a home)
N220 Y0
N230 Z0
N240 M2 (final del programa)|
Note
|
Observe el cambio de posición z después de los primeros cuatro agujeros. Además, este es uno de los pocos lugares donde los números de línea tienen algún valor; ser capaz de señalar a un lector una línea específica de código. |

El uso de G80 en la línea N200 es opcional porque el G0 en la siguiente línea apagará el ciclo G81. Pero usando el G80 como se muestra en el ejemplo 1 proporcionará un ciclo fijo más fácil de leer. Sin el, no es tan obvio que todos los bloques entre N120 y N200 pertenecen al ciclo fijo.
==G81 Ciclo de taladrado
G81 (X- Y- Z-) o (U- V- W-) R- L-El ciclo G81 está destinado a taladrado.
El ciclo funciona de la siguiente manera:
-
Movimiento preliminar, como se describe en la sección movimientos preliminares e intermedios
-
Mover el eje Z al avance actual a la posición Z .
-
El eje Z hace un movimiento rápido para despejar Z.
Supongamos que la posición actual es (X1, Y2, Z3) y la siguiente línea de NC
G90 G98 G81 X4 Y5 Z1.5 R2.8Esto requiere el modo de distancia absoluta (G90) y el modo de retracción OLD_Z (G98) y llama al ciclo de perforación G81 que se realiza una vez.
El valor X y la posición X es 4.
El valor Y y la posición Y es 5.
El valor Z y la posición Z es 1.5.
El valor R y la Z de despeje son 2.8. OLD_Z es 3.
Se realizan los siguientes movimientos:
-
un movimiento rápido paralelo al plano XY a (X4, Y5)
-
un movimiento rápido paralelo al eje Z hacia (Z2.8).
-
movimiento paralelo al eje Z al avance actual a (Z1.5)
-
Un movimiento rápido paralelo al eje Z a (Z3)

-
Ejemplo 2 - posición relativa G81
Supongamos que la posición actual es (X1, Y2, Z3) y la siguiente línea de NC.
G91 G98 G81 X4 Y5 Z-0.6 R1.8 L3Esto requiere el modo de distancia incremental (G91) y el modo de retracción OLD_Z (G98). También exige que el ciclo de taladrado G81 se repita tres veces. El valor X es 4, el valor Y es 5, el valor Z es -0.6 y el valor R es 1.8. La posición X inicial es 5 (= 1 + 4), la Y inicial es 7 (= 2 + 5), la posición Z de despeje es 4.8 (= 1.8 + 3), y la Z es 4.2 (= 4.8-0.6). OLD_Z es 3.
El primer movimiento preliminar es un movimiento rápido a lo largo del eje Z para (X1, Y2, Z4.8), ya que OLD_Z < Z de despeje.
La primera repetición consiste en 3 movimientos.
-
un movimiento rápido paralelo al plano XY a (X5, Y7)
-
movimiento paralelo al eje Z a avance hacia (Z4.2)
-
Un movimiento rápido paralelo al eje Z a (X5, Y7, Z4.8)
La segunda repetición consiste en 3 movimientos. La posición X se restablece a 9 (= 5 + 4) y la posición Y a 12 (= 7 + 5).
-
un movimiento rápido paralelo al plano XY a (X9, Y12, Z4.8)
-
movimiento paralelo al eje Z a la velocidad de avance a (X9, Y12, Z4.2)
-
Un movimiento rápido paralelo al eje Z a (X9, Y12, Z4.8)
La tercera repetición consiste en 3 movimientos. La posición X se restablece a 13 (= 9 + 4) y la posición Y a 17 (= 12 + 5).
-
un movimiento rápido paralelo al plano XY a (X13, Y17, Z4.8)
-
movimiento paralelo al eje Z a la velocidad de avance a (X13, Y17, Z4.2)
-
Un movimiento rápido paralelo al eje Z a (X13, Y17, Z4.8)

-
Ejemplo 3 - Posición relativa G81
Ahora suponga que ejecuta el primer bloque de código G81 pero desde (X0, Y0, Z0) en lugar de desde (X1, Y2, Z3).
G90 G98 G81 X4 Y5 Z1.5 R2.8Como OLD_Z está por debajo del valor R, no agrega nada al movimiento, pero dado que el valor inicial de Z es menor que el valor especificado en R, habrá un movimiento inicial Z durante el movimiento preliminar

Ejemplo 4 - G81 Absoluto R> Z
Este es un diagrama de la ruta de movimiento para el segundo bloque de código g81.
G91 G98 G81 X4 Y5 Z-0.6 R1.8 L3Como esta trama comienza con (X0, Y0, Z0), el intérprete agrega Z0 y R1.8 iniciales y movimientos rápidos a esa ubicación. Después de esa Z inicial, la función de repetición funciona igual que en el ejemplo 3 con la profundidad Z final de 0.6 por debajo del valor R.

Ejemplo 5 - Posición relativa R> Z
G90 G98 G81 X4 Y5 Z-0.6 R1.8Como este gráfico comenzaria con (X0, Y0, Z0), el intérprete agrega el Z0 inicial y R1.8 y movimientos rápidos a esa ubicación como en el Ejemplo 4. Después de esa Z inicial, se realiza el movimiento rápido a X4 Y5. Entonces la profundidad Z final es 0.6 por debajo del valor R. La función de repetición haría que la Z se moviera al mismo lugar nuevamente.
==G82 Ciclo de perforación, con Dwell
G82 (X- Y- Z-) o (U- V- W-) R- L- P-El ciclo G82 está diseñado para perforar con una pausa en la parte inferior de el agujero.
-
Movimiento preliminar, como se describe en la sección movimientos preliminares e intermedios
-
Mueve el eje Z a velocidad de avance a la posición Z.
-
Espera P segundos.
-
El eje Z hace un movimiento rápido para despejar Z.
El movimiento de un ciclo fijo G82 se parece a G81 con una pausa en la parte inferior del movimiento Z. El tiempo de pausa se especifica mediante una palabra P- en el bloque G82.
==G83 Ciclo de perforación con picado
G83 (X- Y- Z-) o (U- V- W-) R- L- Q-El ciclo G83 está destinado a perforación o fresado con rotura de viruta. Las retracciones en este ciclo despejan el agujero de esquirlas y cortar las virutas largas (que son comunes cuando se perfora aluminio). Este ciclo toma un número Q que representa un incremento delta a lo largo del eje Z. La retracción antes de la profundidad final siempre esta en el plano de retracción incluso si G98 está en efecto. La retracción final obedecerá al G98/99 en efecto. G83 funciona igual que G81 con la adición de retracciones durante la operación de perforación.
-
Movimiento preliminar, como se describe en la sección movimientos preliminares e intermedios
-
Mueve el eje Z a velocidad de avance hacia abajo la cantidad delta o a la posición Z, lo que sea menos profundo.
-
Movimiento rápido de regreso al plano de retracción especificado por la palabra R.
-
Movimiento rápido hacia abajo hasta el fondo del agujero actual, retrocediendo un poco.
-
Repite los pasos 2, 3 y 4 hasta alcanzar la posición Z en el paso 2.
-
El eje Z hace un movimiento rápido para despejar Z.
Es un error si:
-
el número Q es negativo o cero.
44. G84 Ciclo de roscado a derecha, con Dwell
G84 (X- Y- Z-) o (U- V- W-) R- L- P- $ -El ciclo G84 está diseñado para roscar con mandril flotante y permanecer en el fondo del agujero.
-
Movimiento preliminar, como se describe en la sección movimientos preliminares e intermedios
-
Deshabilita ajustes de avance y velocidad.
-
Mueve el eje Z a velocidad de avance actual a la posición Z.
-
Detiene el husillo seleccionado (elegido por el parámetro $)
-
Inicia la rotación del husillo en sentido antihorario.
-
Espere P segundos.
-
Mueve el eje Z a la velocidad de avance actual para despejar Z
-
Restaura y habilita ajustes de alimentación y velocidad al estado anterior
La longitud de la pausa se especifica mediante una palabra P- en el bloque G84. El pitch de la rosca es F dividido por S. En el ejemplo, S100 F125 ofrece un paso de 1,25 mm por revolución.
45. G85 Ciclo mandrinado, salida a avance
G85 (X- Y- Z-) o (U- V- W-) R- L-El ciclo G85 está diseñado para mandrinar o escariar, pero podría usarse para taladrar o fresar.
-
Movimiento preliminar, como se describe en la sección movimientos preliminares e intermedios.
-
Mueve el eje Z a velocidad de avance a la posición Z.
-
Retrae el eje Z a velocidad de avance actual al plano R si es más bajo que la Z inicial.
-
Retrae a la velocidad transversal para despejar Z.
46. G86 Ciclo de taladrado, parada del husillo, salida a rápido.
G86 (X- Y- Z-) o (U- V- W-) R- L- P- $-El ciclo G86 está destinado a mandrinado. Este ciclo usa P segundos de parada.
-
Movimiento preliminar, como se describe en la sección movimientos preliminares e intermedios.
-
Mueve el eje Z a velocidad de avance a la posición Z.
-
Espera P segundos.
-
Detiene el giro del husillo seleccionado (elegido por el parámetro $).
-
El eje Z hace un movimiento rápido para despejar Z.
-
Reinicia el husillo en la dirección en la que iba.
Es un error si:
-
el husillo no gira antes de ejecutar este ciclo.
47. G87 Ciclo de mandrinado posterior
Este código no está implementado actualmente en LinuxCNC. Se acepta, pero el comportamiento es indefinido.
48. Ciclo de taladrado G88, parada del husillo, salida manual
Este código no está implementado actualmente en LinuxCNC. Se acepta, pero el El comportamiento es indefinido.
49. G89 Ciclo de mandrinado, con Dwell, salida a avance
G89 (X- Y- Z-) o (U- V- W-) R- L- P-El ciclo G89 está destinado a mandrinado. Este ciclo usa un número P que especifica el número de segundos de parada (Dwell).
-
Movimiento preliminar, como se describe en la sección movimientos preliminares e intermedios.
-
Mover el eje Z solo a avance actual a la posición Z.
-
Espera de P segundos.
-
Retraer el eje Z a velocidad de avance actual para despejar Z.
50. G90, G91 Modo de distancia
-
G90 - modo de distancia absoluta. En este modo, los números de eje (X, Y, Z, A, B, C, U, V, W) generalmente representan posiciones en términos del sistema coordinado activo. Las excepciones a esta regla se describen explícitamente en la sección G80 G89.
-
G91 - modo de distancia incremental. En este modo, los números de eje generalmente representan incrementos de la coordenada actual.
G90 (establecer modo de distancia absoluta)
G0 X2.5 (movimiento rápido a coordenada X2.5 incluyendo cualquier compensación en efecto)G91 (establecer modo de distancia incremental)
G0 X2.5 (movimiento rápido de 2.5 udes. desde la posición actual a lo largo del eje X)-
Consulte la sección G0 para obtener más información.
51. G90.1, G91.1 Modo de distancia de arco
-
G90.1 - modo de distancia absoluta para offsets I, J y K. Cuando G90.1 está en vigor, I y J deben especificarse con G2/G3 para el plano XY o J y K para el plano XZ o es un error.
-
G91.1 - modo de distancia incremental para offsets I, J y K. G91.1 devuelve I, J y K a su comportamiento predeterminado.
52. G92 Offset de sistema de coordenadas G92
G92 ejes|
Warning
|
Solo use G92 después de que su máquina se haya posicionado en el punto deseado. |
G92 hace que el punto actual tenga las coordenadas que desea (sin movimiento), donde las palabras de eje contienen los números de eje que desea. Todas las palabras de eje son opcionales, pero se debe utilizar al menos una. Si no se usa una palabra de eje para un eje dado, el offset para ese eje será cero.
Cuando se ejecuta G92, se mueven los origenes de todos los sistemas de coordenadas. Se mueven de tal manera que el valor del punto controlado actual, en el sistema de coordenadas actualmente activo, se convierte en el valor especificado. Todos los orígenes de sistema de coordenadas. (G53-G59.3) se compensan esta misma distancia.
G92 utiliza los valores almacenados en los parámetros 5211-5219 como los valores de offset X Y Z A B C U V W para cada eje. Los valores de los parámetros son coordenadas de máquina absolutas en las unidades nativas de máquina como se especificó en el archivo ini. Todos los ejes definidos en el archivo ini se compensarán cuando G92 esté activo. Si no se ingresó un eje después del G92, el offset de ese eje será cero
Por ejemplo, suponga que el punto actual está en X = 4 y no hay ningún offset G92 activo. Entonces se programa G92 X7. Esto mueve todos los orígenes -3 en X, lo que hace que el punto actual se convierta en X = 7. Este -3 se guarda en el parámetro 5211.
Estar en modo de distancia incremental (G91 en lugar de G90) no tiene ningún efecto sobre la acción de G92.
Las compensaciones G92 pueden estar vigentes cuando se llama a G92. Si este es el caso, el offset se reemplaza con un nuevo offset que hace que el punto actual se convierta al valor especificado.
Es un error si:
-
se omiten todas las palabras del eje.
LinuxCNC almacena las compensaciones G92 y las reutiliza en la próxima ejecución de un programa. Para evitar esto, puede programar un G92.1 (para borrarlos), o un G92.2 (para quitarlos, pero quedan almacenados).
|
Note
|
El comando G52 también se puede usar para cambiar este offset; ver la sección Offsets para más detalles sobre G92 y G52 y cómo interactúan. |
Consulte la sección Sistema de coordenadas para obtener un resumen de los sistemas de coordenadas.
Consulte la sección parámetros para obtener más información.
53. G92.1, G92.2 Restablecer compensaciones G92
-
G92.1 - apaga las compensaciones G92 y restablece parámetros 5211 - 5219 a cero.
-
G92.2 - apaga las compensaciones de G92 pero mantén parámetros 5211 - 5219 disponibles.
54. G92.3 Restaurar compensaciones G92
-
G92.3 - establece el offset de G92 a los valores guardados en los parámetros 5211 a 5219
Puede establecer offsets de eje en un programa y utilizar los mismos offsets en otro programa Programa G92 en el primer programa. Esto establecerá parámetros 5211 a 5219. No utilice G92.1 en el resto del primer programa Los valores de los parámetros se guardarán cuando el primer el programa sale y se restaura cuando se inicia el segundo. Use G92.3 cerca del comienzo del segundo programa. Eso restaurará las compensaciones guardadas en el primer programa.
55. Modo de velocidad de alimentación G93, G94, G95
-
G93 - Modo de Tiempo Inverso. En modo de velocidad de avance de tiempo inverso, la palabra F significa que el movimiento debe completarse en [uno dividido por el número F] minutos. Por ejemplo, si el número F es 2.0, el movimiento debería ser completado en medio minuto.
Cuando el modo de velocidad de avance de tiempo inverso está activo, debe aparecer una palabra F en cada línea que tiene un movimiento G1, G2 o G3. Si la linea no tiene G1, G2 o G3, F se ignora. Estar en modo de velocidad de tiempo inverso no afecta a los movimientos G0.
-
G94 - Modo Unidades por Minuto. En el modo de alimentación de unidades por minuto, una palabra F significa que el punto controlado debe moverse a un cierto número de pulgadas por minuto, milímetros por minuto o grados por minuto, dependiendo de qué unidades de longitud se utilizan y qué eje o ejes se mueven.
-
G95 - Modo Unidades por Revolución En modo de unidades por revolución, una palabra F se interpreta como que el punto controlado debe moverse un cierto número de pulgadas por revolución del husillo, dependiendo de qué unidades de longitud se estén utilizando y cuáles eje o ejes se mueven. G95 no es adecuado para roscar; use G33 o G76. G95 requiere que se conecte spindle.N.speed-in. El husillo real con el que se sincroniza la alimentacion se elige con el parámetro $
Es un error si:
-
El modo de alimentación de tiempo inverso está activo y una línea con G1, G2 o G3 (explícita o implícitamente) no tiene una palabra F.
-
No se especifica una nueva velocidad de alimentación después de cambiar a G94 o G95
56. G96, G97 Modo de control del husillo
G96 <D-> S- <$ -> (Modo de velocidad de superficie constante)
G97 S- <$ -> (Modo RPM)-
D - RPM máximas del husillo
-
S - velocidad de superficie
-
'$ "- el husillo del cual se variará la velocidad.
-
G96 D- S- - selecciona la velocidad superficial constante de S pies por minuto (si G20 está en vigor) o metros por minuto (si G21 está en vigor). D- es opcional.
Cuando use G96, asegúrese de que X0 en el sistema de coordenadas actual (incluidos los offsets y las longitudes de herramienta) es el centro de rotación o LinuxCNC no proporcionará la velocidad de superficie deseada. G96 no se ve afectado por el modo de radio o diámetro.
Para lograr el modo CSS en los husillos seleccionados, ejecute comandos G96 sucesivos para cada husillo antes de emitir M3.
-
G97 selecciona el modo RPM.
G96 D2500 S250 (establece CSS con rpm máximo de 2500 y una velocidad de superficie de 250)Es un error si:
-
S no se especifica con G96
-
Se especifica un movimiento de avance en el modo G96 mientras el husillo no gira
57. G98, G99 Nivel de retorno del ciclo fijo
-
G98 - se retrocede a la posición en la que se encontraba el eje justo antes de una serie de uno o más ciclos contiguos.
-
G99 - retrocede a la posición especificada por la palabra R del ciclo fijo.
Programe un G98 y el ciclo fijo usará la posición Z antes del ciclo fijo como la posición de retorno Z si es más alto que el valor R especificado en el ciclo. Si es menor, se usará el valor R. La palabra R tiene diferentes significados en modo de distancia absoluta y en modo de distancia incremental.
G0 X1 Y2 Z3
G90 G98 G81 X4 Y5 Z-0.6 R1.8 F10G98 en la segunda línea significa que el movimiento de retorno será al valor de Z en la primera línea ya que es más alto que el valor R especificado.
El plano inicial (G98) se restablece cada vez que el modo de movimiento del ciclo es abandonado, ya sea explícitamente (G80) o implícitamente (cualquier código de movimiento que no sea un ciclo). Cambiar entre modos de ciclo (por ejemplo, G81 a G83) NO restablece el plano inicial. Es posible cambiar entre G98 y G99 durante una serie de ciclos.