1. Introduction
Dans ce chapitre, nous allons tenter de démystifier les systèmes de coordonnées. C’est une notion capitale pour maitriser le fonctionnement d’une machine CNC, sa configuration et son utilisation.
Nous montrerons également, qu’il est très intéressant d’utiliser un point de référence sur le brut ou la pièce et de faire travailler le programme à partir de ce point, sans avoir à tenir compte d’où est placée la pièce sur la machine pendant l’usinage. Ce chapitre va donc introduire les décalages et comment ils sont utilisés par LinuxCNC:
-
Les coordonnées machine.(G53)
-
Les neuf décalages d’origine pièce.(G54 à G59.3)
-
Un jeu de décalages globaux.(G92)
2. Commande en coordonnées machine: G53
Indépendamment de tout décalage pouvant être actif, un G53 dans une ligne de code indique à l’interpréteur de se déplacer aux positions réelles des axes (positions absolues), commandées dans la ligne. Par exemple:
G53 G0 X0 Y0 Z0
déplacera le mobile depuis la position actuelle vers la position où les coordonnées machine des trois axes seront à zéro. Vous pouvez utiliser cette commande si vous avez une position fixe pour le changement d’outil ou si votre machine dispose d’un changeur automatique. Vous pouvez aussi utiliser cette commande pour dégager la zone de travail et accéder à la pièce dans l'étau.
G53 est une commande non modale. Elle doit être utilisée sur chaque ligne où un mouvement basé sur les coordonnées machine est souhaité.
3. Décalages pièce (G54 à G59.3)
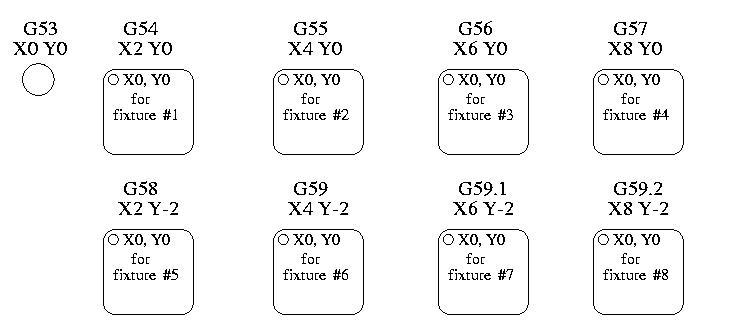
Le décalage d’origine est utilisé pour séparer le point de référence de la pièce, de l’origine machine, créant ainsi un système de coordonnées (relatif), propre à chaque pièce et décalé du système de coordonnées machine (absolu). Il permet, entre autre, dans le cas de pièces multiples mais semblables, de créer en décalant ses origines, le système de coordonnées de chaque pièce, le programme restant le même. Un cas typique d’utilisation de cette fonctionnalité, pour usiner huit ilots identiques sur la même pièce, est illustré sur la figure ci-dessus.
Les valeurs des décalages sont enregistrées dans le fichier VAR qui est requis par le fichier INI durant le démarrage de LinuxCNC. Dans l’exemple ci-dessous, qui utilise G55, la valeur de chacun des axes de G55 est enregistrée dans une variable numérotée.
| Variable | Valeur |
|---|---|
5241 |
0.000000 |
5242 |
0.000000 |
5243 |
0.000000 |
5244 |
0.000000 |
5245 |
0.000000 |
5246 |
0.000000 |
Dans le schéma d’un fichier VAR, la première variable contient la valeur du décalage de l’axe X, la seconde variable le décalage de l’axe Y et ainsi de suite pour les six axes. Il y a une série de variables de ce genre pour chacun des décalages pièce.
Chacune des interfaces graphiques offre un moyen de fixer les valeurs de ces décalages. Vous pouvez également définir ces valeurs en modifiant le fichier VAR lui-même, puis faire un [reset], pour que LinuxCNC lise les nouvelles valeurs. Pour notre exemple, nous allons éditer directement le fichier pour que G55 prenne les valeurs suivantes:
| Variable | Valeur |
|---|---|
5241 |
2.000000 |
5242 |
1.000000 |
5243 |
-2.000000 |
5244 |
0.000000 |
5245 |
0.000000 |
5246 |
0.000000 |
Vous pouvez voir que les positions zéro de G55 sont passées en X = 2, Y = 1, et Z = -2 éloignées donc de l’origine absolue (machine).
Une fois que les valeurs sont assignées, un appel de G55 dans une ligne de programme décalera le point de référence zéro, l’origine, vers les valeurs enregistrées. La ligne suivante décalera chacun des axes vers sa nouvelle position d’origine. Contrairement à G53, les commandes G54 à G59.3 sont modales. Elles agissent sur toutes les lignes de G-code du programme après qu’une ait été rencontrée. Voyons le programme qui pourrait être écrit à l’aide de la figure des décalages d’ilots, il suffira d’un seul point de référence pour chacune des pièces pour faire tout le travail. Le code suivant est proposé comme exemple pour faire un rectangle, il utilisera les décalages G55 que nous avons expliqué précédemment.
G55 G0 X0 Y0 Z0 G1 F2 Z-0.2000 X1 Y1 X0 Y0 G0 Z0 G54 X0 Y0 Z0 M2
Mais, dites vous, pourquoi y a-t-il un G54 vers la fin ? C’est une pratique courante de quitter le système de coordonnées G54 avec l’ensemble des valeurs d’axes à zéro afin de laisser un code modal basé sur les positions machine absolues. Nous le faisons avec cette commande qui met la machine à zéro. Il aurait été possible d’utiliser G53 et d’arriver au même endroit, mais la commande n’aurait pas été modale, les commandes suivantes auraient voulu retourner dans le système de coordonnées du G55 toujours actif.
G54 utilise les réglages du système de coordonnées 1(((G54))) G55 utilise les réglages du système de coordonnées 2(((G55))) G56 utilise les réglages du système de coordonnées 3(((G56))) G57 utilise les réglages du système de coordonnées 4(((G57))) G58 utilise les réglages du système de coordonnées 5(((G58))) G59 utilise les réglages du système de coordonnées 6(((G59))) G59.1 utilise les réglages du système de coordonnées 7(((G59.1))) G59.2 utilise les réglages du système de coordonnées 8(((G59.2))) G59.3 utilise les réglages du système de coordonnées 9(((G59.3)))
3.1. Système de coordonnées par défaut
Une autre variable dans le fichier VAR joue un rôle important dans les décalages, c’est la variable 5220. Dans les fichiers par défaut, sa valeur est fixée à 1,00000. Ce qui signifie que lorsque LinuxCNC démarre, il doit utiliser le premier système de coordonnées comme système par défaut. Si vous définissez celui-ci à 9,00000 le neuvième système décalé sera utilisé par défaut au démarrage du système et aux réinitialisations. Toute valeur autre qu’un entier compris entre 1 et 9, ou l’absence de la variable 5220, provoquera au démarrage le retour de LinuxCNC à la valeur par défaut de 1.00000.
3.2. Réglage des décalages avec G10
La commande G10 L2x peut être utilisée pour modifier les valeurs des décalages d’un système de coordonnées pièce: (Nous donnons seulement ici un bref aperçu, se reporter aux sections du G-code pour une description complète).
4. Décalages d’axes G92
G92 est la plus incomprise et la plus maligne des commandes programmables avec LinuxCNC. La façon dont elle fonctionne a un peu changé entre les premières versions et l’actuelle. Ces changements ont sans doute déconcerté de nombreux utilisateurs. Elle devrait être vue comme une commande produisant un décalage temporaire, qui s’applique à tous les autres décalages.
4.1. Les commandes G92
Ce jeu de commandes inclus:
-
G92 - Cette commande, utilisée avec des mots d’axes, fixe les valeurs des variables de décalage.
-
G92.1 - Cette commande met à zéro les valeurs des variables de G92.
-
G92.2 - Cette commande suspend, sans les mettre à zéro, les variables de G92.
-
G92.3 - Cette commande applique les valeurs de décalage qui ont été suspendues.
L’utilisateur doit bien comprendre le fonctionnement des valeurs de G92. Pour faire en sorte que le point actuel ait les coordonnées X0, Y0 et Z0 nous utiliserons G92 X0 Y0 Z0. G92 ne fonctionne pas depuis le système de coordonnées machine absolues. Il fonctionne à partir de l’emplacement actuel.
G92 travaille également à partir d’un emplacement actuel déjà modifié par tout autre décalage actif au moment où la commande G92 est invoquée. Lors de tests des différences entre les décalages de travail et les décalages réels, il a été constaté qu’un décalage G54 pouvait annuler un G92 et ainsi, donner l’apparence qu’aucun décalage n'était actif. Toutefois, le G92 était toujours actif, pour toutes les coordonnées et il a produit les décalages attendus pour tous les autres systèmes de coordonnées.
Lors du démarrage de LinuxCNC, si des offsets existent dans les variables de G92, ils seront appliqués lors de la prise d’origine des axes concernés. Il est donc de bonne pratique de mettre les offsets de G92 à zéro par G92.1 ou un G92.2 à la fin de leur utilisation.
4.2. Réglage des valeurs de G92
Il y a au moins deux façons d'établir les valeurs de G92.
-
Par un clic droit de la souris sur les afficheurs de position de tklinuxcnc, une fenêtre s’ouvre dans laquelle il est possible de saisir une valeur.
-
Par la commande G92.
Toutes les deux, fonctionnent depuis l’emplacement courant de l’axe auquel le déplacement doit être appliqué.
Programmer G92 X Y Z A B C U V W fixe les valeurs des variables de G92 de sorte que chaque axe prenne la valeur associée à son nom. Ces valeurs sont assignées à la position courante des axes. Ces résultats satisfont les paragraphes un et deux du document du NIST.
Les commandes G92 fonctionnent à partir de la position courante de l’axe, à laquelle elles ajoutent ou soustraient des valeurs pour donner à la position courante la valeur assignée par la commande G92. Elles prennent effet même si d’autres décalages sont déjà actifs.
Ainsi, si l’axe X est actuellement en position X=2.000, un G92 X0 fixera un décalage de -2.0000, de sorte que l’emplacement actuel de X devienne X=0.000. Un nouveau G92 X5.000 fixera un décalage de 3.000 et l’affichage indiquera une position courante X=5.000.
4.3. Précautions avec G92
Parfois, les valeurs de décalage d’un G92 restent bloquées dans le fichier VAR. Quand ça arrive, une ré-initialisation ou un redémarrage peut les rendre de nouveau actives. Les variables sont numérotées:
| Variable | Valeur |
|---|---|
5211 |
0.000000 |
5212 |
0.000000 |
5213 |
0.000000 |
5214 |
0.000000 |
5215 |
0.000000 |
5216 |
0.000000 |
où 5211 est le numéro du décalage de l’axe X et ainsi de suite. Si vous voyez des positions inattendues à la suite d’une commande de déplacement, ou même des chiffres inattendus dans l’affichage de la position lorsque vous démarrez, regardez ces variables dans le fichier VAR pour vérifier si elles contiennent des valeurs. Si c’est le cas, les mettre à zéro devrait solutionner le problème.
Si des valeurs G92 existent dans le fichier VAR quand LinuxCNC démarre, ces valeurs seront appliquées aux valeurs courantes des emplacements d’axe. Si c’est sa position d’origine et que l’origine est définie au zéro machine, tout sera correct. Une fois que l’origine machine a été établie en utilisant les contacts d’origine machine, ou en déplaçant chaque axe à une position connue, puis en envoyant la commande de prise d’origine de l’axe, tous les décalages G92 seront appliqués. Si un X1 G92 est actif lors de la prise d’origine machine de l’axe X, la visu affichera X: 1.000 au lieu du X: 0.000 attendu, c’est parce-que le G92 a été appliqué à l’origine machine. Si vous passez un G92.1 et que la visu affiche tous à zéro, alors c’est que vous avez encore l’effet de l’offset G92 de la dernière session de LinuxCNC.
Sauf si votre intention est d’utiliser les mêmes décalages G92 dans le prochain programme, la meilleure pratique consiste à envoyer un G92.1 à la fin de tout fichier de G-code dans lequel vous utilisez les compensations G92.
5. Exemple de programme utilisant les décalages d’axes
Cet exemple de projet de gravure, usine un jeu de quatre cercles de rayon .1 pouce dans une forme grossière d'étoile au centre du cercle. Nous pouvons configurer individuellement les formes de la façon suivante:
G10 L2 P1 X0 Y0 Z0 (assure que G54 a mis la machine à zéro) G0 X-0.1 Y0 Z0 G1 F1 Z-0.25 G3 X-0.1 Y0 I0.1 J0 G0 Z0 M2
Nous pouvons émettre une série de commandes pour créer des décalages pour les quatre autres cercles comme cela.
G10 L2 P2 X0.5 (décalages G55 X la valeur de 0.5 pouces) G10 L2 P3 X-0.5 (décalages G56 X valeur de -0.5 pouces) G10 L2 P4 Y0.5 (décalages G57 valeur Y de 0.5 pouces) G10 L2 P5 Y-0.5 (décalages G58 valeur Y de -0.5 pouces)
Nous mettons ces ensembles dans le programme suivant:
(Un programme de fraisage de cinq petits cercles dans un losange) G10 L2 P1 X0 Y0 Z0 (assure que G54 a mis la machine à zéro) G10 L2 P2 X0.5 (décalages G55 X la valeur de 0.5 pouces) G10 L2 P3 X-0.5 (décalages G56 X la valeur de -0.5 pouces) G10 L2 P4 Y0.5 (décalages G57 X la valeur de 0.5 pouces) G10 L2 P5 Y-0.5 (décalages G58 X la valeur de -0.5 pouces) G54 G0 X-0.1 Y0 Z0 (cercle du centre) G1 F1 Z-0.25 G3 X-0.1 Y0 I0.1 J0 G0 Z0 G55 G0 X-0.1 Y0 Z0 (premier cercle compensé) G1 F1 Z-0.25 G3 X-0.1 Y0 I0.1 J0 G0 Z0 G56 G0 X-0.1 Y0 Z0 (deuxième cercle compensé) G1 F1 Z-0.25 G3 X-0.1 Y0 I0.1 J0 G0 Z0 G57 G0 X-0.1 Y0 Z0 (troisième cercle compensé) G1 F1 Z-0.25 G3 X-0.1 Y0 I0.1 J0 G0 Z0 G58 G0 X-0.1 Y0 Z0 (quatrième cercle compensé) G1 F1 Z-0.25 G3 X-0.1 Y0 I0.1 J0 G54 G0 X0 Y0 Z0 M2
Maintenant c’est le moment d’appliquer une série de décalages G92 à ce programme. Vous verrez que c’est fait dans chaque cas de Z0. Si la machine était à la position zéro, un G92 Z1.0000 placé en tête de programme le décalerait d’un pouce. Vous pouvez également modifier l’ensemble du dessin dans le plan XY en ajoutant quelques décalages x et y avec G92. Si vous faites cela, vous devez ajouter une commande G92.1 juste avant le M2 qui termine le programme. Si vous ne le faites pas, les programmes que vous pourriez lancer après celui-ci, utiliseront également les décalages G92. En outre, cela permettrait d'éviter d'écrire les valeurs de G92 lorsque vous arrêtez LinuxCNC et donc, d'éviter de les recharger quand vous démarrez à nouveau le programme.