1. Introducción
LinuxCNC es capaz de controlar una amplia variedad de maquinaria, utilizando diferentes interfaces de hardware.
StepConf es un programa que genera archivos de configuración para LinuxCNC para un tipo especifico de máquina CNC: aquellas que son controladas a través de un puerto paralelo estándar con señales de tipo paso y dirección.
StepConf se instala automaticamente cuando se instala LinuxCNC; se encuentra en el menú CNC.
El asistente genera un archivo en el directorio linuxcnc/config en el cual guarda las opciones de cada configuración que usted genere. Cuando se desea cambia algo, se necesita seleccionar el archivo cuyo nombre coincida con la configuración que desea modificar. La extensión del archivo es .stepconf.
El asistente StepConf necesita una resolución de pantalla de al menos 800 x 600.
2. Página inicial
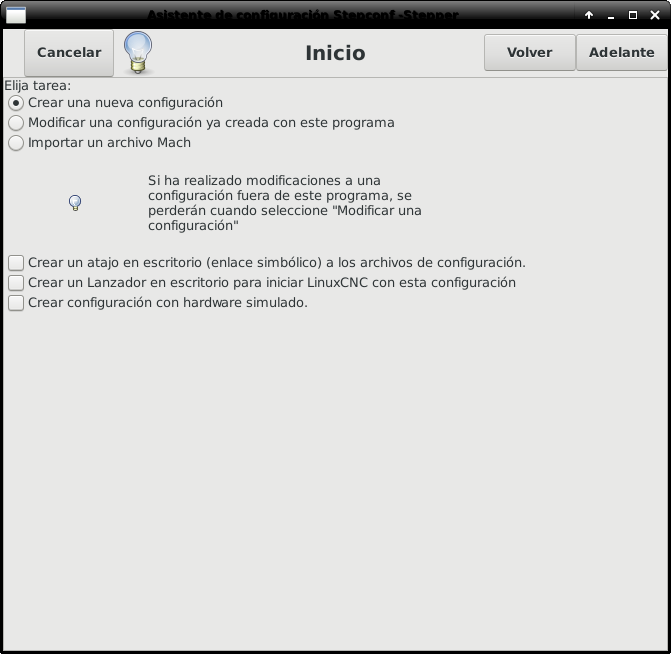
Los tres primeros botones radio son autoexplicativos:
-
Crear una nueva configuración - Crea una configuración nueva.
-
Modificar una configuración ya creada… - Modifica una configuración existente. Después de seleccionar esta opción, aparecerá una pantalla de selección de archivo y usted deberá seleccionar el archivo con extensión .stepconf que desea modificar. Si usted realizó alguna modificación previa a los archivos principales .hal o .ini, estas modificaciones se perderán. Las modificaciones en los archivos custom.hal y custom_postgui.hal no serán cambiadas por el asistente Stepconf. El asistente Stepconf resaltará la ultima configuración que se construyó.
-
Importar - Importa un archivo de configuración Mach e intenta convertirlo a un archivo de configuración de LinuxCNC. Después de la importación, pase por las páginas de StepConf para confirmar/modificar las entradas. El archivo mach xml original no será modificado.
Las siguientes opciones se registrarán en un archivo de preferencias para la próxima ejecución de StepConf.
-
Crear atajo en escritorio - Se generará en su escritorio un enlace a los archivos.
-
Crear un lanzador en el escritorio - Se generará un lanzador en su escritorio para iniciar la aplicación.
-
Crear hardware simulado - Permite crear una configuración para pruebas, incluso si no tiene el hardware real.
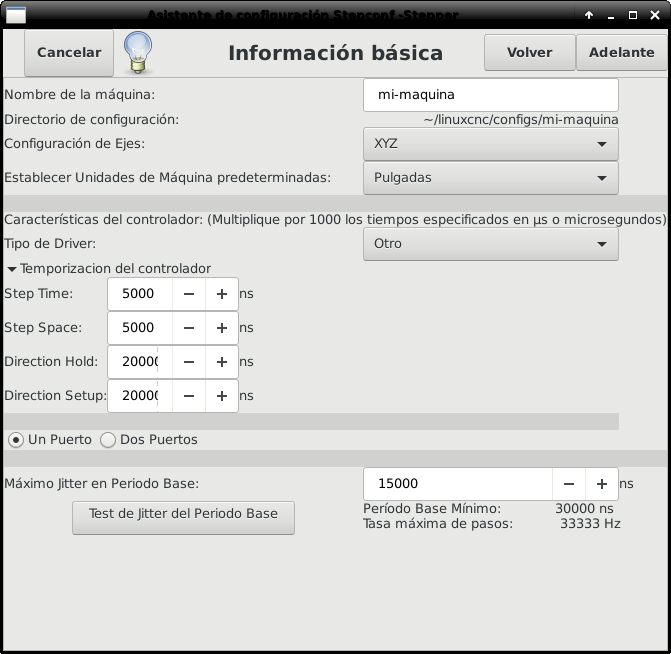
3. Información básica
-
Crear hardware simulado - Permite crear una configuración para pruebas, incluso si no tiene el hardware real.
-
Nombre de la máquina - Elija un nombre para su máquina. Utilice solo letras mayúsculas, minúsculas, dígitos, - y _.
-
Configuración de ejes - Seleccione XYZ (Fresadora), XYZA (Fresadora de 4 ejes) o XZ (Torno).
-
Unidades de máquina - Seleccione pulgadas o milímetros. Todas las preguntas posteriores estarán en las unidades seleccionadas. Cambiar esto también cambia los valores predeterminados en la sección de Ejes. Si cambias esto después seleccionar valores en cualquiera de las secciones de ejes, serán sobrescritos por los valores predeterminados de las unidades seleccionadas.
-
Tipo de driver - Si usted tiene uno de los controladores de motor a pasos de la lista de selección selecciónelo directamente. De lo contrario, seleccione Otro y busque los 4 valores de tiempo en la hoja de especificaciones de su controlador y introdúzcalos en nano segundos en la sección de Configuración de tiempos del controlador. Si sus manuales le dan los datos en microsegundos multiplíquelos por 1000. Por ejemplo, si el manual indica 45 µs, escriba 4500 ns.
En la página wiki de LinuxCNC.org puede ser consultada una lista de controladores populares, así como sus tiempos, en Tiempos de controladores de pasos.
El acondicionamiento o aislamiento extra de señal, como cuando se usan optoacopladores y filtros RC en tarjetas breakboards, pueden imponer restricciones de tiempo por si mismos, además de las del controlador. Puede ser el caso que se requiera agregar tiempo extra a los valores de temporizacion para compensar los filtros o aislamientos.
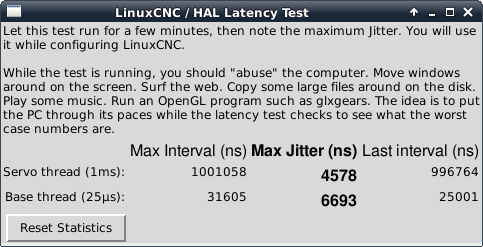
El Selector de configuración de LinuxCNC tiene configuraciones listas para máquinas de la marca Sherline, en caso de que posea una de estas. * Tiempo de paso - Cuánto tiempo es Encendido el pulso de paso en nanosegundos. Si no estas seguro de esta configuración, un valor de 20,000 funcionará con la mayoría de los controladores. * Espacio de paso - Tiempo mínimo entre dos pulsos de paso en nanosegundos. Si no estas seguro de esta configuración, un valor de 20,000 funcionará con la mayoría de los controladores. * Sostenimiento de dirección - Tiempo que debe ser mantenido activo el pin de dirección después de ordenar cambio de dirección, en nanosegundos. Si no estas seguro de esta configuración, un valor de 20,000 funcionará con la mayoría de los controladores. * Preparación de dirección - Cuánto tiempo debe preceder a un cambio de dirección después del último pulso de paso en nanosegundos. Si no estas seguro de esta configuración, un valor de 20,000 funcionará con la mayoría de los controladores. * Uno / dos puertos paralelos - Seleccione cuántos puertos paralelos se van a configurar. * Fluctuación máxima de período base - Introduzca aquí el resultado de la prueba de latencia. Para correr la prueba de latencia presione el botón Prueba de fluctuación de período base. Vea la sección de la Prueba de latencia para más detalles.
-
Velocidad de paso máxima - StepConf calculará automáticamente la tasa máxima de pulsos de pasos basándose en las características del controlador del motor capturadas y en el resultado de la prueba de latencia.
-
Período base mínimo - StepConf calculará automáticamente el periodo base mínimo basándose en las características del controlador del motor capturadas y el resultado de la prueba de latencia.
The important number from the result of the Latency Test is the max jitter. In the example above, 9075 nanoseconds (ns), or 9.075 microseconds (µs), is the highest jitter. Enter the max jitter it in the Base Period Maximum Jitter box.
4. Ajustes del puerto paralelo
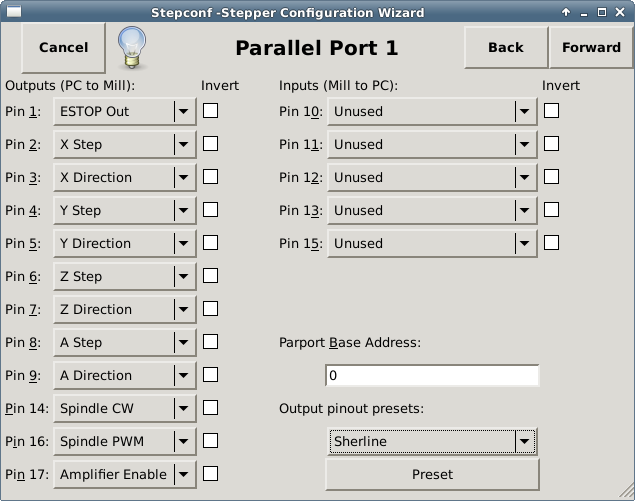
Puede especificar la dirección como un número hexadecimal (por lo regular 0x378) o como un número de puerto predeterminado de Linux (probablemente 0)
Para cada pin, elija la señal que coincida con la asignación de pines de su puerto paralelo. Active la casilla de verificación Invertir si la señal de control requiere ser invertida (0V para verdadero/activo, 5V para falso/inactivo).
-
Asignación de pines de salida predefinidos - Se configurarán automáticamente los pines del 2 al 9 de acuerdo al estándar de las máquinas Sherline (Dirección en los pines 2, 4, 6, 8) o Xylotex (Dirección en los pines 3, 5, 7, 9).
-
Entradas y salidas - Si el pin no será utilizado como entrada o salida, seleccionarlo como Sin uso.
-
Señal de paro externo (E stop) - Esta señal pude ser seleccionada en una de las listas desplegables. Una cadena de señal de paro típica utiliza solo contactos en serie normalmente cerrados.
-
Interruptores de posición home y límites de seguridad - Estos pines pueden ser seleccionados para la mayoría de las configuraciones utilizando las listas desplegables.
-
Bomba de Carga - Si su controlador de motor requiere de una señal de bomba de carga, simplemente seleccione esta opción de la lista desplegable y conecte la señal al pin seleccionado. La salida de la bomba de carga será conectada al hilo base por el programa StepConf. La salida de bomba de carga será aproximadamente 1/2 de la tasa de generación de pulsos de paso máxima mostrada en la página de configuración básica.
-
Voltaje de arco de plasma - Si requiere un THCAD de Mesa para ingresar un voltaje de arco de plasma entonces seleccione Voltaje de arco de plasma en la lista de pines de salida. Esto habilitará una página para THCAD durante el procedimiento de configuración para la captura de los parámetros de la tarjeta.
5. Configuración del puerto paralelo 2
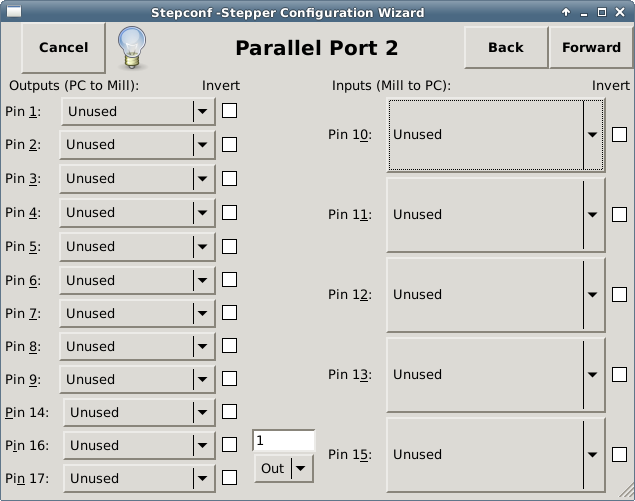
El segundo puerto paralelo (si está seleccionado) puede ser configurado y asignar sus pines en esta página. No se pueden seleccionar señales de paso y dirección. Puede seleccionarlo de entrada o de salida para maximizar el número de pines de entrada/salida que estén disponibles. Puede especificar la dirección como hexadecimal (a menudo 0x378) o como el número de puerto predeterminado de Linux (probablemente 1).
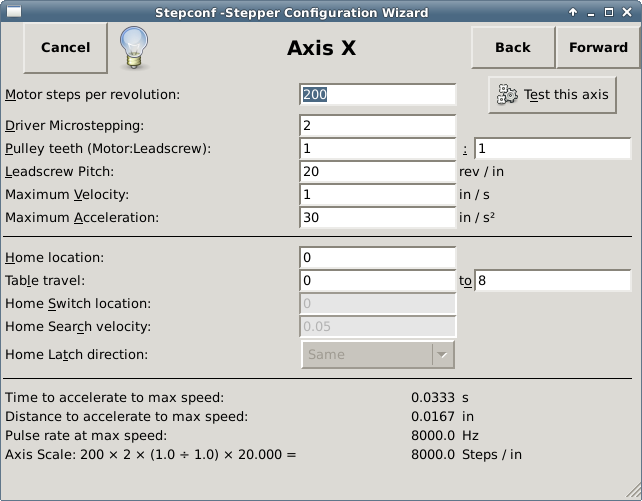
6. Configuración de ejes
-
Pasos del motor por revolución - El número de pasos completos por revolución del motor. Si solo se tiene el dato de los grados por paso del motor (p. ej. 1.8 grados), se debe dividir 360 por el número de grados por paso para encontrar el número de pasos por revolución del motor.
-
Micropasos del controlador - El número de micropasos producidos por el controlador. Introduzca 2 para semipasos.
-
Relación de polea - Si su máquina tiene poleas o engranes entre el motor y el tornillo, escriba su relación mecánica aquí. Si no tiene, escriba 1:1.
-
Paso de tornillo - Introduce aquí el paso del tornillo. Si seleccionaste unidades Pulgadas, teclea el número de hilos por pulgada (por ejemplo, 8 para un tornillo de 8 TPI). Si se tiene un tornillo con varias entradas, se necesita saber cuantas vueltas se requieren para mover la tuerca una pulgada. Si seleccionaste mm como unidades, teclea el número de milímetros que la tuerca se moverá por revolución (ejemplo, 2 para 2 mm/rev). Si la máquina se mueve en la dirección opuesta a la esperada, teclea un valor negativo en lugar de un número positivo, o invierte el pin de dirección del eje.
-
Velocidad máxima - Entre la velocidad máxima del eje, en unidades por segundo.
-
Aceleración máxima - El valor correcto de esta casilla solo puede ser determinado por experimentación. Vea Encontrar velocidad máxima para ajustar la velocidad y Encontrar aceleración máxima para ajustar la aceleración.
-
Posición de casa - La posición a la que la máquina se moverá después de completar el procedimiento de inicio del eje. Para máquinas sin interruptores de posición casa, esta es la posición a la cual el operador deberá mover la máquina antes de presionar el botón de casa. Si se combinan los interruptores de casa y limite, se deberá mover la máquina fuera del interruptor para inicializar el eje o se recibirá un error de límite de articulación.
-
Carrera - El rango de carrera para el eje con base en el origen de la máquina. La posición de casa debe estar dentro del área de carrera y ser distinto a cualquiera de los valores de rango de carrera.
-
Posición del interruptor de casa - La ubicación en la cual el interruptor de casa se activa o desactiva, relativa al origen de la máquina. Este apartado y los dos siguientes solo aparecerán cuando se selecciona la existencia de interruptores casa en la asignación de pines del puerto paralelo. Si se combinan los interruptores de casa y límite, la ubicación del interruptor casa no puede ser la misma que la posición casa o se producirá un error de límite de articulación.
-
Velocidad de búsqueda de casa - Velocidad a usarse en la búsqueda de los interruptores casa. Si el interruptor se encuentra cercano al limite de carrera del eje, esta velocidad debe ser seleccionada de tal forma que el eje tenga tiempo suficiente para desacelerar hasta detenerse antes de llegar al límite físico de la carrera. Si el interruptor se encuentra cerrado en un rango corto de carrera (en lugar de estar cerrado desde el punto de disparo hasta un final de carrera) esta velocidad deberá ser seleccionada de tal forma que el eje pueda desacelerar hasta detenerse antes de que el interruptor se abra otra vez, y el procedimiento de homing deberá comenzarse siempre desde el mismo lado del interruptor. Si la máquina se mueve en la dirección contraria al inicio del homing, cambie el signo del parámetro Velocidad de búsqueda de casa.
-
Dirección del pestillo de casa - Seleccione Mismo para que el eje se aleje del interruptor y luego se acerque de vuelta a una velocidad muy baja. La segunda vez que se cierre el interruptor definirá la posición de casa. Seleccione Opuesto para hacer que eje se aleje liberando lentamente el interruptor; cuando el interruptor se abra, se marcará la posición casa.
-
Tiempo para acelerar a velocidad máxima - Tiempo para alcanzar la velocidad máxima, calculado a partir de Aceleración máxima y Velocidad máxima.
-
Distancia para acelerar a velocidad máxima - Distancia para alcanzar máxima velocidad desde posición de parado.
-
Frecuencia de pulsos a velocidad máxima - Este dato se calcula con base en los valores anteriores. El valor más grande de Tasa de pulso a velocidad máxima determina BASE_PERIOD. Valores por encima de 20000Hz pueden producir tiempos de respuesta muy bajos o incluso bloqueos (la tasa máxima varia entre computadoras)
-
Escala del eje - El número que será usado en el archivo INI en la sección [SCALE]. Representa cuántos pasos se deben dar por unidad de usuario.
-
Probar este eje - Esta opción abre una ventana para permitir probar cada eje. Puede ser utilizada después de llenar toda la información referente a este eje.
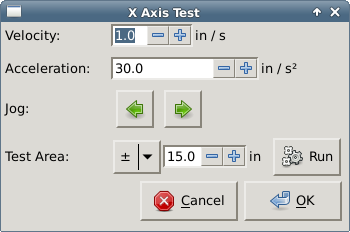
Es un comprobador básico que solo emite señales de paso y dirección para probar diferentes valores de aceleración y velocidad.
|
Importante
|
Para utilizar la prueba de este eje, debe habilitar manualmente el eje si se requiere. Si su controlador tiene una bomba de carga, tendrá que puentear para pasarla por alto. La prueba del eje no reacciona a las entradas de interruptor de límite, úsese con precaución. |
6.1. Determinar la velocidad máxima
Comience con una baja aceleración
(por ejemplo, 2 pulgadas/s2 o 50 mm/s2) y la velocidad que espera alcanzar. Usando los botones provistos, mueva el eje hasta cerca del centro de su carrera. Tenga cuidado, porque con un valor de aceleración bajo puede recorrerse una distancia sorprendentemente larga hasta que el eje desacelere completamente y pare.
Después de calcular la cantidad de carrera disponible, ingrese una distancia segura en el Área de prueba, teniendo en cuenta que después de un bloqueo, el motor puede comenzar a moverse en una dirección inesperada. Luego haga clic en Ejecutar. La máquina comenzará a avanzar y retroceder a lo largo de este eje. En esta prueba, es importante que la combinación de aceleración y área de prueba permita que la máquina alcance la velocidad seleccionada y la mantenga al menos una corta distancia, cuanto mayor sea la distancia, mejor será esta prueba. La fórmula d=0.5 * v * v/a
da la distancia mínima requerida para alcanzar la velocidad especificada con la aceleración dada. Si es conveniente y seguro hacerlo, empuje la mesa contra la dirección del movimiento para simular las fuerzas de corte. Si la máquina se para, reduzca la velocidad y comience nuevamente la prueba.
Si la máquina no se paró, haga clic en el botón Ejecutar para parar. El eje vuelve ahora a la posición donde comenzó. Si la posición es incorrecta, el eje se estancó o perdió pasos durante la prueba. Reduzca la velocidad y comience la prueba otra vez.
Si la máquina no se mueve, se detiene o pierde pasos, incluso bajando la velocidad, verifique lo siguiente:
-
Tiempos de onda de paso correctos
-
Asignación de pines correcta, incluyendo Invertir en los pines de paso
-
Cableado correcto y bien protegido
-
Problemas físicos con el motor, acoplamiento del motor, tornillo de avance, etc.
Una vez que haya encontrado una velocidad a la que el eje no se detiene o pierde pasos durante este procedimiento de prueba, reducirlo en un 10% y usarlo como la Velocidad máxima del eje.
6.2. Determinando la aceleración máxima
Con la velocidad máxima que encontró en el paso anterior, ingrese el valor de aceleración a probar. Usando el mismo procedimiento anterior, ajuste el valor de Aceleración hacia arriba o hacia abajo según sea necesario. En esta prueba, es importante que la combinación de aceleración y área de prueba permitan que la máquina alcance la velocidad seleccionada. Una vez que haya encontrado un valor en el que el eje no se detiene ni pierde pasos durante este procedimiento de prueba, reducirlo en un 10% y usarlo como Aceleración máxima del eje.
7. Configuración del husillo
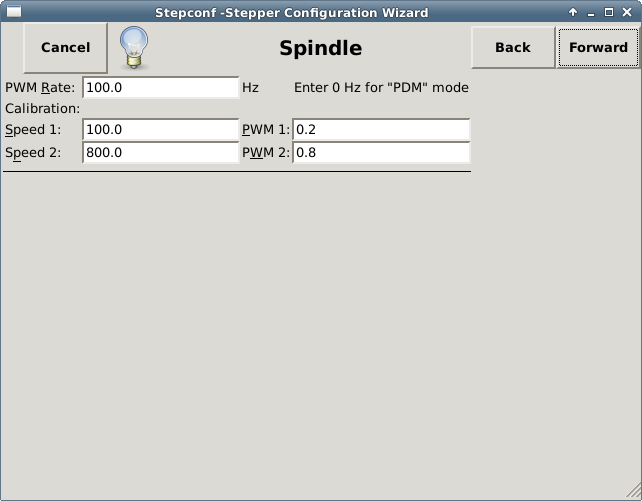
Esta página solo aparece cuando se selecciona Husillo PWM en la página Puerto paralelo para una de las salidas.
7.1. Control de velocidad del husillo
Si hay Husillo PWM en la asignación de pines, debe aportarse la siguiente información:
-
Frecuencia PWM - La frecuencia portadora de la señal PWM al husillo. Entrar 0 para el modo PDM, que es útil para generar un voltaje de control analógico. Consulte la documentación de su controlador de husillo para conocer el valor apropiado.
-
Velocidad 1 y 2, PWM 1 y 2: el archivo de configuración generado utiliza una relación lineal simple para determinar el valor PWM para un valor RPM dado. Si los valores no se conocen, se pueden determinar. Para más información, ver Determinación de la calibración del husillo.
7.2. Movimiento sincronizado del husillo
Cuando las señales apropiadas de un codificador de husillo están conectadas a LinuxCNC a través de HAL, LinuxCNC admite el roscado en torno. Estas señales son:
-
Índice del husillo - Es un pulso que ocurre una vez por revolución del husillo.
-
Fase A del husillo - Este es un pulso que ocurre en múltiples ubicaciones, igualmente espaciadas, a medida que gira el husillo.
-
Fase B del husillo (opcional) - Este es un segundo pulso, pero con un desplazamiento de la fase A del husillo. Las ventajas de usar tanto A como B son detección de dirección, mayor inmunidad al ruido y mayor resolución.
Si hay Fase A de husillo e Índice de husillo en la asignación de pines, se debe ingresar la siguiente información:
-
Usar husillo a velocidad - Con la retroalimentación del codificador se puede hacer que LinuxCNC espere a que el husillo alcance la velocidad ordenada antes de que se mueva la alimentación. Seleccione esta opción y establezca la escala lo más cercana.
-
Ganancia del filtro de visualización de velocidad - Configuración para ajustar la estabilidad de la visualización de la velocidad del husillo.
-
Ciclos por revolución - El número de ciclos de la señal A del husillo durante una revolución. Esta opción solo está habilitada cuando una entrada se ha configurado como Fase A del husillo
-
Velocidad máxima en roscado - La velocidad máxima del husillo utilizada en el roscado. Para un husillo de altas RPM o un codificador de husillo con alta resolución, es obligatorio un valor bajo de BASE_PERIOD .
7.3. Determinación de la calibración del husillo
Ingrese los siguientes valores en la página configuración del husillo:
Velocidad 1: |
0 |
PWM 1: |
0 |
Velocidad 2: |
1000 |
PWM 2: |
1 |
Termine los pasos restantes del proceso de configuración, luego, inicie LinuxCNC con su configuración. Encienda la máquina y seleccione la pestaña MDI. Inicie el giro del husillo ingresando: M3 S100. Cambie la velocidad del husillo ingresando un número S diferente: S800. Los números válidos (en este momento) van de 1 a 1000.
Para dos números S diferentes, mida la velocidad real del eje en RPM. Registre los números S y las velocidades reales del eje. Ejecute StepConf nuevamente. Para Velocidad, ingrese la velocidad medida, y para PWM ingrese el número S dividido entre 1000.
Ya que la mayoría de los controladores de husillo son ligeramente no lineales en sus curvas de respuesta, lo mejor es:
-
Asegurarse que las dos velocidades de calibración no estén demasiado juntas en RPM.
-
Asegurarse que las dos velocidades de calibración estén en el rango de velocidades que típicamente usará durante el fresado.
Por ejemplo, si su husillo va de 0 RPM a 8000 RPM, pero generalmente usa velocidades de 400 RPM (10%) a 4000 RPM (100%), encuentre los valores de PWM que dan 1600 RPM (40%) y 2800 RPM (70%).
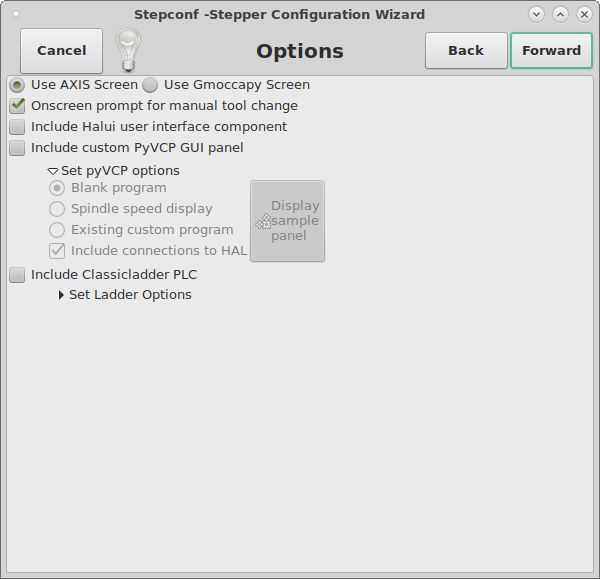
8. Opciones
-
Incluir Halui - Esto agregará el componente de interfaz de usuario Halui. Ver el capítulo HALUI para más información.
-
Incluir PyVCP - Esta opción agrega el archivo base del panel PyVCP o un archivo ejemplo para trabajar en él. Ver el capítulo PyVCP para más información.
-
Incluir ClassicLadder PLC - Esta opción agregará el PLC ClassicLadder (Controlador lógico programable). Ver el Capítulo ClassicLadder para más información.
-
Indicador en pantalla para cambio de herramienta - Si esta casilla está marcada, LinuxCNC para y le pide que cambie la herramienta cuando se encuentre M6. Esta característica generalmente solo es útil si tiene herramientas predimensionadas.
9. Completar la configuración de la máquina
Haga clic en Listo para escribir los archivos de configuración. Más tarde, puede volver a ejecutar este programa y ajustar la configuración que ingresó antes.
10. Carrera y casa de los ejes
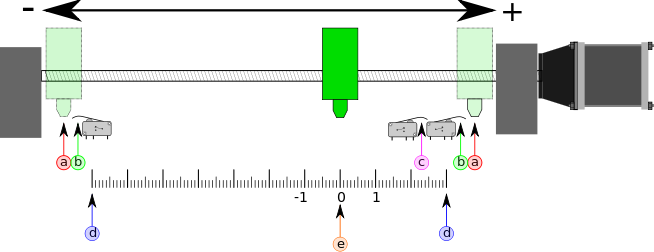
Para cada eje hay un rango limitado de recorrido. El final físico del recorrido se llama parada dura.
|
Aviso
|
Si se va a sobrepasar una parada dura mecánica ¡se dañará el tornillo o el marco de la máquina! |
Antes de la parada dura hay un interruptor de límite. Si durante la operación normal se topa con el interruptor de límite LinuxCNC apaga el amplificador de motor. La distancia entre la parada dura y el interruptor de límite debe ser lo suficientemente larga como para permitir que un motor sin alimentación llegue a detenerse.
Antes del interruptor de límite hay un límite suave. Este es un límite impuesto en el software después de homing. Si un comando MDI o un programa de código G sobrepasara el límite suave, no se ejecutará. Si un trote sobrepasara el límite suave, se detiene en el límite suave.
El interruptor casa se puede colocar en cualquier lugar dentro de la carrera (entre paradas duras). Siempre que el hardware externo no desactive los amplificadores de motor cuando se alcanza el interruptor de límite, uno de los interruptores de límite puede ser utilizado como un interruptor casa.
La posición cero es la ubicación en el eje que es 0 en el sistema de coordenadas de la máquina. Por lo general, la posición cero estará dentro de los límites suaves. En los tornos, el modo de velocidad de superficie constante requiere que X = 0 en la máquina corresponda al centro de rotación del husillo cuando no está activo el offset de la herramienta.
La posición casa es la ubicación dentro de la carrera a la que el eje será movido al final de la secuencia de casa. Este valor debe estar dentro de los límites suaves. En particular, la posición casa nunca debe ser exactamente igual a un límite suave.
10.1. Operating without Limit Switches
A machine can be operated without limit switches. In this case, only the soft limits stop the machine from reaching the hard stop. Soft limits only operate after the machine has been homed.
10.2. Operando sin interruptores de casa
Una máquina puede operarse sin interruptores de casa. Si la máquina tiene interruptores de límite, pero no hay interruptores casa, lo mejor es utilizar un interruptor de límite como el interruptor casa (p. ej., elija Límite mínimo + Home X en la asignación de pines). Si la máquina no tiene interruptores en absoluto, o los interruptores de límite no pueden ser utilizados como interruptores de casa por otra razón, entonces la máquina debe ponerse en casa a ojo o usando marcadores de posición. Homing a ojo no es tan repetible como por interruptores, pero aún permite que los límites suaves sean de utilidad.
10.3. Opciones de cableado de los interruptores de casa y límite
El cableado ideal para interruptores externos sería de una entrada por interruptor. Sin embargo, el puerto paralelo de PC solo ofrece un total de 5 entradas, mientras que hay hasta 9 interruptores en una máquina de 3 ejes. En cambio, múltiples interruptores pueden conectarse entre sí en varias formas para que se requiera un menor número de entradas.
Las siguientes figuras muestran la idea general de cablear múltiples interruptores a un solo pin de entrada. En cada caso, cuando se activa un interruptor, el valor visto en ENTRADA va de lógica ALTA a BAJA. Sin embargo, LinuxCNC espera un valor VERDADERO cuando se cierra un interruptor, por lo que la casilla correspondiente Invertir debe verificarse en la página de configuración de asignación de pines. El resistor pull-up que se muestra en los diagramas jala la entrada alta hasta que se realice la conexión a tierra y la entrada pasa a baja. Sin resistencia, la entrada puede flotar entre encendido y apagado cuando el circuito está abierto. Normalmente, para un puerto paralelo, puede usar resistencias de 47 kΩ.


Las siguientes combinaciones de interruptores están permitidas en StepConf:
-
Combinar los interruptores de casa para todos los ejes
-
Combinar los interruptores de límite para todos los ejes
-
Combinar ambos interruptores de límite para un eje
-
Combinar ambos interruptores de límite y el interruptor de casa para un eje
-
Combinar un interruptor de límite y el interruptor de casa para un eje
Las últimas dos combinaciones también son apropiadas cuando se usa el tipo contacto + casa.