1. Einführung: Erweiterung des RS274NGC-Interpreters durch Remapping von Codes
1.1. Eine Definition: Neuzuordnung von Codes
Mit "Neuzuordnung" (engl. Remapping) von Codes meinen wir eine der folgenden Optionen:
-
Definition der Semantik neuer - d.h. derzeit nicht zugewiesener - M- oder G-Codes
-
Definieren Sie die Semantik eines - derzeit begrenzten - Satzes bestehender Codes neu.
1.2. Warum sollten Sie den RS274NGC Interpreter erweitern?
Der Satz von Codes (M,G,T,S,F), die derzeit vom RS274NGC-Interpreter verstanden werden, ist festgelegt und kann nicht durch Konfigurationsoptionen erweitert werden.
In particular, some of these codes implement a fixed sequence of steps to be executed. While some of these, like M6, can be moderately configured by activating or skipping some of these steps through INI file options, overall the behavior is fairly rigid. So - if your are happy with this situation, then this manual section is not for you.
In many cases, this means that supporting a non out of the box configuration or machine is either cumbersome or impossible, or requires resorting to changes at the C/C+\+ language level. The latter is unpopular for good reasons - changing internals requires in-depth understanding of interpreter internals, and moreover brings its own set of support issues. While it is conceivable that certain patches might make their way into the main LinuxCNC distribution, the result of this approach is a hodge-podge of special-case solutions.
A good example for this deficiency is tool change support in LinuxCNC: While random tool changers are well supported, it is next to impossible to reasonably define a configuration for a manual-tool change machine with, for example, an automatic tool length offset switch being visited after a tool change, and offsets set accordingly. Also, while a patch for a very specific rack tool changer exists, it has not found its way back into the main code base.
However, many of these things may be fixed by using an O-word procedure instead of a built in code - whenever the - insufficient - built in code is to be executed, call the O-word procedure instead. While possible, it is cumbersome - it requires source-editing of NGC programs, replacing all calls to the deficient code by a an O-word procedure call.
In its simplest form, a remapped code isn’t much more than a spontaneous call to an O-word procedure. This happens behind the scenes - the procedure is visible at the configuration level, but not at the NGC program level.
Im Allgemeinen kann das Verhalten eines umgewandelten Codes wie folgt definiert werden:
-
Sie definieren eine O-Wort-Unterroutine, die das gewünschte Verhalten implementiert
-
Alternativ können Sie auch eine Python-Funktion verwenden, die das Verhalten des Interpreters erweitert.
M- und G-Codes und O-Wörter Unterprogrammaufrufe haben eine recht unterschiedliche Syntax.
O-Wort-Prozeduren zum Beispiel nehmen Positionsparameter mit einer bestimmten Syntax wie folgt:
o<test> call [1.234] [4.65]
whereas M- or G-codes typically take required or optional word parameters. For instance, G76 (threading) requires the P,Z,I,J and K words, and optionally takes the R,Q,H, E and L words.
So it isn’t simply enough to say whenever you encounter code X, please call procedure Y - at least some checking and conversion of parameters needs to happen. This calls for some glue code between the new code, and its corresponding NGC procedure to execute before passing control to the NGC procedure.
This glue code is impossible to write as an O-word procedure itself, since the RS274NGC language lacks the introspective capabilities and access into interpreter internal data structures to achieve the required effect. Doing the glue code in - again - C/C+\+ would be an inflexible and therefore unsatisfactory solution.
Um eine einfache Situation einfach und eine komplexe Situation lösbar zu machen, wird das Problem des Glue Codes als Zwischenebene wie folgt angegangen:
-
For simple situations, a built-in glue procedure (
argspec) covers most common parameter passing requirements. -
For remapping T,M6,M61,S,F there is some standard Python glue which should cover most situations, see Standard Glue.
-
For more complex situations, one can write your own Python glue to implement new behavior.
Embedded Python functions in the Interpreter started out as glue code, but turned out very useful well beyond that. Users familiar with Python will likely find it easier to write remapped codes, glue, O-word procedures, etc. in pure Python, without resorting to the somewhat cumbersome RS274NGC language at all.
Many people are familiar with extending the Python interpreter by C/C++ modules, and this is heavily used in LinuxCNC to access Task, HAL and Interpreter internals from Python scripts. Extending Python basically means: Your Python script executes as it is in the driver seat, and may access non-Python code by importing and using extension modules written in C/C+\+. Examples for this are the LinuxCNC hal, gcode and emc modules.
Embedded Python is a bit different and less commonly known: The main program is written in C/C++ and may use Python like a subroutine. This is powerful extension mechanism and the basis for the scripting extensions found in many successful software packages. Embedded Python code may access C/C+\+ variables and functions through a similar extension module method.
2. Erste Schritte
Die Definition eines Codes umfasst die folgenden Schritte:
-
Wählen Sie einen Code - verwenden Sie entweder einen nicht zugewiesenen Code oder definieren Sie einen vorhandenen Code neu.
-
Entscheiden Sie, wie Parameter gehandhabt werden.
-
Entscheiden Sie, ob und wie die Ergebnisse behandelt werden.
-
Entscheiden Sie über die Reihenfolge der Ausführung.
2.1. Integrierte Neuzuordnungen
Please note that currently only some existing codes can be redefined, while there are many free codes that may be available for remapping. When developing redefined existing code, it is a good idea to start with an unassigned G- or M- code, so that you can use both an existing behavior as well as a new one. When you’re done, redefine the existing code to use your remapping configuration.
-
The current set of unused M-codes, available for user definition, can be found in the unallocated M-codes section.
-
Informationen zu unbelegten G-Codes finden Sie hier.
-
Existing codes that can be reassigned are listed in the remappable codes section.
Derzeit gibt es zwei vollständige, nur in Python verfügbare Remaps, die in stdglue.py verfügbar sind:
-
ignore_m6
-
index_lathe_tool_with_wear
Diese sind für die Verwendung mit Drehmaschinen gedacht. Drehbänke verwenden nicht M6, um die Werkzeuge zu indexieren, sondern den Befehl T.
This remap also adds wear offsets to the tool offset, e.g. T201 would index to tool 2 (with tool 2’s tool offset) and adds wear offset 1. In the tool table, tools numbers above 10000 are wear offsets, e.g. in the tool table, tool 10001 would be wear offset 1.
Hier ist, was Sie in der INI brauchen, um sie zu verwenden:
[RS274NGC] REMAP=T python=index_lathe_tool_with_wear REMAP=M6 python=ignore_m6 [PYTHON] # where to find the Python code: # Code spezifisch für diese Konfiguration PATH_PREPEND=./ # generischer Support-Code - stellen Sie sicher, dass dieser tatsächlich auf Python-stdglue zeigt PATH_APPEND=../../nc_files/remap_lib/python-stdglue/ # importieren Sie das folgende Python-Modul TOPLEVEL=toplevel.py # je höher, desto ausführlicher die Aufzeichnung des Python-Plugins LOG_LEVEL = 0
You must also add the required Python file in your configuration folder.
2.2. Auswahl eines Codes
Note that currently only a few existing codes may be redefined, whereas there are many free codes which might be made available by remapping. When developing a redefined existing code, it might be a good idea to start with an unallocated G- or M-code, so both the existing and new behavior can be exercised. When done, redefine the existing code to use your remapping setup.
-
The current set of unused M-codes open to user definition can be found here.
-
Unallocated G-codes are listed here.
-
Vorhandene Codes, die neu zugeordnet werden können, sind in dieser Liste aufgeführt.
2.3. Handhabung der Parameter
Let’s assume the new code will be defined by an NGC procedure, and needs some parameters, some of which might be required, others might be optional. We have the following options to feed values to the procedure:
-
Extracting words from the current block and pass them to the procedure as parameters (like
X22.34orP47), -
referring to INI file variables,
-
referring to global variables (like
#2200 = 47.11or#<_global_param> = 315.2).
The first method is preferred for parameters of dynamic nature, like positions. You need to define which words on the current block have any meaning for your new code, and specify how that is passed to the NGC procedure. Any easy way is to use the argspec statement. A custom prolog might provide better error messages.
Using to INI file variables is most useful for referring to setup information for your machine, for instance a fixed position like a tool-length sensor position. The advantage of this method is that the parameters are fixed for your configuration, regardless which NGC file you’re currently executing.
Es ist immer möglich, auf globale Variablen zu verweisen, aber sie werden leicht übersehen.
Beachten Sie, dass es nur eine begrenzte Anzahl von Wörtern gibt, die als Parameter verwendet werden können, so dass man möglicherweise auf die zweite und dritte Methode zurückgreifen muss, wenn viele Parameter benötigt werden.
2.4. Handhabung der Ergebnisse
Your new code might succeed or fail, for instance if passed an invalid parameter combination. Or you might choose to just execute the procedure and disregard results, in which case there isn’t much work to do.
Epilog-Handler helfen bei der Verarbeitung der Ergebnisse von Remap-Prozeduren - siehe den Referenzabschnitt.
2.5. Ausführungsreihenfolge
Ausführbare G-Code-Wörter werden in Modalgruppen eingeteilt, was auch ihr relatives Ausführungsverhalten definiert.
Wenn ein G-Code-Block mehrere ausführbare Wörter in einer Zeile enthält, werden diese Wörter in einer vordefinierten Ausführungsreihenfolge ausgeführt, nicht in der Reihenfolge, in der sie im Block erscheinen.
When you define a new executable code, the interpreter does not yet know where your code fits into this scheme. For this reason, you need to choose an appropriate modal group for your code to execute in.
2.6. Ein minimales Beispiel für neu zugeordneten Code
To give you an idea how the pieces fit together, let’s explore a fairly minimal but complete remapped code definition. We choose an unallocated M-code and add the following option to the INI file:
[RS274NGC] REMAP=M400 modalgroup=10 argspec=Pq ngc=myprocedure
Zusammengefasst bedeutet dies:
-
The
M400code takes a required parameterPand an optional parameterQ. Other words in the current block are ignored with respect to theM400code. If thePword is not present, fail execution with an error. -
When an
M400code is encountered, executemyprocedure.ngcalong the other modal group 10 M-codes as per order of execution. -
The value of
P, andQare available in the procedure as local named parameters. The may be referred to as#<P>and#<Q>. The procedure may test whether theQword was present with theEXISTSbuilt in function.
Es wird erwartet, dass die Datei myprocedure.ngc im Verzeichnis [DISPLAY]NC_FILES oder [RS274NGC]SUBROUTINE_PATH existiert.
Eine ausführliche Erläuterung der REMAP (engl. für Neuzuordnung)-Parameter finden Sie im folgenden Referenzteil.
3. Neuzuordnung konfigurieren
3.1. Die REMAP-Anweisung
To remap a code, define it using the REMAP option in RS274NG section of your INI file. Use one REMAP line per remapped code.
Die Syntax von REMAP lautet:
It is an error to omit the <code> parameter.
The options of the REMAP statement are separated by whitespace. The options are keyword-value pairs and currently are:
-
modalgroup=<modal group> -
- G-Codes
-
the only currently supported modal group is 1, which is also the default value if no group is given. Group 1 means execute alongside other G-codes.
- M-Codes
-
Currently supported modal groups are: 5,6,7,8,9,10. If no modalgroup is give, it defaults to 10 (execute after all other words in the block).
- T,S,F
-
für diese ist die modale Gruppe festgelegt und die Option
modalgroup=wird ignoriert.
-
argspec=<argspec> -
See description of the argspec parameter options. Optional.
-
ngc=<ngc_basename> -
Basename of an O-word subroutine file name. Do not specify an .ngc extension. Searched for in the directories specified in the directory specified in
[DISPLAY]PROGRAM_PREFIX, then in[RS274NGC]SUBROUTINE_PATH. Mutually exclusive withpython=. It is an error to omit bothngc=andpython=. -
python=<Python function name> -
Instead of calling an ngc O-word procedure call a Python function. The function is expected to be defined in the
module_basename.owordmodule. Mutually exclusive withngc=. -
prolog=<Python function name> -
Before executing an ngc procedure, call this Python function. The function is expected to be defined in the
module_basename.remapmodule. Optional. -
epilog=<Python function name> -
After executing an ngc procedure, call this Python function. The function is expected to be defined in the
module_basename.remapmodule. Optional.
The python, prolog and epilog options require the Python Interpreter plugin to be configured, and appropriate Python functions to be defined there so they can be referred to with these options.
The syntax for defining a new code, and redefining an existing code is identical.
3.2. Useful REMAP option combinations
Note that while many combinations of argspec options are possible, not all of them make sense. The following combinations are useful idioms:
-
argspec=<words>ngc=<procname>modalgroup=_<group> -
The recommended way to call an NGC procedure with a standard argspec parameter conversion. Used if argspec is good enough. Note, it is not good enough for remapping the
TxandM6/M61tool change codes. -
prolog=<pythonprolog>ngc=<procname>epilog=<pythonepilog>modalgroup=<group> -
Call a Python prolog function to take any preliminary steps, then call the NGC procedure. When done, call the Python epilog function to do any cleanup or result extraction work which cannot be handled in G-code. The most flexible way of remapping a code to an NGC procedure, since almost all of the Interpreter internal variables, and some internal functions may be accessed from the prolog and epilog handlers. Also, a longer rope to hang yourselves.
-
python=<pythonfunction>modalgroup=<group> -
Directly call to a Python function without any argument conversion. The most powerful way of remapping a code and going straight to Python. Use this if you do not need an NGC procedure, or NGC is just getting in your way.
-
argspec=<words>python=<pythonfunction>modalgroup=<group> -
Convert the argspec words and pass them to a Python function as keyword argument dictionary. Use it when you’re too lazy to investigate words passed on the block yourself.
Note that if all you want to achieve is to call some Python code from G-code, there is the somewhat easier way of calling Python functions like O-word procedures.
3.3. The argspec parameter
The argument specification (keyword argspec) describes required and optional words to be passed to an ngc procedure, as well as optional preconditions for that code to execute.
An argspec consists of 0 or more characters of the class [@A-KMNP-Za-kmnp-z^>]. It can by empty (like argspec=).
An empty argspec, or no argspec argument at all implies the remapped code does not receive any parameters from the block. It will ignore any extra parameters present.
Note that RS274NGC rules still apply - for instance you may use axis words (e.g., X, Y, Z) only in the context of a G-code.
Axis words may also only be used if the axis is enabled. If only XYZ are enabled, ABCUVW will not be available to be used in argspec.
Words F, S and T (short FST) will have the normal functions but will be available as variables in the remapped function. F will set feedrate, S will set spindle RPM, T will trigger the tool prepare function. Words FST should not be used if this behavior is not desired.
Words DEIJKPQR have no predefined function and are recommended for use as argspec parameters.
-
ABCDEFHIJKPQRSTUVWXYZ -
Defines a required word parameter: an uppercase letter specifies that the corresponding word must be present in the current block. The word`s value will be passed as a local named parameter with a corresponding name. If the
@character is present in the argspec, it will be passed as positional parameter, see below. -
abcdefhijkpqrstuvwxyz -
Defines an optional word parameter: a lowercase letter specifies that the corresponding word may be present in the current block. If the word is present, the word’s value will be passed as a local named parameter. If the
@character is present in the argspec, it will be passed as positional parameter, see below. -
@ -
The
@(at-sign) tells argspec to pass words as positional parameters, in the order defined following the@option. Note that when using positional parameter passing, a procedure cannot tell whether a word was present or not, see example below.
|
Tipp
|
this helps with packaging existing NGC procedures as remapped codes. Existing procedures do expect positional parameters. With the @ option, you can avoid rewriting them to refer to local named parameters. |
-
^ -
The
^(caret) character specifies that the current spindle speed must be greater than zero (spindle running), otherwise the code fails with an appropriate error message. -
> -
The
>(greater-than) character specifies that the current feed must be greater than zero, otherwise the code fails with an appropriate error message. -
n -
The
n(greater-than) character specifies to pass the current line number in the `n`local named parameter.
By default, parameters are passed as local named parameter to an NGC procedure. These local parameters appear as already set when the procedure starts executing, which is different from existing semantics (local variables start out with value 0.0 and need to be explicitly assigned a value).
Optional word parameters may be tested for presence by the EXISTS(#<word>) idiom.
Assume the code is defined as
REMAP=M400 modalgroup=10 argspec=Pq ngc=m400
and m400.ngc looks as follows:
o<m400> sub (P is required since it is uppercase in the argspec) (debug, P word=#<P>) (the q argspec is optional since its lowercase in the argspec. Use as follows:) o100 if [EXISTS[#<q>]] (debug, Q word set: #<q>) o100 endif o<m400> endsub M2
-
Executing
M400will fail with the messageuser-defined M400: missing: P. -
Executing
M400 P123will displayP word=123.000000. -
Executing
M400 P123 Q456will displayP word=123.000000andQ word set: 456.000000.
Assume the code is defined as
REMAP=M410 modalgroup=10 argspec=@PQr ngc=m410
and m410.ngc looks as follows:
o<m410> sub (debug, [1]=#1 [2]=#2 [3]=#3) o<m410> endsub M2
-
Executing
M410 P10will displaym410.ngc: [1]=10.000000 [2]=0.000000. -
Executing
M410 P10 Q20will displaym410.ngc: [1]=10.000000 [2]=20.000000.
|
Anmerkung
|
you lose the capability to distinguish more than one optional parameter word, and you cannot tell whether an optional parameter was present but had the value 0, or was not present at all. |
It’s possible to define new codes without any NGC procedure. Here’s a simple first example, a more complex one can be found in the next section.
Assume the code is defined as
REMAP=G88.6 modalgroup=1 argspec=XYZp python=g886
This instructs the interpreter to execute the Python function g886 in the module_basename.remap module, which might look like so:
from interpreter import INTERP_OK from emccanon import MESSAGE def g886(self, **words): for key in words: MESSAGE("word '%s' = %f" % (key, words[key])) if words.has_key('p'): MESSAGE("the P word was present") MESSAGE("comment on this line: '%s'" % (self.blocks[self.remap_level].comment)) return INTERP_OK
Try this with out with: g88.6 x1 y2 z3 g88.6 x1 y2 z3 p33 (a comment here)
You’ll notice the gradual introduction of the embedded Python environment - see here for details. Note that with Python remapping functions, it make no sense to have Python prolog or epilog functions since it is executing a Python function in the first place.
Die Module interpreter und emccanon legen den größten Teil des Interpreters und einige Canon-Interna offen, so dass viele Dinge, die bisher in C/C+\+ programmiert werden mussten, nun in Python erledigt werden können.
The following example is based on the nc_files/involute.py script - but canned as a G-code with some parameter extraction and checking. It also demonstrates calling the interpreter recursively (see self.execute()).
Angenommen, die Definition lautet wie folgt (Anmerkung: Hier wird argspec nicht verwendet):
REMAP=G88.1 modalgroup=1 py=involute
The involute function in python/remap.py listed below does all word extraction from the current block directly. Note that interpreter errors can be translated to Python exceptions. Remember this is readahead time - execution time errors cannot be trapped this way.
import sys import traceback from math import sin,cos from interpreter import * from emccanon import MESSAGE from util import lineno, call_pydevd # raises InterpreterException if execute() or read() fails throw_exceptions = 1 def involute(self, **words): """ remap-Funktion mit Rohzugriff auf Interpreter-Interna """ if self.debugmask & 0x20000000: call_pydevd() # USER2 debug flag if equal(self.feed_rate,0.0): return "feedrate > 0 required" if equal(self.speed[0], 0.0): return "spindle speed > 0 required" plunge = 0.1 # if Z word was given, plunge - with reduced feed # Kontrollblock auf relevante Wörter untersuchen c = self.blocks[self.remap_level] x0 = c.x_number if c.x_flag else 0 y0 = c.y_number if c.y_flag else 0 a = c.p_number if c.p_flag else 10 old_z = self.current_z if self.debugmask & 0x10000000: print("x0=%f y0=%f a=%f old_z=%f" % (x0,y0,a,old_z)) try: #self.execute("G3456") # would raise InterpreterException self.execute("G21",lineno()) self.execute("G64 P0.001",lineno()) self.execute("G0 X%f Y%f" % (x0,y0),lineno()) if c.z_flag: feed = self.feed_rate self.execute("F%f G1 Z%f" % (feed * plunge, c.z_number),lineno()) self.execute("F%f" % (feed),lineno()) for i in range(100): t = i/10. x = x0 + a * (cos(t) + t * sin(t)) y = y0 + a * (sin(t) - t * cos(t)) self.execute("G1 X%f Y%f" % (x,y),lineno()) if c.z_flag: # retract to starting height self.execute("G0 Z%f" % (old_z),lineno()) except InterpreterException,e: msg = "%d: '%s' - %s" % (e.line_number,e.line_text, e.error_message) return msg return INTERP_OK
Die bisher beschriebenen Beispiele finden Sie in "configs/sim/axis/remap/getting-started" mit vollständigen Arbeitskonfigurationen.
4. Aktualisieren einer bestehenden Konfiguration für die Neuzuordnung
Die Mindestvoraussetzungen für die Verwendung von "REMAP"-Anweisungen sind wie folgt:
-
The Python plug in must be activated by specifying a
[PYTHON]TOPLEVEL=<path-to-toplevel-script>in the INI file. -
The toplevel script needs to import the
remapmodule, which can be initially empty, but the import needs to be in place. -
Der Python-Interpreter muss das obige remap.py-Modul finden, daher muss der Pfad zu dem Verzeichnis, in dem sich Ihre Python-Module befinden, mit
[PYTHON]PATH_APPEND=<Pfad-zu-Ihrem-Lokalen-Python-Verzeichnis>hinzugefügt werden -
Recommended: import the
stdgluehandlers in theremapmodule. In this case Python also needs to findstdglue.py- we just copy it from the distribution so you can make local changes as needed. Depending on your installation the path tostdglue.pymight vary.
Angenommen, Ihre Konfiguration befindet sich unter /home/user/xxx und die INI-Datei lautet /home/user/xxx/xxx.ini, führen Sie die folgenden Befehle aus.
$ cd /home/user/xxx $ mkdir python $ cd python $ cp /usr/share/linuxcnc/ncfiles/remap_lib/python-stdglue/stdglue.py . $ echo 'from stdglue import *' >remap.py $ echo 'import remap' >toplevel.py
Now edit ``/home/user/``xxx``/``xxx``.ini`` and add the following:
[PYTHON] TOPLEVEL=/home/user/xxx/python/toplevel.py PATH_APPEND=/home/user/xxx/python
Überprüfen Sie nun, dass LinuxCNC ohne Fehlermeldungen hochkommt - führen Sie es in einem Terminalfenster aus:
$ cd /home/user/xxx
$ linuxcnc xxx.ini5. Codes für den Wechsel des Remapping-Werkzeugs: T, M6, M61
5.1. Übersicht
Wenn Sie mit den Interna von LinuxCNC nicht vertraut sind, lesen Sie zuerst den Abschnitt How tool change currently works (dire but necessary).
Note than when remapping an existing code, we completely disable this codes' built-in functionality of the interpreter.
Unser remapped Code muss also etwas mehr tun, als nur einige Befehle zu generieren, um die Maschine so zu bewegen, wie wir es wollen - er muss auch die Schritte aus dieser Sequenz wiederholen, die nötig sind, um den Interpreter und die Task bei Laune zu halten.
However, this does not affect the processing of tool change-related commands in task and iocontrol. This means when we execute step 6b this will still cause iocontrol to do its thing.
Decisions, decisions:
-
Möchten wir eine O-Wort-Prozedur verwenden oder alles in Python-Code tun?
-
Ist die "iocontrol"-HAL-Sequenz (tool-prepare/tool-prepared und tool-change/tool-changed Pins) gut genug oder brauchen wir eine andere Art von HAL-Interaktion für unseren Werkzeugwechsler (z.B.: mehr beteiligte HAL-Pins mit einer anderen Interaktionssequenz)?
Je nach Antwort ergeben sich vier verschiedene Szenarien:
-
When using an O-word procedure, we need prolog and epilog functions.
-
If using all Python code and no O-word procedure, a Python function is enough.
-
When using the
iocontrolpins, our O-word procedure or Python code will contain mostly moves. -
When we need a more complex interaction than offered by
iocontrol, we need to completely define our own interaction, usingmotion.digital*andmotion.analog*pins, and essentially ignore theiocontrolpins by looping them.
|
Anmerkung
|
If you hate O-word procedures and love Python, you are free to do it all in Python, in which case you would just have a python=<function> spec in the REMAP statement. But assuming most folks would be interested in using O-word procedures because they are more familiar with that, we’ll do that as the first example. |
Der Gesamtansatz für unser erstes Beispiel lautet also:
-
We’d like to do as much as possible with G-code in an O-word procedure for flexibility. That includes all HAL interaction which would normally be handled by
iocontrol- because we rather would want to do clever things with moves, probes, HAL pin I/O and so forth. -
We’ll try to minimize Python code to the extent needed to keep the interpreter happy, and cause
taskto actually do anything. That will go into theprologandepilogPython functions.
5.2. Verstehen der Rolle von "iocontrol" mit neu zugeordneten Werkzeugwechselcodes
iocontrol bietet zwei HAL-Interaktionssequenzen, die wir verwenden oder nicht verwenden können:
-
When the NML message queued by a SELECT_TOOL() canon command is executed, this triggers the "raise tool-prepare and wait for tool-prepared to become high" HAL sequence in
iocontrol, besides setting the XXXX pins -
When the NML message queued by the CHANGE_TOOL() canon command is executed, this triggers the "raise tool-change and wait for tool-changed to become high" HAL sequence in
iocontrol, besides setting the XXXX pins
What you need to decide is whether the existing iocontrol HAL sequences are sufficient to drive your changer. Maybe you need a different interaction sequence - for instance more HAL pins, or maybe a more complex interaction. Depending on the answer, we might continue to use the existing iocontrol HAL sequences, or define our own ones.
For the sake of documentation, we’ll disable these iocontrol sequences, and roll our own - the result will look and feel like the existing interaction, but now we have complete control over them because they are executed in our own O-word procedure.
So what we’ll do is use some motion.digital-* and motion.analog-* pins, and the associated M62 .. M68 commands to do our own HAL interaction in our O-word procedure, and those will effectively replace the iocontrol tool-prepare/tool-prepared and tool-change/tool-changed sequences. So we’ll define our pins replacing existing iocontrol pins functionally, and go ahead and make the iocontrol interactions a loop. We’ll use the following correspondence in our example:
iocontrol pin correspondence in the examples
iocontrol.0 pin |
motion pin |
|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Let us assume you want to redefine the M6 command, and replace it by an O-word procedure, but other than that things should continue to work.
So what our O-word procedure would do is to replace the steps outlined here. Looking through these steps you’ll find that NGC code can be used for most of them, but not all. So the stuff NGC can’t handle will be done in Python prolog and epilog functions.
5.3. Specifying the M6 replacement
To convey the idea, we just replace the built in M6 semantics with our own. Once that works, you may go ahead and place any actions you see fit into the O-word procedure.
Going through the steps, we find:
-
check for T command already executed - execute in Python prolog
-
check for cutter compensation being active - execute in Python prolog
-
stop the spindle if needed - can be done in NGC
-
quill up - can be done in NGC
-
if TOOL_CHANGE_AT_G30 was set:
-
move the A, B and C indexers if applicable - can be done in NGC
-
generate rapid move to the G30 position - can be done in NGC
-
-
send a CHANGE_TOOL Canon command to
task- execute in Python epilog -
set the numbered parameters 5400-5413 according to the new tool - execute in Python epilog
-
signal to
taskto stop calling the interpreter for readahead until tool change complete - execute in Python epilog
So we need a prolog, and an epilog. Lets assume our INI file incantation of the M6 remap looks as follows:
REMAP=M6 modalgroup=6 prolog=change_prolog ngc=change epilog=change_epilogSo the prolog covering steps 1 and 2 would look like so - we decide to pass a few variables to the remap procedure which can be inspected and changed there, or used in a message. Those are: tool_in_spindle, selected_tool (tool numbers) and their respective tooldata indices current_pocket and selected_pocket:
|
Anmerkung
|
Die inzwischen nicht mehr verwendeten Namen selected_pocket und current_pocket verweisen auf einen sequentiellen Werkzeugdatenindex für Werkzeugelemente, die aus einer Werkzeugtabelle ([EMCIO]TOOL_TABLE) oder über eine Werkzeugdatenbank ([EMCIO]DB_PROGRAM) geladen werden. |
def change_prolog(self, **words): try: if self.selected_pocket < 0: return "M6: no tool prepared" if self.cutter_comp_side: return "Cannot change tools with cutter radius compensation on" self.params["tool_in_spindle"] = self.current_tool self.params["selected_tool"] = self.selected_tool self.params["current_pocket"] = self.current_pocket self.params["selected_pocket"] = self.selected_pocket return INTERP_OK except Exception as e: return "M6/change_prolog: {}".format(e)
You will find that most prolog functions look very similar:
-
First test that all preconditions for executing the code hold, then
-
prepare the environment - inject variables and/or do any preparatory processing steps which cannot easily be done in NGC code;
-
then hand off to the NGC procedure by returning INTERP_OK.
Our first iteration of the O-word procedure is unexciting - just verify we got parameters right, and signal success by returning a positive value; steps 3-5 would eventually be covered here (see here for the variables referring to INI file settings):
O<change> sub (debug, change: current_tool=#<current_tool>) (debug, change: selected_pocket=#<selected_pocket>) ; ; insert any G-code which you see fit here, e.g.: ; G0 #<_ini[setup]tc_x> #<_ini[setup]tc_y> #<_ini[setup]tc_z> ; O<change> endsub [1] m2
Assuming success of change.ngc, we need to mop up steps 6-8:
def change_epilog(self, **words): try: if self.return_value > 0.0: # commit change self.selected_pocket = int(self.params["selected_pocket"]) emccanon.CHANGE_TOOL(self.selected_pocket) # cause a sync() self.tool_change_flag = True self.set_tool_parameters() return INTERP_OK else: return "M6 aborted (return code %.1f)" % (self.return_value) except Exception, e: return "M6/change_epilog: %s" % (e)
This replacement M6 is compatible with the built in code, except steps 3-5 need to be filled in with your NGC code.
Again, most epilogs have a common scheme:
-
First, determine whether things went right in the remap procedure,
-
then do any commit and cleanup actions which can’t be done in NGC code.
5.4. Configuring iocontrol with a remapped M6
Note that the sequence of operations has changed: we do everything required in the O-word procedure - including any HAL pin setting/reading to get a changer going, and to acknowledge a tool change - likely with motion.digital-* and motion-analog-* IO pins. When we finally execute the CHANGE_TOOL() command, all movements and HAL interactions are already completed.
Normally only now iocontrol would do its thing as outlined here. However, we don’t need the HAL pin wiggling anymore - all iocontrol is left to do is to accept we’re done with prepare and change.
This means that the corresponding iocontrol pins have no function any more. Therefore, we configure iocontrol to immediately acknowledge a change by configuring like so:
# loop change signals when remapping M6 net tool-change-loop iocontrol.0.tool-change iocontrol.0.tool-changed
If you for some reason want to remap Tx (prepare), the corresponding iocontrol pins need to be looped as well.
5.5. Writing the change and prepare O-word procedures
The standard prologs and epilogs found in ncfiles/remap_lib/python-stdglue/stdglue.py pass a few exposed parameters to the remap procedure.
An exposed parameter is a named local variable visible in a remap procedure which corresponds to interpreter-internal variable, which is relevant for the current remap. Exposed parameters are set up in the respective prolog, and inspected in the epilog. They can be changed in the remap procedure and the change will be picked up in the epilog. The exposed parameters for remappable built in codes are:
-
T(prepare_prolog):#<tool>,#<pocket> -
M6(change_prolog):#<tool_in_spindle>,#<selected_tool>,#<current_pocket>,#<selected_pocket> -
M61(settool_prolog):#<tool>,#<pocket> -
S(setspeed_prolog):#<speed> -
F(setfeed_prolog):#<feed>
If you have specific needs for extra parameters to be made visible, that can simply be added to the prolog - practically all of the interpreter internals are visible to Python.
5.6. Making minimal changes to the built in codes, including M6
Remember that normally remapping a code completely disables all internal processing for that code.
However, in some situations it might be sufficient to add a few codes around the existing M6 built in implementation, like a tool length probe, but other than that retain the behavior of the built in M6.
Since this might be a common scenario, the built in behavior of remapped codes has been made available within the remap procedure. The interpreter detects that you are referring to a remapped code within the procedure which is supposed to redefine its behavior. In this case, the built in behavior is used - this currently is enabled for the set: M6, M61,T, S, F. Note that otherwise referring to a code within its own remap procedure would be a error - a remapping recursion.
Slightly twisting a built in would look like so (in the case of M6):
REMAP=M6 modalgroup=6 ngc=mychangeo<mychange> sub M6 (use built in M6 behavior) (.. move to tool length switch, probe and set tool length..) o<mychange> endsub m2
|
Achtung
|
When redefining a built-in code, do not specify any leading zeroes in G- or M-codes - for example, say REMAP=M1 .., not REMAP=M01 .... |
See the configs/sim/axis/remap/extend-builtins directory for a complete configuration, which is the recommended starting point for own work when extending built in codes.
5.7. Specifying the T (prepare) replacement
If you’re confident with the default implementation, you wouldn’t need to do this. But remapping is also a way to work around deficiencies in the current implementation, for instance to not block until the "tool-prepared" pin is set.
What you could do, for instance, is:
- In a remapped T, just set the equivalent of the tool-prepare pin, but not wait for tool-prepared here.
- In the corresponding remapped M6, wait for the tool-prepared at the very beginning of the O-word procedure.
Again, the iocontrol tool-prepare/tool-prepared pins would be unused and replaced by motion.* pins, so those would pins must be looped:
# loop prepare signals when remapping T net tool-prep-loop iocontrol.0.tool-prepare iocontrol.0.tool-prepared
So, here’s the setup for a remapped T:
REMAP=T prolog=prepare_prolog epilog=prepare_epilog ngc=preparedef prepare_prolog(self,**words): try: cblock = self.blocks[self.remap_level] if not cblock.t_flag: return "T requires a tool number" tool = cblock.t_number if tool: (status, pocket) = self.find_tool_pocket(tool) if status != INTERP_OK: return "T%d: pocket not found" % (tool) else: pocket = -1 # this is a T0 - tool unload # these variables will be visible in the ngc O-word sub # as #<tool> and #<pocket> local variables, and can be # modified there - the epilog will retrieve the changed # values self.params["tool"] = tool self.params["pocket"] = pocket return INTERP_OK except Exception, e: return "T%d/prepare_prolog: %s" % (int(words['t']), e)
The minimal ngc prepare procedure again looks like so:
o<prepare> sub ; returning a positive value to commit: o<prepare> endsub [1] m2
And the epilog:
def prepare_epilog(self, **words): try: if self.return_value > 0: self.selected_tool = int(self.params["tool"]) self.selected_pocket = int(self.params["pocket"]) emccanon.SELECT_TOOL(self.selected_tool) return INTERP_OK else: return "T%d: aborted (return code %.1f)" % (int(self.params["tool"]),self.return_value) except Exception, e: return "T%d/prepare_epilog: %s" % (tool,e)
The functions prepare_prolog and prepare_epilog are part of the standard glue provided by nc_files/remap_lib/python-stdglue/stdglue.py. This module is intended to cover most standard remapping situations in a common way.
5.8. Fehlerbehandlung: Umgang mit Abbrüchen
The built in tool change procedure has some precautions for dealing with a program abort, e.g., by hitting escape in AXIS during a change. Your remapped function has none of this, therefore some explicit cleanup might be needed if a remapped code is aborted. In particular, a remap procedure might establish modal settings which are undesirable to have active after an abort. For instance, if your remap procedure has motion codes (G0,G1,G38..) and the remap is aborted, then the last modal code will remain active. However, you very likely want to have any modal motion canceled when the remap is aborted.
The way to do this is by using the [RS274NGC]ON_ABORT_COMMAND feature. This INI option specifies a O-word procedure call which is executed if task for some reason aborts program execution. on_abort receives a single parameter indicating the cause for calling the abort procedure, which might be used for conditional cleanup.
Die Gründe sind in nml_intf/emc.hh definiert
EMC_ABORT_TASK_EXEC_ERROR = 1, EMC_ABORT_AUX_ESTOP = 2, EMC_ABORT_MOTION_OR_IO_RCS_ERROR = 3, EMC_ABORT_TASK_STATE_OFF = 4, EMC_ABORT_TASK_STATE_ESTOP_RESET = 5, EMC_ABORT_TASK_STATE_ESTOP = 6, EMC_ABORT_TASK_STATE_NOT_ON = 7, EMC_ABORT_TASK_ABORT = 8, EMC_ABORT_INTERPRETER_ERROR = 9, // interpreter failed during readahead EMC_ABORT_INTERPRETER_ERROR_MDI = 10, // interpreter failed during MDI execution EMC_ABORT_USER = 100 // user-defined abort codes start here
[RS274NGC] ON_ABORT_COMMAND=O <on_abort> call
Die vorgeschlagene on_abort-Prozedur würde folgendermaßen aussehen (passen Sie sie an Ihre Bedürfnisse an):
o<on_abort> sub G54 (Nullpunktverschiebungen werden auf den Standardwert gesetzt) G17 (XY-Ebene auswählen) G90 (absolut) G94 (Vorschubmodus: Einheiten/Minute) M48 (Vorschub- und Geschwindigkeits-Override einstellen) G40 (Fräserausgleich aus) M5 (Spindel aus) G80 (modale Bewegung aufheben) M9 (Nebel und Kühlmittel aus) o100 if [#1 eq 5] (machine on) o100 elseif [#1 eq 6] (machine off) o100 elseif [#1 eq 7] (estopped) o100 elseif [#1 eq 8] (msg, abort pressed) o100 else (DEBUG, error parameter is [#1]) o100 endif o<on_abort> endsub m2
|
Achtung
|
Never use an M2 in a O-word subroutine, including this one. It will cause hard-to-find errors. For instance, using an M2 in a subroutine will not end the subroutine properly and will leave the subroutine NGC file open, not your main program. |
Stellen Sie sicher, dass sich on_abort.ngc im Suchpfad des Interpreters befindet (empfohlener Ort: SUBROUTINE_PATH, um Ihr NC_FILES-Verzeichnis nicht mit internen Prozeduren zu überladen).
Statements in that procedure typically would assure that post-abort any state has been cleaned up, like HAL pins properly reset. For an example, see configs/sim/axis/remap/rack-toolchange.
Beachten Sie, dass das Beenden eines remapped Codes durch Rückgabe von INTERP_ERROR aus dem Epilog (siehe vorheriger Abschnitt) auch den Aufruf der Prozedur on_abort bewirkt.
5.9. Fehlerbehandlung: Fehlschlagen einer NGC-Prozedur mit neu zugeordnetem Code
Wenn Sie in Ihrer Handler-Prozedur feststellen, dass eine Fehlerbedingung aufgetreten ist, verwenden Sie nicht M2, um Ihren Handler zu beenden - siehe oben:
If displaying an operator error message and stopping the current program is good enough, use the (abort, `__<message>__)` feature to terminate the handler with an error message. Note that you can substitute numbered, named, INI and HAL parameters in the text like in this example (see also tests/interp/abort-hot-comment/test.ngc):
o100 if [..] (some error condition) (abort, Bad Things! p42=#42 q=#<q> INI=#<_ini[a]x> pin=#<_hal[component.pin]) o100 endif
|
Anmerkung
|
Die Erweiterung der INI- und HAL-Variablen ist optional und kann in der Datei INI deaktiviert werden. |
Wenn eine feiner abgestufte Wiederherstellungsmaßnahme erforderlich ist, verwenden Sie die im vorherigen Beispiel beschriebene Redewendung:
-
Define an epilog function, even if it is just to signal an error condition,
-
pass a negative value from the handler to signal the error,
-
inspect the return value in the epilog function,
-
take any recovery action needed,
-
return the error message string from the handler, which will set the interpreter error message and abort the program (pretty much like
abort, message=).
Diese Fehlermeldung wird in der Benutzeroberfläche angezeigt, und wenn INTERP_ERROR zurückgegeben wird, dann wird dieser Fehler wie jeder andere Laufzeitfehler behandelt.
Note that both (abort, <msg> ) and returning INTERP_ERROR from an epilog will cause any ON_ABORT handler to be called as well if defined (see previous section).
6. Umschlüsselung anderer bestehender Codes: S, M0, M1, M60
6.1. Automatic gear selection be remapping S (set spindle speed)
A potential use for a remapped S code would be automatic gear selection depending on speed. In the remap procedure one would test for the desired speed attainable given the current gear setting, and change gears appropriately if not.
6.2. Anpassen des Verhaltens von M0, M1, M60
A use case for remapping M0/M1 would be to customize the behavior of the existing code. For instance, it could be desirable to turn off the spindle, mist and flood during an M0 or M1 program pause, and turn these settings back on when the program is resumed.
For a complete example doing just that, see configs/sim/axis/remap/extend-builtins/, which adapts M1 as laid out above.
7. Creating new G-code cycles
A G-code cycle as used here is meant to behave as follows:
-
On first invocation, the associated words are collected and the G-code cycle is executed.
-
If subsequent lines just continue parameter words applicable to this code, but no new G-code, the previous G-code is re-executed with the parameters changed accordingly.
An example: Assume you have G84.3 defined as remapped G-code cycle with the following INI segment (see here for a detailed description of cycle_prolog and cycle_epilog):
[RS274NGC] # A cycle with an O-word procedure: G84.3 <X- Y- Z- Q- P-> REMAP=G84.3 argspec=xyzabcuvwpr prolog=cycle_prolog ngc=g843 epilog=cycle_epilog modalgroup=1
Ausführen der folgenden Zeilen:
g17 (1) g84.3 x1 y2 z3 r1 (2) x3 y4 p2 (3) x6 y7 z5 (4) G80
bewirkt Folgendes (beachten Sie, dass "R" klebrig ist und "Z" klebrig ist, da die Ebene "XY" ist):
-
g843.ngcwird mit den Worten x=1, y=2, z=3, r=1 aufgerufen -
g843.ngcwird mit den Worten x=3, y=4, z=3, p=2, r=1 aufgerufen -
g843.ngcwird mit den Worten x=6, y=7, z=3, r=1 aufgerufen -
Der
G84.3-Zyklus wird abgebrochen.
Besides creating new cycles, this provides an easy method for repackaging existing G-codes which do not behave as cycles. For instance, the G33.1 Rigid Tapping code does not behave as a cycle. With such a wrapper, a new code can be easily created which uses G33.1 but behaves as a cycle.
See configs/sim/axis/remap/cycle for a complete example of this feature. It contains two cycles, one with an NGC procedure like above, and a cycle example using just Python.
8. Embedded Python konfigurieren
Das Python-Plugin dient sowohl als Interpreter als auch als Task, wenn es so konfiguriert ist, und hat daher seinen eigenen Abschnitt PYTHON in der INI-Datei.
8.1. Python plugin : INI file configuration
-
[PYTHON] -
-
TOPLEVEL =<filename> -
Dateiname des anfänglichen Python-Skripts, das beim Starten ausgeführt wird. Dieses Skript ist für die Einrichtung der Paketnamensstruktur verantwortlich, siehe unten.
-
PATH_PREPEND =<directory> -
Dieses Verzeichnis dem
PYTHON_PATHvoranstellen. Eine sich wiederholende Gruppe. -
PATH_APPEND =<directory> -
Dieses Verzeichnis an
PYTHON_PATHanhängen. Eine sich wiederholende Gruppe. -
LOG_LEVEL =<integer> -
Log level of plugin-related actions. Increase this if you suspect problems. Can be very verbose.
-
RELOAD_ON_CHANGE =[0|1] -
Reload the TOPLEVEL script if the file was changed. Handy for debugging but currently incurs some runtime overhead. Turn this off for production configurations.
-
PYTHON_TASK =[0|1] -
Start the Python task plug in. Experimental. See xxx.
-
8.2. Executing Python statements from the interpreter
For ad-hoc execution of commands the Python hot comment has been added. Python output by default goes to stdout, so you need to start LinuxCNC from a terminal window to see results. Example for the MDI window:
;py,print(2*3)Note that the interpreter instance is available here as self, so you could also run:
;py,print(self.tool_table[0].toolno)The emcStatus structure is accessible, too:
;py,from emctask import *
;py,print(emcstat.io.aux.estop)9. Programming Embedded Python in the RS274NGC Interpreter
9.1. The Python plugin namespace
The namespace is expected to be laid out as follows:
-
oword -
Any callables in this module are candidates for Python O-word procedures. Note that the Python
owordmodule is checked before testing for a NGC procedure with the same name - in effect names inowordwill hide NGC files of the same basename. -
remap -
Python callables referenced in an argspec
prolog,epilogorpythonoption are expected to be found here. -
namedparams -
Python functions in this module extend or redefine the namespace of predefined named parameters, see adding predefined parameters.
-
task -
Hier werden aufgabenbezogene Abrufe erwartet.
9.2. Der Interpreter aus der Sicht von Python
The interpreter is an existing C++ class (Interp) defined in src/emc/rs274ngc. Conceptually all oword.<function> and remap.<function> Python calls are methods of this Interp class, although there is no explicit Python definition of this class (it is a Boost.Python wrapper instance) and hence receive the as the first parameter self which can be used to access internals.
9.3. Die Interpreterfunktionen __init__ und __delete__
If the TOPLEVEL module defines a function __init__, it will be called once the interpreter is fully configured (INI file read, and state synchronized with the world model).
Wenn das Modul TOPLEVEL eine Funktion __delete__ definiert, wird sie einmal aufgerufen, bevor der Interpreter heruntergefahren wird und nachdem die persistenten Parameter in der PARAMETER_FILE gespeichert worden sind.
Note_ at this time, the __delete__ handler does not work for interpreter instances created by importing the gcode module. If you need an equivalent functionality there (which is quite unlikely), please consider the Python atexit module.
# this would be defined in the TOPLEVEL module def __init__(self): # add any one-time initialization here if self.task: # this is the milltask instance of interp pass else: # this is a non-milltask instance of interp pass def __delete__(self): # add any cleanup/state saving actions here if self.task: # as above pass else: pass
This function may be used to initialize any Python-side attributes which might be needed later, for instance in remap or O-word functions, and save or restore state beyond what PARAMETER_FILE provides.
If there are setup or cleanup actions which are to happen only in the milltask Interpreter instance (as opposed to the interpreter instance which sits in the gcode Python module and serves preview/progress display purposes but nothing else), this can be tested for by evaluating self.task.
An example use of __init__ and __delete__ can be found in configs/sim/axis/remap/cycle/python/toplevel.py initialising attributes, needed to handle cycles in ncfiles/remap_lib/python-stdglue/stdglue.py (and imported into configs/sim/axis/remap/cycle/python/remap.py).
9.4. Calling conventions: NGC to Python
Python code is called from NGC in the following situations:
-
during normal program execution:
-
when an O-word call like
O<proc> callis executed and the nameoword.procis defined and callable -
when a comment like
;py,<Python statement>is executed - during execution of a remapped code: anyprolog=,python=andepilog=handlers.
-
Arguments:
-
self -
The interpreter instance.
-
*args -
The list of actual positional parameters. Since the number of actual parameters may vary, it is best to use this style of declaration:
# this would be defined in the oword module def mysub(self, *args): print("number of parameters passed:", len(args)) for a in args: print(a)
Just as NGC procedures may return values, so do O-word Python subroutines. They are expected to either return
-
no value (no
returnstatement or the valueNone), -
a float or int value,
-
a string, this means this is an error message, abort the program. Works like
(abort, msg).
Any other return value type will raise a Python exception.
In a calling NGC environment, the following predefined named parameters are available:
-
#<value> -
Value returned by the last procedure called. Initialized to 0.0 on startup. Exposed in Interp as
self.return_value(float). -
#<value_returned> -
Indicates the last procedure called did
returnorendsubwith an explicit value. 1.0 if true. Set to 0.0 on eachcall. Exposed in Interp wasself.value_returned(int).
Siehe auch tests/interp/value-returned für ein Beispiel.
Argumente sind:
-
self -
The interpreter instance.
-
words -
Keyword parameter dictionary. If an argspec was present, words are collected from the current block accordingly and passed in the dictionary for convenience (the words could as well be retrieved directly from the calling block, but this requires more knowledge of interpreter internals). If no argspec was passed, or only optional values were specified and none of these was present in the calling block, this dict is empty. Word names are converted to lowercase.
Beispielaufruf:
def minimal_prolog(self, **words): # in remap module print(len(words)," words passed") for w in words: print("%s: %s" % (w, words[w])) if words['p'] < 78: # NB: could raise an exception if p were optional return "failing miserably" return INTERP_OK
Rückgabewerte:
-
INTERP_OK -
Return this on success. You need to import this from
interpreter. - a message text
-
Returning a string from a handler means this is an error message, abort the program. Works like
(abort,<msg>).
Argumente sind:
-
self -
The interpreter instance.
-
words -
Keyword parameter dictionary. The same kwargs dictionary as prologs and epilogs (see above).
Das minimale python=-Funktionsbeispiel:
def useless(self, **words): # in remap module return INTERP_OK
Rückgabewerte:
-
INTERP_OK -
Return this on success
- a message text
-
Returning a string from a handler means this is an error message, abort the program. Works like
(abort,<msg>).
If the handler needs to execute a queuebuster operation (tool change, probe, HAL pin reading) then it is supposed to suspend execution with the following statement:
-
yield INTERP_EXECUTE_FINISH -
This signals
taskto stop read ahead, execute all queued operations, execute the queue-buster operation, synchronize interpreter state with machine state, and then signal the interpreter to continue. At this point the function is resumed at the statement following theyield ..statement.
Queue busters interrupt a procedure at the point where such an operation is called, hence the procedure needs to be restarted after the interpreter synch(). When this happens the procedure needs to know if it is restarted, and where to continue. The Python generator method is used to deal with procedure restart.
Dies zeigt die Fortsetzung des Anrufs mit einem einzigen Ausgangspunkt:
def read_pin(self,*args): # 5 Sekunden warten, bis Digital-Eingang 00 auf High geht emccanon.WAIT(0,1,2,5.0) # übergebe die Kontrolle nach der Ausführung des Queue Busters: yield INTERP_EXECUTE_FINISH # Post-sync()-Ausführung wird hier fortgesetzt: pin_status = emccanon.GET_EXTERNAL_DIGITAL_INPUT(0,0); print("pin status=",pin_status)
|
Warnung
|
The yield feature is fragile. The following restrictions apply to the usage of yield INTERP_EXECUTE_FINISH: |
-
Python-Code, der ein yield INTERP_EXECUTE_FINISH ausführt, muss Teil einer Remap-Prozedur sein. Yield funktioniert nicht in einer Python-O-word-Prozedur.
-
Eine Python-Remap-Subroutine, welche die Anweisung yield INTERP_EXECUTE_FINISH enthält, darf keinen Wert zurückgeben, wie dies bei normalen Python-Yield-Anweisungen der Fall ist.
-
Code following a yield may not recursively call the interpreter, like with
self.execute("<mdi command>"). This is an architectural restriction of the interpreter and is not fixable without a major redesign.
9.5. Aufrufkonventionen: Python zu NGC
NGC-Code wird von Python ausgeführt, wenn
-
die Methode
self.execute(<NGC-Code>[,<Zeilennummer>])ausgeführt wird, oder -
during execution of a remapped code, if a
prolog=function is defined, the NGC procedure given inngc=is executed immediately thereafter.
The prolog handler does not call the handler, but it prepares its call environment, for instance by setting up predefined local parameters.
Conceptually a prolog and an epilog execute at the same call level like the O-word procedure, that is after the subroutine call is set up, and before the subroutine endsub or return.
This means that any local variable created in a prolog will be a local variable in the O-word procedure, and any local variables created in the O-word procedure are still accessible when the epilog executes.
The self.params array handles reading and setting numbered and named parameters. If a named parameter begins with _ (underscore), it is assumed to be a global parameter; if not, it is local to the calling procedure. Also, numbered parameters in the range 1..30 are treated like local variables; their original values are restored on return/endsub from an O-word procedure.
Here is an example remapped code demonstrating insertion and extraction of parameters into/from the O-word procedure:
REMAP=m300 prolog=insert_param ngc=testparam epilog=retrieve_param modalgroup=10def insert_param(self, **words): # in the remap module print("insert_param call level=",self.call_level) self.params["myname"] = 123 self.params[1] = 345 self.params[2] = 678 return INTERP_OK def retrieve_param(self, **words): print("retrieve_param call level=",self.call_level) print("#1=", self.params[1]) print("#2=", self.params[2]) try: print("result=", self.params["result"]) except Exception,e: return "testparam forgot to assign #<result>" return INTERP_OK
o<testparam> sub (debug, call_level=#<_call_level> myname=#<myname>) ; try commenting out the next line and run again #<result> = [#<myname> * 3] #1 = [#1 * 5] #2 = [#2 * 3] o<testparam> endsub m2
self.params() returns a list of all variable names currently defined. Since myname is local, it goes away after the epilog finishes.
You can recursively call the interpreter from Python code as follows:
self.execute(<NGC code>[,<line number>])Beispiele:
self.execute("G1 X%f Y%f" % (x,y)) self.execute("O <myprocedure> call", currentline)
You might want to test for the return value being < INTERP_MIN_ERROR. If you are using lots of execute() statements, it is probably easier to trap InterpreterException as shown below.
CAUTION:
The parameter insertion/retrieval method described in the previous section does not work in this case. It is good enough for just
-
executing simple NGC commands or a procedure call and
-
advanced introspection into the procedure, and
-
Die Übergabe von lokalen benannten Parametern ist nicht erforderlich.
The recursive call feature is fragile.
if interpreter.throw_exceptions is nonzero (default 1), and self.execute() returns an error, the exception InterpreterException is raised. InterpreterException has the following attributes:
-
Zeilennummer -
wo der Fehler aufgetreten ist
-
zeilen_text -
die NGC-Anweisung, die den Fehler verursacht
-
Fehlermeldung -
die Fehlermeldung des Interpreters
Fehler können auf die folgende Python-Weise abgefangen werden:
import interpreter interpreter.throw_exceptions = 1 ... try: self.execute("G3456") # raise InterpreterException except InterpreterException,e: msg = "%d: '%s' - %s" % (e.line_number,e.line_text, e.error_message) return msg # ersetzt regulär ausgegebene Fehlermeldung
The canon layer is practically all free functions. Example:
import emccanon def example(self,*args): .... emccanon.STRAIGHT_TRAVERSE(line,x0,y0,z0,0,0,0,0,0,0) emccanon.STRAIGHT_FEED(line,x1,y1,z1,0,0,0,0,0,0) ... return INTERP_OK
The actual canon functions are declared in src/emc/nml_intf/canon.hh and implemented in src/emc/task/emccanon.cc. The implementation of the Python functions can be found in src/emc/rs274ncg/canonmodule.cc.
9.6. Eingebaute Module
Die folgenden Module sind bereits integriert:
-
interpreter -
Exposes internals of the Interp class. See
src/emc/rs274ngc/interpmodule.cc, and thetests/remap/introspectregression test. -
emccanon -
Exposes most calls of
src/emc/task/emccanon.cc. -
emctask -
Exposes the
emcStatusclass instance. Seesrc/emc/task/taskmodule.cc. Not present when using thegcodemodule used for user interfaces - only present in the milltask instance of the interpreter.
10. Hinzufügen vordefinierter benannter Parameter
The interpreter comes with a set of predefined named parameters for accessing internal state from the NGC language level. These parameters are read-only and global, and hence cannot be assigned to.
Additional parameters may be added by defining a function in the namedparams module. The name of the function defines the name of the new predefined named parameter, which now can be referenced in arbitrary expressions.
Um einen benannten Parameter hinzuzufügen oder neu zu definieren:
-
Add a
namedparamsmodule so it can be found by the interpreter, -
define new parameters by functions (see below). These functions receive
self(the interpreter instance) as parameter and so can access arbitrary state. Arbitrary Python capabilities can be used to return a value. -
Import that module from the
TOPLEVELscript.
# namedparams.py # trivial example def _pi(self): return 3.1415926535
#<Umfang> = [2 * #<Radius> * #<_pi>]
Functions in namedparams.py are expected to return a float or int value. If a string is returned, this sets the interpreter error message and aborts execution.
Es werden nur Funktionen mit führendem Unterstrich als Parameter hinzugefügt, da dies die RS274NGC-Konvention für Globals ist.
It is possible to redefine an existing predefined parameter by adding a Python function of the same name to the namedparams module. In this case, a warning is generated during startup.
While the above example isn’t terribly useful, note that pretty much all of the interpreter internal state is accessible from Python, so arbitrary predicates may be defined this way. For a slightly more advanced example, see tests/remap/predefined-named-params.
11. Standardmäßige Glue (Programmierer-Slang für verbindende)-Routinen
Since many remapping tasks are very similar, I’ve started collecting working prolog and epilog routines in a single Python module. These can currently be found in ncfiles/remap_lib/python-stdglue/stdglue.py and provide the following routines:
11.1. T: prepare_prolog and prepare_epilog
These wrap a NGC procedure for Tx Tool Prepare.
prepare_prologDie folgenden Parameter werden für das NGC-Verfahren sichtbar gemacht:
-
#<tool>- der Parameter desT-Wortes -
#<pocket>- die entsprechende Tasche
Wenn die Werkzeugnummer Null angefordert wird (d.h. Werkzeug entladen), wird die entsprechende Tasche als -1 übergeben.
Es ist ein Fehler, wenn:
-
No tool number is given as T parameter,
-
das Werkzeug nicht in der Werkzeugtabelle gefunden werden kann.
Note that unless you set the [EMCIO] RANDOM_TOOLCHANGER=1 parameter, tool and pocket number are identical, and the pocket number from the tool table is ignored. This is currently a restriction.
prepare_epilog-
The NGC procedure is expected to return a positive value, otherwise an error message containing the return value is given and the interpreter aborts.
-
In case the NGC procedure executed the T command (which then refers to the built in T behavior), no further action is taken. This can be used for instance to minimally adjust the built in behavior be preceding or following it with some other statements.
-
Otherwise, the
#<tool>and#<pocket>parameters are extracted from the subroutine’s parameter space. This means that the NGC procedure could change these values, and the epilog takes the changed values in account. -
Then, the Canon command
SELECT_TOOL(#<tool>)is executed.
11.2. M6: change_prolog and change_epilog
Diese schließen ein NGC-Verfahren für den M6-Werkzeugwechsel ein.
change_prolog-
Die folgenden drei Schritte sind nur anwendbar, wenn die Komponente "iocontrol-v2" verwendet wird:
-
Wenn der Parameter 5600 (Fehleranzeige) größer als Null ist, deutet dies auf einen Fehler des Werkzeugwechslers hin, der wie folgt behandelt wird:
-
Wenn der Parameter 5601 (Fehlercode) negativ ist, deutet dies auf einen schwerwiegenden Fehler hin und der Prolog bricht mit einer Fehlermeldung ab.
-
if parameter 5601 (error code) is greater equal zero, this indicates a soft fault. An informational message is displayed and the prolog continues.
-
-
Wenn es keinen vorhergehenden T-Befehl gab, der die Auswahl einer Tasche zur Folge hatte, bricht der Prolog mit einer Fehlermeldung ab.
-
Wenn die Fräserradiuskompensation eingeschaltet ist, bricht der Prolog mit einer Fehlermeldung ab.
Anschließend werden die folgenden Parameter in das NGC-Verfahren exportiert:
-
#<tool_in_spindle>: die Werkzeugnummer des aktuell geladenen Werkzeugs -
#<selected_tool>: die Nummer des ausgewählten Werkzeugs -
#<selected_pocket>: der Index der Werkzeugdaten des ausgewählten Werkzeugs
-
The NGC procedure is expected to return a positive value, otherwise an error message containing the return value is given and the interpreter aborts.
-
Ist der Parameter 5600 (Fehlerindikator) größer als Null, deutet dies auf einen Werkzeugwechslerfehler hin, der wie folgt behandelt wird (nur "iocontrol-v2"):
-
If parameter 5601 (error code) is negative, this indicates a hard fault and the epilog aborts with an error message.
-
If parameter 5601 (error code) is greater equal zero, this indicates a soft fault. An informational message is displayed and the epilog continues.
-
-
In case the NGC procedure executed the M6 command (which then refers to the built in M6 behavior), no further action is taken. This can be used for instance to minimally adjust the built in behavior be preceding or following it with some other statements.
-
Otherwise, the
#<selected_pocket>parameter is extracted from the subroutine’s parameter space, and used to set the interpreter’scurrent_pocketvariable. Again, the procedure could change this value, and the epilog takes the changed value in account. -
Then, the Canon command
CHANGE_TOOL(#<selected_pocket>)is executed. -
Die neuen Werkzeugparameter (Versatz, Durchmesser usw.) werden eingestellt.
11.3. G-Code-Zyklen: cycle_prolog und cycle_epilog
These wrap a NGC procedure so it can act as a cycle, meaning the motion code is retained after finishing execution. If the next line just contains parameter words (e.g. new X,Y values), the code is executed again with the new parameter words merged into the set of the parameters given in the first invocation.
These routines are designed to work in conjunction with an argspec=<words> parameter. While this is easy to use, in a realistic scenario you would avoid argspec and do a more thorough investigation of the block manually in order to give better error messages.
Der Vorschlag für argspec lautet wie folgt:
REMAP=G<somecode> argspec=xyzabcuvwqplr prolog=cycle_prolog ngc=<ngc procedure> epilog=cycle_epilog modalgroup=1
This will permit cycle_prolog to determine the compatibility of any axis words give in the block, see below.
cycle_prolog-
Ermitteln Sie, ob die vom aktuellen Block übergebenen Wörter die unter Canned Cycle Errors genannten Bedingungen erfüllen.
-
Export the axis words as
<x>,#<y>etc; fail if axis words from different groups (XYZ) (UVW) are used together, or any of (ABC) is given. -
Export L- as
#<l>; default to 1 if not given. -
Export P- as
#<p>; fail if p less than 0. -
Export R- as
#<r>; fail if r not given, or less equal 0 if given. -
Fail if feed rate is zero, or inverse time feed or cutter compensation is on.
-
-
Feststellen, ob dies der erste Aufruf eines Zyklus-G-Codes ist, falls ja:
-
Add the words passed in (as per argspec) into a set of sticky parameters, which is retained across several invocations.
-
-
If not (a continuation line with new parameters) then
-
merge the words passed in into the existing set of sticky parameters.
-
-
Exportieren Sie den Satz der Sticky-Parameter in das NGC-Verfahren.
cycle_epilog-
Determine if the current code was in fact a cycle, if so, then
-
retain the current motion mode so a continuation line without a motion code will execute the same motion code.
-
11.4. S (Set Speed) : setspeed_prolog and setspeed_epilog
TBD
11.5. F (Set Feed) : setfeed_prolog and setfeed_epilog
TBD
11.6. M61 Set tool number : settool_prolog and settool_epilog
TBD
12. Remapped code execution
12.1. NGC procedure call environment during remaps
Normally, an O-word procedure is called with positional parameters. This scheme is very limiting in particular in the presence of optional parameters. Therefore, the calling convention has been extended to use something remotely similar to the Python keyword arguments model.
See LINKTO G-code/main Subroutines: sub, endsub, return, call.
12.2. Nested remapped codes
Remapped codes may be nested just like procedure calls - that is, a remapped code whose NGC procedure refers to some other remapped code will execute properly.
The maximum nesting level remaps is currently 10.
12.3. Sequence number during remaps
Sequence numbers are propagated and restored like with O-word calls. See tests/remap/nested-remaps/word for the regression test, which shows sequence number tracking during nested remaps three levels deep.
12.4. Debugging-Flags
Die folgenden Flags sind für das Mapping und die Ausführung in Python relevant:
|
|
traces execution of O-word subroutines |
|
|
traces execution of remap-related code |
|
|
calls to the Python plug in |
|
|
trace named parameter access |
|
|
trace the task Python plug in |
|
|
user-defined - not interpreted by LinuxCNC |
|
|
user-defined - not interpreted by LinuxCNC |
or these flags into the [EMC]DEBUG variable as needed. For a current list of debug flags see src/emc/nml_intf/debugflags.h.
12.5. Fehlersuche in eingebettetem Python-Code
Debugging of embedded Python code is harder than debugging normal Python scripts, and only a limited supply of debuggers exists. A working open-source based solution is to use the Eclipse IDE, and the PydDev Eclipse plug in and its remote debugging feature.
Um diesen Ansatz zu verwenden:
-
Installieren Sie Eclipse über das Ubuntu Software Center (wählen Sie die erste Option).
-
Install the PyDev plug in from the Pydev Update Site.
-
Setup the LinuxCNC source tree as an Eclipse project.
-
Start the Pydev Debug Server in Eclipse.
-
Make sure the embedded Python code can find the
pydevd.pymodule which comes with that plug in - it is buried somewhere deep under the Eclipse install directory. Set the thepydevdvariable inutil.pyto reflect this directory location. -
Add
import pydevdto your Python module - see exampleutil.pyandremap.py. -
Call
pydevd.settrace()in your module at some point to connect to the Eclipse Python debug server - here you can set breakpoints in your code, inspect variables, step etc. as usual.
|
Achtung
|
pydevd.settrace() will block execution if Eclipse and the Pydev debug server have not been started. |
To cover the last two steps: the o<pydevd> procedure helps to get into the debugger from MDI mode. See also the call_pydevd function in util.py and its usage in remap.involute to set a breakpoint.
Here’s a screen-shot of Eclipse/PyDevd debugging the involute procedure from above:
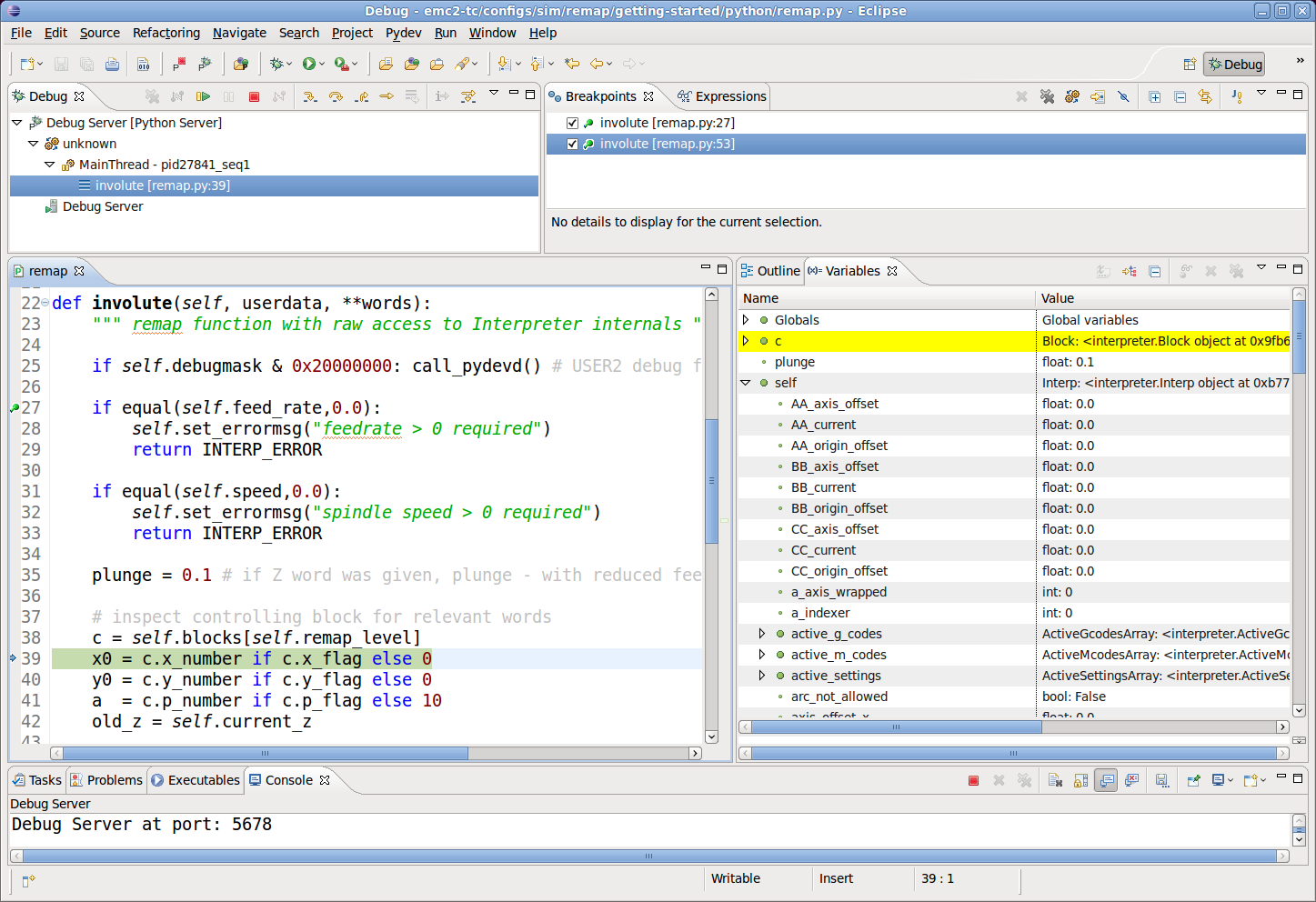
See the Python code in configs/sim/axis/remap/getting-started/python for details.
13. Axis Preview and Remapped code execution
For complete preview of a remapped code’s tool path some precautions need to be taken. To understand what is going on, let’s review the preview and execution process (this covers the AXIS case, but others are similar):
First, note that there are two independent interpreter instances involved:
-
One instance in the milltask program, which executes a program when you hit the Start button, and actually makes the machine move.
-
A second instance in the user interface whose primary purpose is to generate the tool path preview. This one executes a program once it is loaded, but it doesn’t actually cause machine movements.
Now assume that your remap procedure contains a G38 probe operation, for example as part of a tool change with automatic tool length touch off. If the probe fails, that would clearly be an error, so you’d display a message and abort the program.
Now, what about preview of this procedure? At preview time, of course it is not known whether the probe succeeds or fails - but you would likely want to see what the maximum depth of the probe is, and assume it succeeds and continues execution to preview further movements. Also, there is no point in displaying a probe failed message and aborting during preview.
The way to address this issue is to test in your procedure whether it executes in preview or execution mode. This can be checked for by testing the #<_task> predefined named parameter - it will be 1 during actual execution and 0 during preview. See configs/sim/axis/remap/manual-toolchange-with-tool-length-switch/nc_subroutines/manual_change.ngc for a complete usage example.
Within Embedded Python, the task instance can be checked for by testing self.task - this will be 1 in the milltask instance, and 0 in the preview instance(s).
14. Remappable Codes
14.1. Existing codes which can be remapped
The current set of existing codes open to redefinition is:
-
Tx (Prepare)
-
M6 (Change tool)
-
M61 (Set tool number)
-
M0 (pause a running program temporarily)
-
M1 (pause a running program temporarily if the optional stop switch is on)
-
M60 (exchange pallet shuttles and then pause a running program temporarily)
-
S (set spindle speed)
-
F (set feed)
Note that the use of M61 currently requires the use of iocontrol-v2.
14.2. Currently unallocated G-codes:
Currently unallocated G-codes (for remapping) must be selected from the blank areas of the following tables. All the listed G-codes are already defined in the current implementation of LinuxCNC and may not be used to remap new G-codes. (Developers who add new G-codes to LinuxCNC are encouraged to also add their new G-codes to these tables.)
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
00 |
|
|||||||||
01 |
|
|||||||||
02 |
|
|||||||||
03 |
|
|||||||||
04 |
|
|||||||||
05 |
|
|
|
|
||||||
06 |
||||||||||
07 |
|
|||||||||
08 |
|
|||||||||
09 |
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
10 |
|
|||||||||
11 |
||||||||||
12 |
||||||||||
13 |
||||||||||
14 |
||||||||||
15 |
||||||||||
16 |
||||||||||
17 |
|
|
||||||||
18 |
|
|
||||||||
19 |
|
|
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
20 |
|
|||||||||
21 |
|
|||||||||
22 |
||||||||||
23 |
||||||||||
24 |
||||||||||
25 |
||||||||||
26 |
||||||||||
27 |
||||||||||
28 |
|
|
||||||||
29 |
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
30 |
|
|
||||||||
31 |
||||||||||
32 |
||||||||||
33 |
|
|
||||||||
34 |
||||||||||
35 |
||||||||||
36 |
||||||||||
37 |
||||||||||
38 |
||||||||||
39 |
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
40 |
|
|||||||||
41 |
|
|
||||||||
42 |
|
|
||||||||
43 |
|
|
||||||||
44 |
||||||||||
45 |
||||||||||
46 |
||||||||||
47 |
||||||||||
48 |
||||||||||
49 |
|
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
50 |
||||||||||
51 |
||||||||||
52 |
||||||||||
53 |
|
|||||||||
54 |
|
|||||||||
55 |
|
|||||||||
56 |
|
|||||||||
57 |
|
|||||||||
58 |
|
|||||||||
59 |
|
|
|
|
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
60 |
|
|||||||||
61 |
|
|
||||||||
62 |
||||||||||
63 |
||||||||||
64 |
|
|||||||||
65 |
||||||||||
66 |
||||||||||
67 |
||||||||||
68 |
||||||||||
69 |
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
70 |
|
|||||||||
71 |
|
|
|
|||||||
72 |
|
|
|
|||||||
73 |
||||||||||
74 |
||||||||||
75 |
||||||||||
76 |
|
|||||||||
77 |
||||||||||
78 |
||||||||||
79 |
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
80 |
|
|||||||||
81 |
|
|||||||||
82 |
|
|||||||||
83 |
|
|||||||||
84 |
|
|||||||||
85 |
|
|||||||||
86 |
|
|||||||||
87 |
|
|||||||||
88 |
|
|||||||||
89 |
|
| # | Gxx | Gxx.1 | Gxx.2 | Gxx.3 | Gxx.4 | Gxx.5 | Gxx.6 | Gxx.7 | Gxx.8 | Gxx.9 |
|---|---|---|---|---|---|---|---|---|---|---|
90 |
|
|
||||||||
91 |
|
|
||||||||
92 |
|
|
|
|
||||||
93 |
|
|||||||||
94 |
|
|||||||||
95 |
|
|||||||||
96 |
|
|||||||||
97 |
|
|||||||||
98 |
|
|||||||||
99 |
|
14.3. Derzeit nicht zugewiesene M-Codes:
These M-codes are currently undefined in the current implementation of LinuxCNC and may be used to define new M-codes. (Developers who define new M-codes in LinuxCNC are encouraged to remove them from this table.)
| # | Mx0 | Mx1 | Mx2 | Mx3 | Mx4 | Mx5 | Mx6 | Mx7 | Mx8 | Mx9 |
|---|---|---|---|---|---|---|---|---|---|---|
00-09 |
||||||||||
10-19 |
|
|
|
|
|
|
|
|
|
|
20-29 |
|
|
|
|
|
|
|
|
|
|
30-39 |
|
|
|
|
|
|
|
|
|
|
40-49 |
|
|
|
|
|
|
|
|
||
50-59 |
|
|
|
|
|
|
||||
60-69 |
||||||||||
70-79 |
|
|
|
|
|
|
||||
80-89 |
|
|
|
|
|
|
|
|
|
|
90-99 |
|
|
|
|
|
|
|
|
|
|
Alle M-Codes von M100 bis M199 sind bereits benutzerdefinierte M-Codes, die nicht neu zugeordnet werden sollten.
Alle M-Codes von M200 bis M999 sind für die Neuzuordnung verfügbar.
14.4. Vorauslesezeit und Ausführungszeit
FIXME Füge fehlende Informationen hinzu
14.5. Plugin/Pickle-Hack
FIXME Füge fehlende Informationen hinzu
14.6. Modul, Methoden, Klassen, usw. Referenz
FIXME Füge fehlende Informationen hinzu
15. Einführung: Erweiterung der Task-Ausführung
FIXME Füge fehlende Informationen hinzu
15.1. Warum sollten Sie die Task-Ausführung ändern wollen?
FIXME Füge fehlende Informationen hinzu
15.2. Ein Diagramm: task, interp, iocontrol, UI (??)
FIXME Füge fehlende Informationen hinzu
16. Modelle der Aufgaben (engl. task) -Ausführung
FIXME Füge fehlende Informationen hinzu
16.1. Traditionelle Ausführung von iocontrol/iocontrolv2
FIXME Füge fehlende Informationen hinzu
16.2. IO-Verfahren neu definieren
FIXME Füge fehlende Informationen hinzu
16.3. Python-Prozeduren zur Ausführungszeit
FIXME Füge fehlende Informationen hinzu
17. Eine kurze Übersicht über die LinuxCNC-Programmausführung
Um die Neuzuordnung von Codes zu verstehen, könnte es hilfreich sein, sich einen Überblick über die Ausführung von task und Interpreter zu verschaffen, soweit sie mit der Neuzuordnung zusammenhängt.
17.1. Zustand des Interpreters
Konzeptionell besteht der Zustand des Interpreters aus Variablen, die in die folgenden Kategorien fallen:
-
Konfigurations-Informationen (typischerweise aus der INI-Datei)
-
Das "Weltmodell" - eine Darstellung des aktuellen Maschinenzustands
-
Modal state and settings - refers to state which is carried over between executing individual NGC codes - for instance, once the spindle is turned on and the speed is set, it remains at this setting until turned off. The same goes for many codes, like feed, units, motion modes (feed or rapid) and so forth.
-
Interpreter execution state - Holds information about the block currently executed, whether we are in a subroutine, interpreter variables, etc. . Most of this state is aggregated in a - fairly unsystematic -
structure _setup(see interp_internals.hh).
17.2. Task and Interpreter interaction, Queuing and Read-Ahead
The task part of LinuxCNC is responsible for coordinating actual machine commands - movement, HAL interactions and so forth. It does not by itself handle the RS274NGC language. To do so, task calls upon the interpreter to parse and execute the next command - either from MDI or the current file.
The interpreter execution generates canonical machine operations, which actually move something. These are, however, not immediately executed but put on a queue. The actual execution of these codes happens in the task part of LinuxCNC: canon commands are pulled off that interpreter queue, and executed resulting in actual machine movements.
This means that typically the interpreter is far ahead of the actual execution of commands - the parsing of the program might well be finished before any noticeable movement starts. This behavior is called read-ahead.
17.3. Predicting the machine position
To compute canonical machine operations in advance during read ahead, the interpreter must be able to predict the machine position after each line of G-code, and that is not always possible.
Let’s look at a simple example program which does relative moves (G91), and assume the machine starts at x=0,y=0,z=0. Relative moves imply that the outcome of the next move relies on the position of the previous one:
N10 G91 N20 G0 X10 Y-5 Z20 N30 G1 Y20 Z-5 N40 G0 Z30 N50 M2
Here the interpreter can clearly predict machine positions for each line:
After N20: x=10 y=-5 z=20; after N30: x=10 y=15 z=15; after N40: x=10 y=15 z=45 and so can parse the whole program and generate canonical operations well in advance.
17.4. Queue-busters break position prediction
However, complete read ahead is only possible when the interpreter can predict the position impact for every line in the program in advance. Let’s look at a modified example:
N10 G91 N20 G0 X10 Y-5 Z20 N30 G38.3 Z-10 N40 O100 if [#5070 EQ 0] N50 G1 Y20 Z-5 N60 O100 else N70 G0 Z30 N80 O100 endif N90 G1 Z10 N95 M2
To pre-compute the move in N90, the interpreter would need to know where the machine is after line N80 - and that depends on whether the probe command succeeded or not, which is not known until it is actually executed.
So, some operations are incompatible with further read-ahead. These are called queue busters, and they are:
-
Reading a HAL pin’s value with M66: value of HAL pin not predictable.
-
Loading a new tool with M6: tool geometry not predictable.
-
Executing a probe with G38.n: final position and success/failure not predictable.
17.5. How queue-busters are dealt with
Whenever the interpreter encounters a queue-buster, it needs to stop read ahead and wait until the relevant result is available. The way this works is:
-
When such a code is encountered, the interpreter returns a special return code to
task(INTERP_EXECUTE_FINISH). -
This return code signals to
taskto stop read ahead for now, execute all queued canonical commands built up so far (including the last one, which is the queue buster), and then synchronize the interpreter state with the world model. Technically, this means updating internal variables to reflect HAL pin values, reload tool geometries after an M6, and convey results of a probe. -
The interpreter’s synch() method is called by
taskand does just that - read all the world model actual values which are relevant for further execution. -
At this point,
taskgoes ahead and calls the interpreter for more read ahead - until either the program ends or another queue-buster is encountered.
17.6. Word order and execution order
Ein oder mehrere "Wörter" können in einem NGC-"Block" vorhanden sein, wenn sie kompatibel sind (einige schließen sich gegenseitig aus und müssen in verschiedenen Zeilen stehen). Das Ausführungsmodell schreibt jedoch eine strenge Reihenfolge der Ausführung von Codes vor, unabhängig von ihrem Auftreten in der Quellzeile (G-code Ausführungs-Reihenfolge).
17.7. Parsen (engl. parsing, für die Interpretation des Quellcodes)
Once a line is read (in either MDI mode, or from the current NGC file), it is parsed and flags and parameters are set in a struct block (struct _setup, member block1). This struct holds all information about the current source line, but independent of different ordering of codes on the current line: As long as several codes are compatible, any source ordering will result in the same variables set in the struct block. Right after parsing, all codes on a block are checked for compatibility.
17.8. Ausführung
Nach erfolgreichem Parsen wird der Block mit execute_block() ausgeführt, wobei die verschiedenen Elemente in der Reihenfolge ihrer Ausführung behandelt werden.
If a "queue buster" is found, a corresponding flag is set in the interpreter state (toolchange_flag, input_flag, probe_flag) and the interpreter returns an INTERP_EXECUTE_FINISH return value, signaling stop readahead for now, and resynch to the caller (task). If no queue busters are found after all items are executed, INTERP_OK is returned, signalling that read-ahead may continue.
When read ahead continues after the synch, task starts executing interpreter read() operations again. During the next read operation, the above mentioned flags are checked and corresponding variables are set (because the a synch() was just executed, the values are now current). This means that the next command already executes in the properly set variable context.
17.9. Prozedurausführung
O-word procedures complicate handling of queue busters a bit. A queue buster might be found somewhere in a nested procedure, resulting in a semi-finished procedure call when INTERP_EXECUTE_FINISH is returned. Task makes sure to synchronize the world model, and continue parsing and execution as long as there is still a procedure executing (call_level > 0).
17.10. Wie der Werkzeugwechsel derzeit funktioniert
The actions happening in LinuxCNC are a bit involved, but it is necessary to get the overall idea what currently happens, before you set out to adapt those workings to your own needs.
Note that remapping an existing code completely disables all internal processing for that code. That means that beyond your desired behavior (probably described through an NGC O-word or Python procedure), you need to replicate those internal actions of the interpreter, which together result in a complete replacement of the existing code. The prolog and epilog code is the place to do this.
Mehrere Prozesse sind an Werkzeuginformationen "interessiert": task und sein Interpreter, sowie die Benutzeroberfläche. Außerdem der halui-Prozess.
Tool information is held in the emcStatus structure, which is shared by all parties. One of its fields is the toolTable array, which holds the description as loaded from the tool table file (tool number, diameter, frontangle, backangle and orientation for lathe, tool offset information).
The authoritative source and only process actually setting tool information in this structure is the iocontrol process. All others processes just consult this structure. The interpreter holds actually a local copy of the tool table.
For the curious, the current emcStatus structure can be accessed by Python statements. The interpreter’s perception of the tool currently loaded for instance is accessed by:
;py,from interpreter import *
;py,print(this.tool_table[0])Um Felder in der globalen emcStatus-Struktur zu sehen, versuchen Sie dies:
;py,from emctask import *
;py,print(emcstat.io.tool.pocketPrepped)
;py,print(emcstat.io.tool.toolInSpindle)
;py,print(emcstat.io.tool.toolTable[0])Sie müssen LinuxCNC von einem Terminal-Fenster aus gestartet haben, um die Ergebnisse zu sehen.
17.11. How Tx (Prepare Tool) works
Tx commandDer Interpreter wertet lediglich den Parameter toolnumber aus, sucht den entsprechenden tooldata-Index, speichert ihn für später in der Variablen selected_pocket und stellt einen Kanon-Befehl (SELECT_TOOL) in die Warteschlange. Siehe Interp::convert_tool_select in src/emc/rs274/interp_execute.cc.
Wenn task dazu kommt, ein SELECT_TOOL zu bearbeiten, sendet es eine EMC_TOOL_PREPARE Nachricht an den iocontrol Prozess, der die meisten werkzeugbezogenen Aktionen in LinuxCNC bearbeitet.
In der derzeitigen Implementierung wartet task tatsächlich darauf, dass iocontrol die Positionierung des Wechslers abschließt, was m.E. nicht notwendig ist, da es die Idee zunichte macht, dass die Vorbereitung des Wechslers und die Ausführung des Codes parallel laufen können.
Wenn iocontrol den Befehl "Select Pocket" sieht, führt es das entsprechende HAL-Pin-Wackeln aus - es setzt den "tool-prep-number"-Pin, um anzuzeigen, welches Werkzeug als nächstes an der Reihe ist, hebt den "tool-prepare"-Pin an und wartet darauf, dass der "tool-prepared"-Pin auf High geht.
When the changer responds by asserting "tool-prepared", it considers the prepare phase to be completed and signals task to continue. Again, this wait is not strictly necessary IMO.
TxSee the Python functions prepare_prolog and prepare_epilog in nc_files/remap_lib/python-stdglue/stdglue.py.
17.12. How M6 (Change tool) works
You need to understand this fully before you can adapt it. It is very relevant to writing a prolog and epilog handler for a remapped M6. Remapping an existing codes means you disable the internal steps taken normally, and replicate them as far as needed for your own purposes.
Auch wenn Sie mit C nicht vertraut sind, empfehle ich Ihnen, sich den Code von "Interp::convert_tool_change" in "src/emc/rs274/interp_convert.cc" anzusehen.
Wenn der Interpreter ein M6 sieht, wird er:
-
checks whether a
Tcommand has already been executed (test settings->selected_pocket to be >= 0) and fail with Need tool prepared -Txx- for toolchange message if not. -
prüfen, ob die Fräserradiuskompensation aktiv ist, und meldet in diesem Fall "Werkzeugwechsel mit eingeschalteter Fräserradiuskompensation nicht möglich".
-
die Spindel anhalten, außer wenn die INI-Option "TOOL_CHANGE_WITH_SPINDLE_ON" gesetzt ist.
-
eine schnelle Z-Aufwärtsbewegung erzeugen, wenn die INI-Option "TOOL_CHANGE_QUILL_UP" gesetzt ist.
-
if TOOL_CHANGE_AT_G30 was set:
-
Indexer A, B und C verschieben wenn durchführbar
-
eine schnelle Bewegung zur G30-Position erzeugen
-
-
execute a CHANGE_TOOL canon command, with the selected pocket as a parameter. CHANGE_TOOL will:
-
eine schnelle Bewegung zur TOOL_CHANGE_POSITION erzeugen, wenn dies in der INI eingestellt ist
-
eine EMC_TOOL_LOAD-NML-Nachricht in die Warteschlange für
taskstellen.
-
-
set the numberer parameters 5400-5413 according to the new tool
-
signal to
taskto stop calling the interpreter for readahead by returning INTERP_EXECUTE_FINISH since M6 is a queue buster.
task tut, wenn es einen CHANGE_TOOL-Befehl siehtAuch hier nicht viel mehr, als die Kontrolle an iocontrol zu übergeben, indem man ihm eine EMC_TOOL_LOAD Nachricht sendet und zu warten, bis iocontrol sein Ding gemacht hat.
-
Es bestätigt den "Tool-Change"-Pin
-
Es wartet, bis der "Tool-changed"-Pin aktiv wird
-
wenn dies geschehen ist:
-
deassert "Werkzeugwechsel"
-
Setzen der Pins
tool-prep-numberundtool-prep-pocketauf Null -
die Funktion load_tool() mit der Tasche als Parameter ausführen.
-
Im letzten Schritt werden die Tooltable-Einträge in der emcStatus-Struktur gesetzt. Die tatsächlich durchgeführte Aktion hängt davon ab, ob die INI-Option RANDOM_TOOLCHANGER gesetzt wurde, aber am Ende des Prozesses spiegelt toolTable[0] das aktuell in der Spindel befindliche Werkzeug wider.
wenn dies geschehen ist:
-
iocontrolsignalisierttaskfortzufahren. -
taskweist den Interpreter an, eine synch()-Operation auszuführen, um zu sehen, was sich geändert hat. -
Der Interpreter synch() zieht alle benötigten Informationen aus dem Weltmodell, darunter auch die geänderte Werkzeugtabelle.
Von da an hat der Interpreter die vollständige Kenntnis des Weltmodells und liest weiter.
M6See the Python functions change_prolog and change_epilog in nc_files/remap_lib/python-stdglue/stdglue.py.
17.13. How M61 (Change tool number) works
M61 requires a non-negative `Q`parameter (tool number). If zero, this means unload tool, else set current tool number to Q.
M61An example Python redefinition for M61 can be found in the set_tool_number function in nc_files/remap_lib/python-stdglue/stdglue.py.
18. Status
-
The RELOAD_ON_CHANGE feature is fairly broken. Restart after changing a Python file.
-
M61 (remapped or not) is broken in
iocontroland requiresiocontrol-v2to actually work.
19. Changes
-
The method to return error messages and fail used to be self.set_errormsg(text) followed by return INTERP_ERROR. This has been replaced by merely returning a string from a Python handler or oword subroutine. This sets the error message and aborts the program. Previously there was no clean way to abort a Python O-word subroutine.
20. Debugging
In the [EMC] section of the INI file the DEBUG parameter can be changed to get various levels of debug messages when LinuxCNC is started from a terminal.
Debug level, 0 means no messages. See src/emc/nml_intf/debugflags.h for others
DEBUG = 0x00000002 # configuration
DEBUG = 0x7FFFDEFF # no interp,oword
DEBUG = 0x00008000 # py only
DEBUG = 0x0000E000 # py + remap + Oword
DEBUG = 0x0000C002 # py + remap + config
DEBUG = 0x0000C100 # py + remap + Interpreter
DEBUG = 0x0000C140 # py + remap + Interpreter + NML msgs
DEBUG = 0x0000C040 # py + remap + NML
DEBUG = 0x0003E100 # py + remap + Interpreter + oword + signals + namedparams
DEBUG = 0x10000000 # EMC_DEBUG_USER1 - trace statements
DEBUG = 0x20000000 # EMC_DEBUG_USER2 - trap into Python debugger
DEBUG = 0x10008000 # USER1, PYTHON
DEBUG = 0x30008000 # USER1,USER2, PYTHON # USER2 will cause involute to try to connect to pydev
DEBUG = 0x7FFFFFFF # All debug messages