
1. Einführung
In this chapter, we will try to demystify coordinate systems. It is a very important concept to understand the operation of a CNC machine, its configuration and its use.
Wir werden auch zeigen, dass es sehr interessant ist, einen Referenzpunkt auf dem Rohling oder dem Werkstück zu verwenden und das Programm von diesem Punkt aus arbeiten zu lassen, ohne zu berücksichtigen, wo das Werkstück auf dem Tisch liegt.
Dieses Kapitel führt Sie ein in die Beschreibung von Verschiebungen ein, wie sie von LinuxCNC verwendet werden. Je nach Kontext möchte man auch Versatz sagen, oder Kompensation oder aus dem Englischen eingedeutscht auch gern Offsets (buchstäblich: danebengesetzt) beibehalten. Dazu gehören:
-
Maschinenkoordinaten (G53)
-
Neun Koordinatensystem-Offsets (G54-G59.3)
-
Globale Offsets (G92) und lokale Offsets (G52)
2. Maschinenkoordinatensystem
Beim Start von LinuxCNC ist jeweilige Positionen der einzelnen Achsen auch der Ursprung der Maschine. Sobald eine Achse referenziert ist, wird der Maschinenursprung für diese Achse auf die referenzierte Position gesetzt. Der Maschinenursprung ist das Maschinenkoordinatensystem, auf dem alle anderen Koordinatensysteme basieren. Der G-Code G53 kann verwendet werden, um sich im Maschinenkoordinatensystem zu bewegen.
2.1. Maschinenkoordinaten bewegen sich: G53
Unabhängig von einem eventuell aktiven Offset weist ein G53 in einer Codezeile den Interpreter an, die angegebenen tatsächlichen Achsenpositionen (absolute Positionen) anzufahren. Zum Beispiel:
G53 G0 X0 Y0 Z0fährt von der aktuellen Position zu der Position, an der die Maschinenkoordinaten der drei Achsen auf Null stehen. Sie können diesen Befehl verwenden, wenn Sie eine feste Position für den Werkzeugwechsel haben oder wenn Ihre Maschine über einen automatischen Werkzeugwechsler verfügt. Sie können diesen Befehl auch verwenden, um den Arbeitsbereich zu räumen und auf das Werkstück im Schraubstock zuzugreifen.
G53 ist ein nicht modaler Befehl. Er muss in jedem Satz verwendet werden, in dem eine Bewegung im Maschinenkoordinatensystem gewünscht ist.
3. Koordinatensysteme
-
G54 - Koordinatensystem 1 verwenden
-
G55 - Koordinatensystem 2 verwenden
-
G56 - Koordinatensystem 3 verwenden
-
G57 - Koordinatensystem 4 verwenden
-
G58 - Koordinatensystem 5 verwenden
-
G59 - Koordinatensystem 6 verwenden
-
G59.1 - Koordinatensystem 7 verwenden
-
G59.2 - Koordinatensystem 8 verwenden
-
G59.3 - Koordinatensystem 9 verwenden
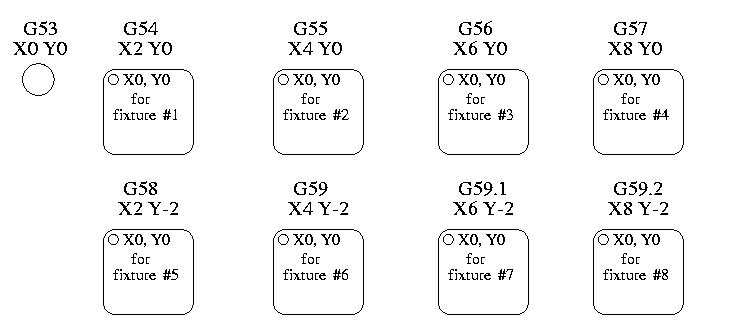
Koordinatensystem-Offsets werden verwendet, um das Koordinatensystem gegenüber dem Maschinenkoordinatensystem zu verschieben. Dadurch kann der G-Code für das Werkstück unabhängig von der Position des Werkstücks auf der Maschine programmiert werden. Die Verwendung von Koordinatensystem-Offsets würde es Ihnen ermöglichen, Teile an mehreren Stellen mit demselben G-Code zu bearbeiten.
Die Werte für die Offsets sind in der VAR-Datei, die von der INI-Datei während des Starts eines LinuxCNC angefordert wird gespeichert. Im folgenden Beispiel, das G55 verwendet, wird die Position jeder Achse für G55 Ursprung in einer nummerierten Variablen gespeichert.
Im VAR-Dateischema speichert die erste Variablennummer den X-Offset, die zweite den Y-Offset und so weiter für alle neun Achsen. Für jeden Offset des Koordinatensystems gibt es nummerierte Sätze dieser Art.
Jede der grafischen Oberflächen verfügt über eine Möglichkeit, Werte für diese Offsets festzulegen. Sie können diese Werte auch festlegen, indem Sie die VAR-Datei selbst bearbeiten und dann LinuxCNC neu starten, so dass die LinuxCNC die neuen Werte liest, dies jedoch nicht der empfohlene Weg ist. Die Verwendung von G10, G52, G92, G28.1 usw. sind bessere Möglichkeiten, die Variablen festzulegen. In unserem Beispiel bearbeiten wir die Datei direkt, sodass G55 die folgenden Werte annimmt:
| Achse | Variable | Wert |
|---|---|---|
X |
5241 |
2.000000 |
Y |
5242 |
1.000000 |
Z |
5243 |
-2.000000 |
A |
5244 |
0.000000 |
B |
5245 |
0.000000 |
C |
5246 |
0.000000 |
U |
5247 |
0.000000 |
V |
5248 |
0.000000 |
W |
5249 |
0.000000 |
Dies bedeutet, dass die Nullpositionen von G55 auf X = 2 Einheiten, Y = 1 Einheit und Z = -2 Einheiten von der absoluten Nullposition entfernt sind.
Sobald die Werte zugewiesen sind, würde ein Aufruf von G55 in einem Programmsatz den Nullbezug um die gespeicherten Werte verschieben. Die folgende Zeile würde dann jede Achse auf die neue Nullposition fahren. Im Gegensatz zu G53 sind G54 bis G59.3 modale Befehle. Sie wirken auf alle Codesätze, nachdem einer von ihnen gesetzt wurde. Das Programm, das unter Verwendung von Vorrichtungsoffsets ausgeführt werden könnte, würde nur eine einzige Koordinatenreferenz für jede der Positionen und alle dort auszuführenden Arbeiten erfordern. Der folgende Code ist ein Beispiel für die Herstellung eines Quadrats unter Verwendung der G55-Offsets, die wir oben festgelegt haben.
G55 ; Nutze Koordinaten-System 2
G0 X0 Y0 Z0
G1 F2 Z-0.2000
X1
Y1
X0
Y0
G0 Z0
G54 ; Nutze coordinaten-System 1
G0 X0 Y0 Z0
M2In diesem Beispiel verlässt der G54 gegen Ende das G54-Koordinatensystem mit allen Nullpunktverschiebungen, so dass es einen Modalcode für die absoluten maschinenbasierten Achsenpositionen gibt. Dieses Programm geht davon aus, dass wir dies getan haben und verwendet den Endbefehl als einen Befehl zum Maschinennullpunkt. Es wäre möglich gewesen, G53 zu verwenden und an dieselbe Stelle zu gelangen, aber dieser Befehl wäre nicht modal gewesen, und alle danach erteilten Befehle hätten wieder die G55-Offsets verwendet, da dieses Koordinatensystem noch in Kraft wäre.
[source,ngc]
G54 verwendet die Parameter des Koordinatensystems 1 G55 verwendet die Parameter des Koordinatensystems 2 G56 verwendet die Parameter des Koordinatensystems 3 G57 verwendet Parameter des Koordinatensystems 4 G58 verwendet Parameter des Koordinatensystems 5 G59 verwendet Parameter des Koordinatensystems 6 G59.1 verwendet Parameter des Koordinatensystems 7 G59.2 verwendet Parameter des Koordinatensystems 8 G59.3 verwendet die Parameter des Koordinatensystems 9
3.1. Standard-Koordinatensystem
Eine weitere Variable in der VAR-Datei wird wichtig, wenn wir über Offset-Systeme nachdenken. Diese Variable heißt 5220. In den Standarddateien ist ihr Wert auf 1.00000 gesetzt. Dies bedeutet, dass, wenn LinuxCNC startet das erste Koordinatensystem als Standard verwendet werden. Wenn Sie diesen Wert auf 9.00000 setzen, würde er das neunte Offset-System als Standard für das Starten und Zurücksetzen verwenden. Jeder andere Wert als eine ganze Zahl (dezimal wirklich) zwischen 1 und 9, oder eine fehlende 5220 Variable wird die LinuxCNC auf den Standardwert von 1.00000 beim Start zurückkehren.
3.2. Koordinatensystem-Offsets einstellen
Der Befehl G10 L2x kann verwendet werden, um Koordinatensystem-Offsets zu setzen:
|
Note
|
Wir geben hier nur einen kurzen Überblick, eine vollständige Beschreibung finden Sie in den G-Code-Abschnitten. |
4. Lokale und globale Offsets
4.1. Der Befehl G52
G52' wird in einem Teileprogramm als temporärer "lokaler Koordinatensystemversatz" innerhalb des Werkstückkoordinatensystems verwendet. Ein Beispiel für einen Anwendungsfall ist die Bearbeitung mehrerer identischer Features an verschiedenen Stellen eines Werkstücks. Für jedes Feature programmiert G52 einen lokalen Referenzpunkt innerhalb der Werkstückkoordinaten, und ein Unterprogramm wird aufgerufen, um das Feature relativ zu diesem Punkt zu bearbeiten.
Die Achsversätze G52 werden relativ zu den Werkstückkoordinatenversätzen G54 bis G59.3 programmiert. Als lokaler Versatz wird G52 nach dem Werkstückversatz angewendet, einschließlich Drehung. Auf diese Weise wird ein Teilemerkmal auf jedem Teil identisch bearbeitet, unabhängig von der Ausrichtung des Teils auf der Palette.
|
Caution
|
Als temporäre Offset, Set und Unset innerhalb der lokalisierten Umfang eines Teils Programm, in anderen G-Code-Interpreter G52 nicht nach Maschinen-Reset, M02 oder M30 persistieren. In LinuxCNC, G52 teilt Parameter mit G92, die, aus historischen Gründen, persistieren. Siehe G92 Persistence Cautions unten. |
|
Caution
|
G52 und G92 teilen sich die gleichen Offset-Register. Daher überschreibt die Einstellung von G52 jede frühere Einstellung von G92, und G52 bleibt über das Zurücksetzen der Maschine hinaus erhalten, wenn die G92-Persistenz aktiviert ist. Diese Wechselwirkungen können zu unerwarteten Offsets führen. Siehe G92- und G52-Interaktionshinweise weiter unten. |
Durch die Programmierung von G52 X1 Y2 wird die X-Achse des aktuellen Werkstückkoordinatensystems um 1 und die Y-Achse um 2 verschoben. Dementsprechend werden die X- und Y-Koordinaten der aktuellen Werkzeugposition um 1 bzw. 2 verringert. Achsen, die im Befehl nicht festgelegt wurden, wie z. B. die Z-Achse im vorigen Beispiel, bleiben unberührt: Jede frühere G52-Z-Verschiebung bleibt wirksam, und andernfalls ist die Z-Verschiebung Null.
Der temporäre lokale Offset kann mit G52 X0 Y0 gelöscht werden. Alle Achsen, die nicht explizit auf Null gesetzt wurden, behalten den vorherigen Offset bei.
G52 hat die gleichen Offset-Register wie G92, und daher ist G52 auf der DRO und der Vorschau mit der Bezeichnung G92 sichtbar.
5. G92-Achsen-Offsets
G92 ist der am meisten missverstandene und cleverste Befehl, der mit LinuxCNC programmierbar ist. Die Art und Weise, wie es funktioniert hat ein bisschen zwischen den ersten Versionen und der aktuellen geändert. Diese Änderungen haben zweifellos viele Benutzer verwirrt. Sie sollten als ein Befehl erzeugt eine temporäre Offset, die für alle anderen Offsets gilt gesehen werden.
5.1. Die G92-Befehle
G92 wird typischerweise auf zwei konzeptionell unterschiedliche Arten verwendet: als "globaler Koordinatensystem-Offset" oder als "lokaler Koordinatensystem-Offset".
Der G92-Befehlssatz umfasst:
-
G92 - Wenn dieser Befehl mit Achsennamen verwendet wird, werden Werte auf Offset-Variablen festgelegt.
-
G92.1 - Dieser Befehl setzt Nullwerte für die G92-Variablen.
-
G92.2 - Dieser Befehl setzt die G92-Variablen außer Kraft, setzt sie aber nicht auf Null.
-
G92.3 - Dieser Befehl wendet wieder Offset-Werte an, die zuvor ausgesetzt wurden.
Als globale Verschiebung wird G92 verwendet, um alle Werkstückkoordinatensysteme G54 bis G59.3 zu verschieben. Ein Beispiel für einen Anwendungsfall ist die Bearbeitung mehrerer identischer Teile in Aufspannungen mit bekannten Positionen auf einer Palette, aber die Position der Palette kann sich zwischen Läufen oder zwischen Maschinen ändern. Jede Verschiebung der Aufspannvorrichtung in Bezug auf einen Referenzpunkt auf der Palette wird in einem der Werkstückkoordinatensysteme G54 bis G59.3 voreingestellt, und G92 wird verwendet, um den Referenzpunkt auf der Palette "anzutasten". Dann wird für jedes Teil das entsprechende Werkstückkoordinatensystem ausgewählt und das Teileprogramm ausgeführt.
|
Note
|
Die Drehung des Werkstückkoordinatensystems G10 R- ist spezifisch für den Interpreter rs274ngc, und der Offset G92 wird nach der Drehung angewendet. Wenn G92 als globaler Offset verwendet wird, kann die Drehung des Werkstückkoordinatensystems zu unerwarteten Ergebnissen führen. |
Als lokales Koordinatensystem wird G92 als temporärer Versatz innerhalb des Werkstückkoordinatensystems verwendet. Ein Beispiel für einen Anwendungsfall ist die Bearbeitung eines Teils mit mehreren identischen Merkmalen an verschiedenen Stellen. Für jedes Feature wird G92 verwendet, um einen lokalen Referenzpunkt zu setzen, und ein Unterprogramm wird aufgerufen, um das Feature ab diesem Punkt zu bearbeiten.
|
Note
|
Von der Verwendung von G92 wird bei der Programmierung mit lokalen Koordinatensystemen in einem Teileprogramm abgeraten. Siehe stattdessen G52, ein lokaler Koordinatensystem-Offset, der intuitiver ist, wenn der gewünschte Offset relativ zum Werkstück bekannt ist, aber die aktuelle Werkzeugposition möglicherweise nicht bekannt ist. |
Die Programmierung von G92 X0 Y0 Z0 setzt die aktuelle Werkzeugposition auf die Koordinaten X0, Y0 und Z0, ohne Bewegung. G92 arbeitet nicht mit absoluten Maschinenkoordinaten. Es arbeitet mit der aktuellen Position.
G92 funktioniert auch vom aktuellen Standort aus, der durch alle anderen Offsets geändert wird, die beim Aufruf des Befehls G92 wirksam sind. Beim Testen auf Unterschiede zwischen Arbeitsversätzen und tatsächlichen Offsets wurde festgestellt, dass ein "G54"-Offset einen "G92" aufheben und somit den Anschein erwecken könnte, dass keine Offsets in Kraft waren. Die "G92" war jedoch immer noch für alle Koordinaten in Kraft und erzeugte erwartete Arbeitsversätze für die anderen Koordinatensysteme.
Standardmäßig werden die G92-Offsets nach dem Start der Maschine wiederhergestellt. Programmierer, die ein Fanuc-Verhalten wünschen, bei dem die G92-Offsets beim Maschinenstart und nach einem Reset oder Programmende gelöscht werden, können die G92-Persistenz deaktivieren, indem sie DISABLE_G92_PERSISTENCE = 1 im Abschnitt [RS274NGC] der INI-Datei 'einstellen.
|
Note
|
Es ist gute Praxis, die G92 Offsets am Ende ihrer Verwendung mit G92.1 oder G92.2 zu löschen. Wenn Sie LinuxCNC mit aktivierter G92-Persistenz starten (die Voreinstellung), werden alle Offsets in den G92-Variablen angewendet, wenn eine Achse referenziert wird. Siehe G92 Persistenz Vorsichtsmaßnahmen unten. |
5.2. G92 Werte festlegen
Es gibt mindestens zwei Möglichkeiten, G92-Werte festzulegen:
-
Mit einem Rechtsklick auf die Positionsanzeigen in tklinuxcnc öffnet sich ein Fenster, in dem Sie einen Wert eingeben können.
-
Mit dem Befehl G92
Beide gehen von der aktuellen Position der Achse aus, die verschoben werden soll.
Durch die Programmierung von G92 X Y Z A B C U V W werden die Werte der G92-Variablen so eingestellt, dass jede Achse den mit ihrem Namen verbundenen Wert annimmt. Diese Werte werden der aktuellen Position der Achsen zugewiesen. Diese Ergebnisse entsprechen den Absätzen eins und zwei des NIST-Dokuments.
G92-Befehle gehen von der aktuellen Achsenposition aus und addieren und subtrahieren korrekt, um der aktuellen Achsenposition den durch den G92-Befehl zugewiesenen Wert zu geben. Die Effekte funktionieren auch dann, wenn vorherige Offsets vorhanden sind.
Wenn also die X-Achse derzeit 2,0000 als Position anzeigt, wird mit G92 X0 ein Offset von -2,0000 gesetzt, so dass die aktuelle Position von X Null wird. Ein G92 X2 setzt einen Offset von 0.0000 und die angezeigte Position wird nicht verändert. Ein G92 X5.0000 setzt einen Offset von 3.0000, so dass die aktuell angezeigte Position zu 5.0000 wird.
5.3. G92 Persistenz-Vorsichtsmaßnahmen
Standardmäßig werden die Werte eines G92-Offsets in der VAR-Datei gespeichert und nach einem Neustart der Maschine oder einem Neustart wiederhergestellt.
Die G92-Parameter sind:
-
5210 - Aktivieren/Deaktivieren der Flags (1.0/0.0)
-
5211 - Versatz (engl. offset) der X-Achse
-
5212 - Versatz der Y-Achse
-
5213 - Z-Achsen-Versatz
-
5214 - Versatz der A-Achse
-
5215 - Versatz der B-Achse
-
5216 - Versatz der C-Achse
-
5217 - Versatz der U-Achse
-
5218 - Versatz der V-Achse
-
5219 - Versatz der W-Achse
wobei 5210 das G92-Freigabeflag ist (1 für aktiviert, 0 für deaktiviert) und 5211 bis 5219 die Achsenoffsets sind. Wenn Sie unerwartete Positionen als Ergebnis einer befohlenen Bewegung sehen, weil Sie einen Offset in einem früheren Programm gespeichert und am Ende nicht gelöscht haben, geben Sie ein G92.1 im MDI-Fenster ein, um die gespeicherten Offsets zu löschen.
Wenn G92-Werte in der VAR-Datei vorhanden sind, wenn LinuxCNC startet, werden die G92-Werte in der Var-Datei auf die Werte der aktuellen Position jeder Achse angewendet werden. Wenn dies die Ausgangsposition ist und die Ausgangsposition als Maschinennullpunkt eingestellt ist, wird alles korrekt sein. Sobald die Ausgangsposition mit Hilfe von echten Maschinenschaltern oder durch Bewegen jeder Achse zu einer bekannten Ausgangsposition und Ausgeben eines Achsen-Ausgangsbefehls festgelegt wurde, werden alle G92-Offsets angewendet. Wenn Sie eine G92 X1 in Kraft haben und die X-Achse in den Grundzustand bringen, wird die Positionsanzeige X: 1.000 statt des erwarteten X: 0.000 anzeigen, da die G92 auf den Maschinenursprung angewendet wurde. Wenn Sie ein G92.1 Befehl absetzen und die DRO zeigt nun überall Nullen, dann hatten Sie eine G92 Offset in aktiv als Sie zuletzt LinuxCNC ausführten.
Sofern Sie nicht die Absicht haben, dieselben G92-Offsets im nächsten Programm zu verwenden, ist es die beste Praxis, am Ende jeder G-Code-Datei, in der Sie G92-Offsets verwenden, einen G92.1 auszuführen.
Wenn ein Programm während der Verarbeitung abgebrochen wird, für das G92-Offsets gelten, werden diese beim Start wieder aktiv. Zur Sicherheit sollten Sie immer eine Präambel verwenden, um die Umgebung so einzustellen, wie Sie sie erwarten. Außerdem kann die G92-Persistenz durch Setzen von DISABLE_G92_PERSISTENCE = 1 im Abschnitt [RS274NGC] der INI-Datei deaktiviert werden.
5.4. G92 und G52 Wechselwirkungen - Hinweise zur Vorsicht
G52 und G92 teilen sich die gleichen Offset-Register. Sofern die G92-Persistenz in der INI-Datei nicht deaktiviert ist (siehe G92-Befehle), bleiben G52-Offsets auch nach dem Zurücksetzen der Maschine, M02 oder M30 bestehen. Beachten Sie, dass ein während eines Programmabbruchs wirksamer G52-Offset zu unbeabsichtigten Offsets führen kann, wenn das nächste Programm ausgeführt wird. Siehe obige G92 Warnungen zur Persistenz.
6. Beispielprogramme mit Offsets/Kompensationen
6.1. Beispielprogramm mit Werkstückkoordinaten-Versätzen
Dieses Beispielgravurprojekt fräst einen Satz von vier Kreisen mit einem Radius von 0,1, die sich in etwa sternförmig um einen zentralen Kreis herum befinden. Wir können die einzelnen Kreismuster wie folgt einrichten.
G10 L2 P1 X0 Y0 Z0 (sicherstellen, dass G54 auf Maschine Null eingestellt ist)
G0 X-0.1 Y0 Z0
G1 F1 Z-0,25
G3 X-0.1 Y0 I0.1 J0
G0 Z0
M2Wir können eine Reihe von Befehlen erteilen, um Versätze für die vier anderen Kreise wie folgt zu erstellen.
G10 L2 P2 X0.5 (verschiebt den G55 X-Wert um 0,5 Zoll)
G10 L2 P3 X-0.5 (verschiebt den G56 X-Wert um -0,5 Zoll)
G10 L2 P4 Y0.5 (verschiebt G57 Y-Wert um 0,5 Zoll)
G10 L2 P5 Y-0.5 (verschiebt G58 Y-Wert um -0,5 Zoll)Diese haben wir in dem folgenden Programm zusammengestellt:
(ein Programm zum Fräsen von fünf kleinen Kreisen in Rautenform)
G10 L2 P1 X0 Y0 Z0 (sicherstellen, dass G54 Maschinen-Null ist)
G10 L2 P2 X0.5 (verschiebt den G55 X-Wert um 0,5 Zoll)
G10 L2 P3 X-0.5 (verschiebt den G56 X-Wert um -0,5 Zoll)
G10 L2 P4 Y0.5 (verschiebt G57 Y-Wert um 0,5 Zoll)
G10 L2 P5 Y-0.5 (verschiebt G58 Y-Wert um -0,5 Zoll)
G54 G0 X-0.1 Y0 Z0 (mittlerer Kreis)
G1 F1 Z-0.25
G3 X-0.1 Y0 I0.1 J0
G0 Z0
G55 G0 X-0.1 Y0 Z0 (erster versetzter Kreis)
G1 F1 Z-0.25
G3 X-0.1 Y0 I0.1 J0
G0 Z0
G56 G0 X-0.1 Y0 Z0 (zweiter versetzter Kreis)
G1 F1 Z-0.25
G3 X-0.1 Y0 I0.1 J0
G0 Z0
G57 G0 X-0.1 Y0 Z0 (dritter versetzter Kreis)
G1 F1 Z-0.25
G3 X-0.1 Y0 I0.1 J0
G0 Z0
G58 G0 X-0.1 Y0 Z0 (vierer versetzter Kreis)
G1 F1 Z-0.25
G3 X-0.1 Y0 I0.1 J0
G54 G0 X0 Y0 Z0
M2Jetzt kommt der Zeitpunkt, an dem wir eine Reihe von G92-Offsets auf dieses Programm anwenden können. Sie werden sehen, dass es in jedem Fall auf Z0 läuft. Wenn sich die Fräse in der Nullposition befände, würde ein G92 Z1.0000 am Anfang des Programms alles um einen Zoll verschieben. Sie könnten auch das gesamte Muster in der XY-Ebene verschieben, indem Sie mit G92 einige X- und Y-Versätze hinzufügen. Wenn Sie dies tun, sollten Sie einen G92.1-Befehl kurz vor dem M2-Befehl hinzufügen, der das Programm beendet. Wenn Sie dies nicht tun, werden andere Programme, die Sie nach diesem Programm ausführen, ebenfalls diesen G92-Offset verwenden. Darüber hinaus würde es die G92-Werte zu speichern, wenn Sie die LinuxCNC herunterfahren und sie werden abgerufen, wenn Sie wieder starten.
6.2. Beispielprogramm mit G52-Offsets
(muss noch geschrieben werden)