Updating LinuxCNC to a new minor release (ie to a new version in the same stable series, for example from 2.7.0 to 2.7.1) is an automatic process if your PC is connected to the internet. You will see an update prompt after a minor release along with other software updates. If you don’t have an internet connection to your PC see Updating without Network.
1. Upgrade to the new version
This section describes how to upgrade LinuxCNC from version 2.7 to the new 2.8.0 version. It assumes that you have an existing 2.7 install that you want to update.
To upgrade LinuxCNC from a version older than 2.7, you have to first upgrade your old install to 2.7, then follow these instructions to upgrade to the new version.
If you do not have an old version of LinuxCNC to upgrade, then you’re best off making a fresh install of the new version as described in the section Getting LinuxCNC.
Furthermore, if you are running Ubuntu Precise or Debian Wheezy it is well worth considering making a backup of the "linuxcnc" directory on removeable media and performing a clean install of a newer OS and LinuxCNC version as these releases were EOL in 2017 and 2018 respectively. If you are running on Ubuntu Lucid then you will have to do this, as Lucid is no longer supported by LinuxCNC (it was EOL in 2013)
To upgrade major versions like 2.7 to 2.8 when you have a network connection at the machine you need to disable the old linuxcnc.org apt sources and add a new linuxcnc.org apt source for 2.7, then upgrade LinuxCNC.
The details will depend on which platform you’re running on. Open a
terminal then type lsb_release -ic to find this information
out:
lsb_release -ic
Distributor ID: Debian
Codename: wheezyYou should be running on Debian Stretch or Wheezy (as above), or Ubuntu Precise. Packages are also avaialble for Debian Jessie or Debian Buster if you happen to already be running one of those.
You will also need to check which realtime kernel is being used:
uname -r
4.19.0-9-rt-amd64If you see (as above) -rt- in the kernel name then you are running the
preempt-rt kernel and should install the "uspace" version of linuxcnc.
You should also install uspace for "sim" configs on non-realtime kernels
If you see -rtai- in the kernel name then you are running RTAI
realtime. See below for the linuxcnc version to install.
1.1. Setting apt sources
-
Open the
Software Sourceswindow. The process for doing this differs slightly on the three supported platforms:-
Debian:
-
Click on
Applications Menu, thenSystem, thenSynaptic Package Manager. -
In Synaptic, click on the
Settingsmenu, then clickRepositoriesto open theSoftware Sourceswindow.
-
-
Ubuntu:
-
Click on the
Dash Homeicon in the top left. -
In the
Searchfield, type "software", then click on theUbuntu Software Centericon. -
In the Ubuntu Software Center window, click on the
Editmenu, then click onSoftware Sources...to open theSoftware Sourceswindow.
-
-
-
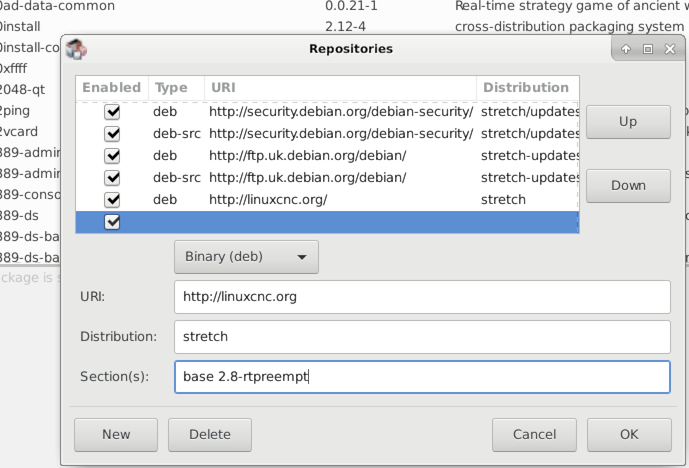
In the
Software Sourceswindow, select theOther Softwaretab. -
Delete or un-check all the old linuxcnc.org entries (leave all non-linuxcnc.org lines as they are).
-
Click the
Addbutton and add a new apt line. The line will be slightly different on the different platforms:
| Platform | apt source line |
|---|---|
Debian Stretch |
|
Debian Wheezy |
|
Ubuntu Precise |
|
Debian Jessie - preempt |
|
Debian Jessie - RTAI |
|
Debian Buster - preempt |
|
Debian Buster - RTAI |
|
-
Click
Add Source, thenClosein the Software Sources window. If it pops up a window informing you that the information about available software is out-of-date, click theReloadbutton.
1.2. Upgrading to the new version
Now your computer knows where to get the new version of the software, next we need to install it.
The process again differs depending on your platform.
1.2.1. Debian Wheezy & Stretch and Ubuntu Lucid
Debian Wheezy and Stretch both use the Synaptic Package Manager.
-
Open Synaptic using the instructions in Setting apt sources above.
-
Click the
Reloadbutton. -
Use the Search function to search for
linuxcnc. -
The package is called "linuxcnc" for RTAI kernels and "linuxcnc-uspace" for preempt-rt.
-
Click the check box to mark the new linuxcnc and linuxcnc-doc-* packages for upgrade. The package manager may select a number of additional packages to be installed, to satisfy dependencies that the new linuxcnc package has.
-
Click the
Applybutton, and let your computer install the new package. The old linuxcnc package will be automatically upgraded to the new one.
1.3. Ubuntu Precise
-
Click on the
Dash Homeicon in the top left. -
In the
Searchfield, type "update", then click on theUpdate Managericon. -
Click the
Checkbutton to fetch the list of packages available. -
Click the
Install Updatesbutton to install the new versions of all packages.
2. Updating without Network
To update without a network connection you need to download the deb then install it with dpkg. The debs can be found in http://linuxcnc.org/dists/ You have to drill down from the above link to find the correct deb for your installation. Open a terminal and type in lsb_release -ic to find the name of your OS.
> lsb_release -ic
Distributor ID: Debian
Codename: busterPick the OS from the list then pick the major version you want like 2.8-rt for RTAI or 2.8-rtpreempt for preempt-rt.
Next pick the type of computer you have: binary-amd64 for any 64-bit x86, binary-i386 for 32 bit, binary-armhf for RaspBerry Pi.
Next pick the version you want from the bottom of the list like linuxcnc-uspace_2.8.0_amd64.deb. (choose the latest by date) Download the deb and copy it to your home directory. You can rename the file to something a bit shorter with the file manager like linuxcnc_2.8.0.deb then open a terminal and install it with the package manager with this command:
sudo dpkg -i linuxcnc_2.8.0.deb3. Updating Configuration Files (for 2.8.x)
The new version of LinuxCNC differs from version 2.7 in some ways that may require changes to your machine configuration.
The main difference is that LinuxCNC no longer makes any assumptions about which joint controls which axis. This change is generally termed "joints-axes" after the name of the development branch where the changes started. This change has been in development since at least 2010, and has finally been merged.
3.1. Distribution Configurations (updates for joints_axes)
The LinuxCNC distribution includes many example configurations organized in directory hierarchies named: by_machine, by_interface, and sim (simulated machines). These configurations are often used as starting points for making a new configuration, as examples for study, or as complete simulated machines that can run without special hardware or real-time kernels.
The configuration files in these directory trees have been updated for the changes required for the joints_axes updates.
3.2. Automatic updates (update_ini script for joints_axes)
Since the joints_axes updates require a number of changes to user ini files and their related halfiles, a script named update_ini is provided to automatically convert user configurations.
This script is invoked when a user starts an existing configuration for the first time after updating LinuxCNC. The script searches the user ini file for a [EMC]VERSION item. If this item 1) does not exist, or 2) exists and is set to the historical CVS value "$Revision$", or is a numerical value less than 1.1, then the update_ini script will popup a dialog to offer to edit the user files to create an updated configuration. If the user accepts, the configuration will be updated.
For example, if the user configuration is named bigmill.ini, the bigmill.ini file and its local associated hal files will be edited to incorporate joints_axes changes. All files of the initial configuration will be saved in a new directory named after the original configuration with a ".old" suffix (bigmill.old in the example).
The update_ini script handles all common user items that are found in basic machines employing identity kinematics. Less common items used in more complex machines may not be converted automatically. Examples of complex machine configurations include:
-
gantries with two joints for an axis
-
machines with jogwheels
-
robots with non-identity kinematics
-
configurations using haltcl files
The following subsections and the section for Hal Changes list items that may require additional user edits to ini or hal files.
3.3. Multiple Spindle Support
LinuxCNC now supports up to 8 spindles (and can be recompiled for more) Existing G-code will run without modification and most configurations will default to single spindles. To specify more than one spindle set the [TRAJ]SPINDLES= entry in the INI file and include the num_spindles= parameter for the motion module (set with either [EMCMOT]EMCMOT = motmod num_spindles= or included in a halfile loadrt entry for motmod).
The motion module num_spindles= parameter and the [TRAJ]SPINDLES= settings must match.
The spindle control pin names have been changed to make spindles look more like axes and joints. motion.spindle-speed-out is now spindle.0.speed-out for example. The automatic update script will take care of these changes. To control extra spindles the G and M-codes which control spindle speed now accept an additional "$" argument, for example M3 $2 to start the third spindle. "$" was chosen to avoid clashes with any existing code letters. It should be possible to create custom G-codes to match any other multi-spindle controller. See the G-code and M-code manuals for code changes, and man motion for the HAL pin changes.
3.4. TRAJ velocities, accelerations names
With incorporation of joints_axes functionality, some names were changed to clarify available functionality.
was: [TRAJ]MAX_VELOCITY is: [TRAJ]MAX_LINEAR_VELOCITY
was: [TRAJ]DEFAULT_VELOCITY is: [TRAJ]DEFAULT_LINEAR_VELOCITY
was: [TRAJ]MAX_ACCELERATION is: [TRAJ]MAX_LINEAR_ACCELERATION
was: [TRAJ]DEFAULT_ACCELERATION is: [TRAJ]DEFAULT_LINEAR_ACCELERATION3.5. Kinematics modules
The gentrivkins and gantrykins kinematics modules have been removed as their functionality is now available in the updated trivkins module.
The gentrivkins module has only been available in prior joints_axes branches. To convert, it is necessary to change the name.
Hal file examples:
was: loadrt gentrivkins
is: loadrt trivkins
was: loadrt gentrivkins coordinates=xyyz
is: loadrt trivkins coordinates=xyyzConfigurations using gantrykins should be updated to use trivkins with the kinstype= parameter set to BOTH (for KINEMATICS_BOTH).
Hal file example:
was: loadrt gantrykins coordinates=xyyz
is: loadrt trivkins coordinates=xyyz kinstype=BOTHSee the trivkins man page for additional information ($ man trivkins)
Note: the most supported usage for specifying kinematics in joints_axes is to set values in the configuration ini file [KINS} section and then reference them within the specified [HAL]HALFILES ( .hal .tcl files). For example:
inifile: [KINS]
KINEMATICS = trivkins
JOINTS = 3
...
halfile: loadrt [KINS]KINEMATICS
haltclfile: loadrt $::KINS(KINEMATICS)3.6. Lathe Configurations
Prior to joints_axes incorporation, lathes were often configured as if they were three axis (XYZ) machines with an unused axis (Y). This was convenient for sharing Hal files (especially for simulation configs) but required specification of [TRAJ]AXES =3, a dummy AXIS_Y section, and provisions for homing the unused Y coordinate. These arrangements are no longer required or recommended.
Historical lathe configurations used the default options for the trivkins kinematics module. These default options configure all axis letters (XYZABCUVW). With joints_axes incorporation, a more appropriate kinematics specification sets the coordinates to the exact ones used (XZ) and sets the number of joints accordingly to 2. There is no need for an ini file [AXIS_Y] section and only two [JOINT_N] sections need be defined.
Example ini file items for a lathe (only sections relevant to kinematics are shown):
[KINS]
KINEMATICS = trivkins coordinates=xz
JOINTS = 2
[TRAJ]
COORDINATES = XZ
...
[AXIS_X]
...
[AXIS_Z]
...
[JOINT_0]
...
[JOINT_1]
...Note that some simulation configurations may still use the historical lathe configuration precedents.
3.7. Consistent Joints/Axes specifications
Ini file items that affect joints and axes usage must be consistent.
The motion kinematics module typically loaded with [KINS]KINEMATICS= must use a number of joints equal to the number specified with [KINS]JOINTS=.
The kinematics module must implement axis letters that are consistent with the specification used by the task module item [TRAJ]COORDINATES=.
Examples:
Three axis Cartesian machine using trivkins (KINEMATICS_IDENTITY):
[KINS]KINEMATICS = trivkins
[KINS]JOINTS = 3
[TRAJ]COORDINATES = XYZTwo axis lathe using trivkins (KINEMATICS_IDENTITY) with non-consecutive axis letters:
[KINS]KINEMATICS = trivkins coordinates=XZ
[KINS]JOINTS = 2
[TRAJ]COORDINATES = XZGantry using trivkins with duplicated axis letters and KINEMATICS_BOTH to allow individual joint positioning (for homing):
[KINS]KINEMATICS = trivkins coordinates=XYYZ kinstype=BOTH
[KINS]JOINTS = 4
[TRAJ]COORDINATES = XYYZGantry using trivkins (KINEMATICS_BOTH) with duplicated axis letters and a rotary axis with skipped axis letters (A,B skipped):
[KINS]KINEMATICS = trivkins coordinates=XYYZC kinstype=BOTH
[KINS]JOINTS = 5
[TRAJ]COORDINATES = XYYZCLinear Delta Robot with non-identity kins (KINEMATICS_BOTH) working in Cartesian frame with an additional rotary coordinate:
[KINS]KINEMATICS = lineardeltakins
[KINS]JOINTS = 4
[TRAJ]COORDINATES = XYZANote: Some general-purpose kinematics modules (like trivkins) implement identity kinematics with support for coordinate specification (axis letters). Axis letters may be omitted. Axis letters may be duplicated. Joints are assigned to axis letters in a defined manner ($ man trivkins).
Note: For trivkins module loading, do not include spaces about the = sign or letters:
This: [KINS]KINEMATICS = trivkins coordinates=XZ
NOT This: [KINS]KINEMATICS = trivkins coordinates = X ZNote: Custom kinematics modules that implement non-identity kinematics (like lineardeltakins) define machine-specific relationships between a set of coordinates and a set of joints. Typically, custom kinematics modules compute the joints-axes relationships within the custom module but it is important to use consistent settings for the related ini items: [KINS]JOINTS and [TRAJ]COORDINATES. The details will usually be explained in the module man page (for example, $ man lineardeltakins).
3.8. Home sequences
Negative values may be used for the ini file items named [JOINT_n]HOME_SEQUENCE. Prior to joints_axes incorporation a value of -1 or the ommission of the item indicated no sequence was applicable. Now, only omission of the item is used for that purpose. See the chapter: Homing Configuration for more information.
3.9. Locking rotary indexer (updates for joints_axes)
With joints_axes, an indexer is a joint that can be homed (joint mode) but must also be unlocked from gcode. This requires a one-to-one correspondence between a single joint and an axis.
Specify the joint number that corresponds to a rotary axis (L = A,B, or C) with an ini file setting for the axis:
[AXIS_L]LOCKING_INDEXER_JOINT = joint_number_for_indexerSpecify that the joint is a locking indexer with an ini file setting for the joint (N is the joint_number_for_indexer):
[JOINT_N]LOCKING_INDEXER = 1Hal pins can be created to coordinate use of a locking indicator joint:
joint.N.unlock (BIT output from Hal)
joint.N.is-unlocked (BIT input to Hal)To create these hal pins for locking joints, specify all joints that are used as locking indexers with the unlock_joints_mask parameter for the motmod module. (bit0(LSB)==>joint0, bit1==>joint1, etc.)
[EMCMOT]
EMCMOT = motmod unlock_joints_mask=BITMASKAs an example, consider a machine using trivkins kinematics with coordinates XYZB where B is a locking indexer. For trivkins, joint numbers (starting with 0) are assigned consecutively to the coordinates specified (axis coordinate letters may be omitted). For this example, X==>joint0, Y==>joint1, Z==>joint2, B==>joint3. The mask to specify joint 3 is 000001000 (binary) == 0x08 (hexadecimal)
The required ini file entries for this trivkins XYZB example are:
[KINS]
JOINTS = 4
KINEMATICS = trivkins coordinates=XYZB
...
[TRAJ]
COORDINATES = XYZB
...
[EMCMOT]
EMCMOT = motmod unlock_joints_mask=0x08
...
[AXIS_B]
LOCKING_INDEXER_JOINT = 3
...
[JOINT_3]
LOCKING_INDEXER = 1
...For more complex kinematics, select the joint number as required — there must be a one-to-one correspondence between the rotary axis and the joint number.
(See the motion man page ($ man motion) for more information on motmod)
3.10. Stricter INI file syntax
Lines with numeric INI variables are no longer allowed to have trailing text. In earlier versions of LinuxCNC any text after the number was silently ignored, but as of this version such text is totally disallowed. This includes hash characters ("#"), which in this position are a part of the value, not a comment character.
For example, lines like this will no longer be accepted:
MAX_VELOCITY = 7.5 # This is the max velocity of the axis.They could be transformed into pairs of lines like this:
# This is the max velocity of the axis.
MAX_VELOCITY = 7.53.11. [TRAJ] settings
In 2.7.x versions, trajectory planning ([TRAJ]) settings included:
[TRAJ]
DEFAULT_ACCELERATION
MAX_ACCELERATIONInterim work prepared for distinct linear and angular items by renaming these items as:
[TRAJ]
DEFAULT_LINEAR_ACCEL
MAX_LINEAR_ACCELAs these abbreviated names were inconsistent with other name conventions and the implementation of the update_ini script, the interim naming has been corrected to use:
[TRAJ]
DEFAULT_LINEAR_ACCELERATION
MAX_LINEAR_ACCELERATION|
Note
|
Support for specifying trajectory planning angular default and maximum accelerations has not been implemented. |
4. Hal Changes (updates for joints_axes 2.8.x)
4.1. Wheel or MPG (manual pulse generator) jogging
Prior to incorporation of joints_axes updates, wheel jogging was supported in joint mode only and controlled with hal pins:
bit IN axis.M.jog-enable
float IN axis.M.jog-scale
s32 IN axis.M.jog-counts
bit IN axis.M.jog-vel-modewhere M is a number corresponding to an axis letter (0==>X, 1==>Y, etc.)
With incorporation of joints_axes updates, wheel jogging is available for joints in joint mode and for each axis coordinate in teleop mode. The controlling hal pins provided are:
bit IN joint.N.jog-enable
float IN joint.N.jog-scale
s32 IN joint.N.jog-counts
bit IN joint.N.jog-vel-mode
bit IN axis.L.jog-enable
float IN axis.L.jog-scale
s32 IN axis.L.jog-counts
bit IN axis.L.jog-vel-modewhere N is a joint number and L is an axis letter.
To use an MPG in identity kins configurations where there is a one-to-one correspondence of a joint number and an axis letter, it may be convenient to connect the corresponding hal pins. For example, if joint 1 corresponds exactly to axis letter y:
net jora_1_y_enable => joint.1.jog-enable => axis.y.jog-enable
net jora_1_y_scale => joint.1.jog-scale => axis.y.jog-scale
net jora_1_y_counts => joint.1.jog-counts => axis.y.jog-counts
net jora_1_y_vel-mode => joint.1.jog-counts => axis.y.jog-vel-mode(The signal names jora_1_y_* are examples, names prior to conversion for joints_axes will depend upon the specific configuration details.)
Configurations with non-identity kinematics and configurations that use duplicated axis letters (for example, gantries using more than one joint for an axis coordinate) will require appropriate independent control logic to support both joint and teleop (world) jogging.
4.2. Ini Hal pins
Hal pins are created for ini file items for both joints ([JOINT_N] stanzas) and axes ([AXIS_L] stanzas):
For N = 0 ... [KINS](JOINTS -1)
Ini File Item hal pin name
[JOINT_N]BACKLASH ini.N.backlash
[JOINT_N]FERROR ini.N.ferror
[JOINT_N]MIN_FERROR ini.N.min_ferror
[JOINT_N]MIN_LIMIT ini.N.min_limit
[JOINT_N]MAX_LIMIT ini.N.max_limit
[JOINT_N]MAX_VELOCITY ini.N.max_velocity
[JOINT_N]MAX_ACCELERATION ini.N.max_acceleration
[JOINT_N]HOME ini.N.home
[JOINT_N]HOME_OFFSET ini.N.home_offsetFor L = x y z a b c u v w:
Ini File Item hal pin name
[AXIS_L]MIN_LIMIT ini.L.min_limit
[AXIS_L]MAX_LIMIT ini.L.max_limit
[AXIS_L]MAX_VELOCITY ini.L.max_velocity
[AXIS_L]MAX_ACCELERATION ini.L.max_accelerationNote: In prior versions of LinuxCNC (before joints_axes updates), the hal pin names ini.N.* referred to axes with 0==>x, 1==>y, etc. (pins were created for all 9 axes) See the man page ($ man milltask) for more information
5. Hal Changes (Other 2.8.x)
5.1. halcompile
The number of names= instances was formerly limited to 16. Now, for realtime components (loadrt) the instances are assigned dynamically with no built-in limit. The limit of 16 still applies to names= items for userspace (loadusr) components.
For components using personality, the maximum number is now settable by a command line option -P|--personalities.
5.2. Parameter to Pin changes
The following hal output pins were changed from parameters to pins so that they can be connected to signals:
motion.servo.last-period (servo last period in clks)
motion.servo.last-period_ns (kernel-dependent availability)6. Interface changes for joints_axes 2.8.x
6.1. python linuxcnc module
The jog() interface includes a joint-flag to specify joint (True) or teleop (False) jogging:
jog(command, joint-flag, axis-or-joint-number, velocity[, distance]])
jog(linuxcnc.JOG_STOP, joint-flag, axis-or-joint-number)
jog(linuxcnc.JOG_CONTINUOUS, joint-flag, joint-flag, velocity)
jog(linuxcnc.JOG_INCREMENT, joint-flag, axis-or-joint-number, velocity, distance)7. GUIs (updates for joints_axes 2.8.x)
7.1. Notes on joint/axis jogging, homing, and kinematics
With incorporation of joints_axes updates, LinuxCNC enforces the distinctions of joints and axes (coordinate letters) — but some guis (like the axis gui) may hide some of the distinctions for simple machines.
In most cases, you can think of joints as motors.
The relationships between joints and axis coordinates are determined by the mathmatical kinematics functions that describe a machine’s motion.
World coordinates (X,Y,Z,A,B,C,U,V,W) are determined by applying FORWARD kinematics operations to joint (motor) positions.
When moving in world space (e.g., gcode movements) the required joint (motor) positions are determined by applying INVERSE kinematics operations to the coordinates requested for motion in world space.
Moving in world space is possible only after homing.
For simple machines (like mills and lathes) there is a one-to-one equivalence of joints and axis coordinate letters. For example, on an XYZ mill, the relationships are typically: axisX==joint0, axisY==joint1, axisZ=joint2. This correspondence is characterized as IDENTITY kinematics and the kinematics module used is usually trivkins (trivial kinematics). (See the trivkins man page $ man trivkins)
Joint jogging (by joint number 0,1,…) is used in joint mode (usually used only BEFORE homing). When homing is completed, the jogging mode is AUTOMATICALLY switched from joint mode to world mode and axis jogging (coordinate letter X,Y,…) is used. This is appropriate for all gcode moves requested by MDI commands or by gcode programs.
Although jogging in joint mode is often never required after homing, some guis (like axis) provide a keyboard shortcut ($) to allow toggling between joint and world (teleop) modes for machines that use non-IDENTITY kinematics.
In many common situations, joint jogging is never needed since homing is accomplished using home switches and/or the various homing methods provided by LinuxCNC. One simply turns on the machine, issues the Home-All command, the machine homes and changes to world mode automatically. See Homing Configuration
Machines that do not use home switches may require manual jogging in joint mode before homing each and every joint. It is also possible to use immediate homing (see the homing docs) for joints that do not require homing to a fixed position.
Although a gui may hide joints/axes distinctions for IDENTITY kinematics machines, it is usually important to complete homing in order to run programs or use features provided by a gui.
By default, the trivkins module declares itself as having IDENTITY kinematics. The distinctions of joint/world operations can be made visible in the axis gui when using trivkins by setting the kinemetics type to a non-IDENTITY type using kinstype=both. The both setting indicates that both forward and inverse kinematics functions are available and gui provisions that hide the distinctions of joints and axis letters should not be employed. For example, for an xyz configuration, specify:
[KINS]
KINEMATICS = trivkins coordinates=xyz kinstype=bothWith this setting, identity kinematics will be used but the axis gui will:
-
show joint numbers prior to homing
-
show axis letters after successful homing
-
support toggling between joint and teleop modes with the $ key
7.2. Halui
Halui now supports teleop jogging resulting in some changed pin names and numerous new names for jogging-related pins.
See the man page ($ man halui) for all pin names.
7.2.1. TELEOP jogging (also called axis or world jogging)
New pins for teleop jogging are:
new: halui.axis.jog-speed
new: halui.axis.jog-deadband
new: halui.axis.L.plus
new: halui.axis.L.minus
... etc.where L is a letter corresponding to one of the axis letters specified by [TRAJ]COORDINATES or selected for the axis selected by the halui.axis.L.select pins.
7.2.2. Joint jogging
All pins for joint jogging were renamed for specificity:
was: halui.jog-speed is: halui.joint.jog-speed
was: halui.jog-deadband is: halui.joint.jog-deadband
was: halui.jog.N.plus is: halui.joint.N.plus
was: halui.jog.N.minus is: halui.joint.N.minus
... etc. ... etc.where N is a joint number (0 … num_noints-1) or selected for the joint selected by the halui.joint.N.select pins.
7.2.3. Aditional pin renames
The hal pins for selected joints were renamed for consistency with related pins.
was: halui.joint.selected.is_homed
is: halui.joint.selected.is-homed
was: halui.joint.selected.on-soft-limit
is: halui.joint.selected.on-soft-min-limit7.3. AXIS GUI
7.3.1. Identity Kinematics
The axis gui continues to support identity kinematics configurations. This gui hides the distinctions of axes and joints in order to simplify the display and usage of simple machines.
7.3.2. Special case kinematics
Some machines, typically gantrys, may use a configuration with more than one joint assigned to an axis letter. This can be done with the trivkins kinematics module using repeated coordinate letters. For example, a machine configured with ini settings:
[KINS]
KINEMATICS = trivkins coordinates=XYYZ kinstype=BOTH
...
[TRAJ]
COORDINATES = XYYZ
...This machine, after homing, has a one-to-one correspondence between a single axis letter (Y) and a pair of joints (1,2). Using kinematics=BOTH allows control of individual joints in joint mode if/when required.
7.3.3. Non-identity kinematics
The axis gui supports configurations using non-identity kinematics with:
-
Key binding ($) to toggle joint or teleop mode
-
Preview Tab display of joints or axes according to joint or teleop mode
-
Preview Tab display of Home and Limit icons in joint mode
-
Preview Tab display of All-homed and 'Any-limit icons in teleop mode
-
DRO Tab display of joint or axes according to joint or teleop mode
-
Jogging is supported in both joint and teleop motion modes
-
External changes to the joint/teleop motion mode are detected.
7.3.4. Home icons
For identity kinematics, Home icons are shown for the correspoinding (one-to-one) axis letter when a joint is homed.
For non-identity kinematics, Home icons are shown for individual joints when a joint is homed in joint display mode. An All-homed icon is displayed for all axis letters when ALL joints are homed in world display mode.
7.3.5. Limit icons
For identity kinematics, Limit icons are shown for the corresponding (one-to-one) axis letter when a joint limit is active.
For non-identity kinematics, Limit icons are shown for individual joints when the joint limit is active in joint display mode. An Any-Limit icon is displayed if any joint is at a limit in teleop display mode.
7.3.6. Key bindings for a fourth axis
In the AXIS gui, jogging keys are assigned to axes in a configurable fashion. For 3-axis machines, XYZA machines, and lathes the default is the same as in 2.7. For other machines, the 4 pairs of jogging keys are assigned to the first 4 axes that exist in the order XYZ ABC UVW. These assignments can be controlled by new inifile directives in the [DISPLAY] section of the inifile
Note that the parameters used for jogging may not be appropriate for both modes for machines with non-identity kinematics.
7.4. tklinuxcnc
The tklinuxcnc gui supports both identity and non-identity kinematics, includes gui radiobuttons and a key binding ($) for toggling joint and teleop modes. External changes to joint or teleop motion mode are detected. Jogging is supported in both joint and teleop motion modes. Note that the parameters used for jogging may not be appropriate for both modes for machines with non-identity kinematics.
OpenGL is not used by tklinuxcnc so it may be used to isolate problems and system dependencies that are exposed with more modern guis like axis.
The rudimentary backplot gui provided is available for use with identity kinematics (xyz) machine configurations.
7.4.1. emcsh commands
The code of emcsh.cc provides the set of tcl commands used by tklinuxcnc. The commands are available to tcl applications as the tcl package named Linuxcnc. A number of commands previously required the use of a numeric argument to specify an axis coordinate (0-->X, 1-->Y, …, 8-->W). These commands have been simplified to use an argument that is just the coordinate letter.
Commands now using a coordinate letter argument are:
-
emc_pos_offset
-
emc_abs_cmd_pos
-
emc_abs_act_pos
-
emc_rel_cmd_pos
-
emc_rel_act_pos
-
emc_tool_offset
-
emc_probed_pos
7.5. touchy
The touchy gui continues to support the identity kinematics configurations that it supported prior to joints_axes incorporation. Jogging is done in teleop mode.
7.6. gscreen
The gscreen gui continues to support the identity kinematics configurations that it supported prior to joints_axes incorporation. Jogging is done in teleop mode.
7.7. gmoccapy
The gmoccapy gui continues to support the identity kinematics configurations that it supported prior to joints_axes incorporation. Jogging is done in teleop mode.
7.8. shuttlexpress driver renamed to shuttle
The HAL driver for the Contour Designs ShuttleXpress device has been renamed from "shuttlexpress" to just "shuttle". If your hal files include some variant of "loadusr shuttlexpress", replace "shuttlexpress" with "shuttle".
Support has been added for the ShuttlePRO, a bigger version of the ShuttleXpress, so the old driver name is no longer accurate.
7.9. linuxcncrsh
"Home All" is now supported with the set home subcommand by using -1 for the joint number
The jogging commands have been altered to accomodate both joint (free) and teleop (world) jogging.
was: set jog joint_number speed
is: set jog joint_number|axis_letter speed
was: set jog_incr joint_number speed increment
is: set jog_incr joint_number|axis_letter speed increment
was: set jog_stop
is: set jog_stop joint_number|axis_letterNote: Test for teleop mode using command: get teleop_enable if TELEOP_ENABLE=YES, use axis_letter else use joint_number
Note: Formerly, the command set jog 0 1.234 would jog the zeroth axis (X) with requested speed=1.234 in any mode (free or teleop). This command now attemps to jog the zeroth joint (Joint0) provided the mode is free (not teleop). To jog the X axis, the mode must be teleop and the corresponding command is: set jog x 1.234
8. Glade Virtual Control Panels
In LinuxCNC 2.8 the Glade VCPs are loaded after the POSTGUI_HALFILE is loaded.
So connecting the pins which are created by the Glade VCP in the
POSTGUI_HALFILE is not possible any more in 2.8. Instead they need to be
connected in a separate HAL file passed to the gladevcp command like this:
EMBED_TAB_COMMAND = gladevcp -H my_vcp_connect.hal -x {XID} my_vcp.glade9. Tools
9.1. Calibration (emccalib.tcl)
The calibration/tuning tool now supports stanzas:
[JOINT_N], [AXIS_L], [SPINDLE_S], [TUNE]where N is a joint number (0 .. ([KINS]JOINTS-1) ), L is an axis coordinate letter (X,Y,Z,A,B,C,U,V,W), and S is a spindle number (0 .. 9)
|
Note
|
The number of allowed spindles is 8 but legacy configurations may include a stanza [SPINDLE_9] unrelated to an actual spindle number. |
|
Note
|
The [TUNE] stanza may be used for specifying tunable items not relevant to the other supported stanzas. |
10. Obsolete Guis (removed for 2.8.x)
The guis mini, keystick, and xlinuxcnc have been removed in conjunction with updates for joints_axes. All related source code, examples, and documentation are available in the git repository.
11. Deprecated Guis (marked at 2.8.x)
The linuxcnclcd gui is a candidate for removal. Should this component be removed, all related source code, examples, and documentation will be available in the git repository.
12. Simulator configurations (updates for joints axes 2.8.x)
12.1. Pre-joints_axes
Prior to joints_axes incorporation, the halfiles used in sim configs typically supported a common milling machine — a Cartesian system with trivial kinematics and three axes named X Y Z. Typical halfile entries:
[HAL]
HALFILE = core_sim.hal
HALFILE = sim_spindle_encoder.hal
HALFILE = axis_manualtoolchange.hal
HALFILE = simulated_home.halLathe configs often shared the same halfiles and used the expedient method of specifying 3 axes with Y unused. More complex sim configs provided specific sets of halfiles according to the configuration purpose.
12.2. Post-joints_axes
With the incorporation of joints_axes functionality, many sims provided in the distribution now take advantage of a general purpose halfile that supports numerous configurations automatically. A typical sim config HALFILE specification is:
[HAL]
HALFILE = LIB:basic_sim.tclThe basic_sim.tcl HALFILE supports a number of commonly required functions for any number of joints as specified by:
[KINS]
...
JOINTS = number_of_joints
...Functions supported include:
-
ddts — differentiator hal components are loaded and connected for each joint (and xy, xyz for trivkins machines)
-
simulated_home — a sim_home_switch hal component is loaded and connected for each joint. The homing conditions are specified by the usual [JOINT_n]HOME_* ini file items.
-
use_hal_manualtoolchange — the user space hal_manualtoolchange component is loaded and connected.
-
sim_spindle — the sim_spindle component is loaded and connected to additional loaded hal components to simulate the inertia of a rotating spindle mass.
The functions are activated by default but can be excluded using options: -no_make_ddts, -no_simulated_home, -no_use_hal_manualtoolchange, -no_sim_spindle.
For example, to omit creation of ddts:
HALFILE = LIB:basic_sim.tcl -no_make_ddtsOmitting one or more of the core functions allows testing without without the function or addition of new HALFILEs to implement or expand on the functionality.
12.2.1. Equivalent Hal commands file
When LIB:basic_sim.tcl is used, an equivalent halfile is created (in the configuration directory) to show the halcmd commands issued. The file name is based on the name of the inifile with _cmds appended to the basename and a conventional .hal file extension. Example:
inifilename: example.ini
equivalent_halfilename: example_cmds.halThe equivalent halfile file supersedes previous instances of files with the same filename. Inifile variables substitutions specified in the inifile and interpreted by halcmd are automatically substituted in the created halfile. If there are [HAL]HALFILEs specified before LIB:basic_sim.tcl, their halcmd commands are included too.
The equivalent halfile can be used to create a new configuration based on the original configuration made with LIB:basic_sim.tcl with the following steps:
1) Run the simulator configuration to create a new equivalent halfile, for example: example_cmds.hal.
To use this new equivalent halfile in the original simulator configuration inifile (or a copy of it), edit to change:
[HAL]
HALFILE = LIB:basic_sim.tcl other_parametersto:
[HAL]
HALFILE = ./example_cmds.hal12.2.2. Notes
All components and connections made by LIB:basic_sim.tcl can be viewed using halcmd. The entire hal configuration (except for userspace components loaded with loadusr) can be saved to a file using:
$ halcmd save > hal.saveUse of LIB:basic_sim.tcl reduces the effort needed to make a simulation config since it handles most of the required component loading and hal connections.
The sim config Sample Configurations/sim/axis/minimal_xyz.ini demonstrates a working xyz configuration that uses LIB:basic_sim.tcl with a minimal number of ini file settings.
13. Miscellaneous updates for 2.8.x
Commits to unreleased branches may make changes that affect testers and early-adopters of the unreleased software.
13.1. Motion pins
New pins (see the motion man page for more info):
--- axis.L.jog-accel-fraction joint.N.jog-accel-fraction ---
13.2. Hal pins
Name changes:
was: axis.L.vel-cmd
is: axis.l.teleop-vel-cmdNew pins:
motion.homing-inhibit (see motion manpage)13.3. Hal component updates
-
siggen: new pin reset to set output signal values to predefined state
-
biquad: pins type,f0,Q,s1,s2 were formerly params
-
userkins: template for user-built kinematics modules using halcompile
13.4. XHC-HB04 Pendant Support
13.4.1. xhc_hb04_util.comp (helper component)
Remove unused pin jogenable-off
Add pin amux-enable so that the multiplexed acceleration reductions are now enabled by the ANDing the pins: is-manual and amux-enable. These two pins are typically connected to halui.mode.is-manual and halui.mode.is-teleop respectively.
13.4.2. xhc_hb04.tcl (optional LIB configuration halfile)
Remove signal pendant:jogenable-off for removed pin pendant_util.jogenable-off
Support new motion pins for reduced accelerations (axis.L.jog-accel-fraction, joint.N.jog-accel-fraction) for wheel jogging. The use of [APPLICATIONS]APP=xhc-hb04-accels is no longer supported. Reduced accels are applied for wheel jogging only (not for nml commands issued by guis).
13.5. XHC-WHB04B-6 pendant support
See the documentation for the xhc-whb04b-6 component.
13.6. bldc3_hall
The bldc_hall3 component has been removed. The bldc component is more flexible and better tested.
13.7. [JOINT_n]HOME_SEQUENCE Starting values
Starting sequence values may be 0, 1 (or -1) only. See the "Homing Configuration" documentation for more information.
13.8. [JOINT_n]HOME_SEQUENCE Negative values
Joints using a negative HOME_SEQUENCE are not allowed to jog in joint mode in order to prevent misalignment (racking) in common gantry configurations. As always, machines with any kinematics type must be homed prior to enabling conventional world mode jogging.
13.9. TWOPASS support for complex loadrt config= items
Added twopass support for loadrt config modparams with multiple settings separated by blanks and enclosed with quotes. Example:
loadrt hm2_eth board_ip=10.10.10.10 config="num_encoders=2 num_pwmgens=2 num_stepgens=3"14. Changes beyond 2.8.x
Future versions of this document will note changes made to the development branch subsequent to 2.8.x release(s).