1. Ubicaciones de archivos
LinuxCNC busca la configuración y los archivos de código G en un lugar específico. La ubicación depende de cómo ejecute LinuxCNC.
1.1. LinuxCNC Instalado
Si está ejecutando LinuxCNC desde el LiveCD o si lo instaló a través de un deb y usa el selector de configuración LinuxCNC del menú LinuxCNC, mire en los siguientes directorios:
-
El directorio LinuxCNC se encuentra en /home/dir-de-usuario/linuxcnc.
-
Los directorios de configuración se encuentran en /home/dir-de-usuario/linuxcnc/configs.
-
Los archivos de configuración se encuentran en /home/dir-de-usuario/linuxcnc/configs/name-of-config.
-
-
Los archivos de código G se encuentran en /home/dir-de-usuario/linuxcnc/nc_files '.
Por ejemplo, para una configuración llamada mill y nombre de usuario Fred, los directorios y la estructura de archivos se vería así.
-
/home/fred/linuxcnc
-
/home/fred/linuxcnc/nc_files
-
/home/fred/linuxcnc/configs/mill
-
/home/fred/linuxcnc/configs/mill/mill.ini
-
/home/fred/linuxcnc/configs/mill/mill.hal
-
/home/fred/linuxcnc/configs/mill/mill.var
-
/home/fred/linuxcnc/configs/mill/tool.tbl
-
1.2. LinuxCNC desde la Línea de Comandos
Si ejecuta LinuxCNC desde la línea de comandos y especifica el nombre y la ubicación del archivo INI, las ubicaciones de los archivos pueden estar en un lugar diferente. Para ver las opciones para ejecutar LinuxCNC desde la línea de comandos ejecute linuxcnc -h.
2. Archivos
Cada directorio de configuración requiere al menos los siguientes archivos:
-
Un archivo INI .ini
-
Un archivo HAL .hal o un archivo HALTCL .tcl especificado en la sección HAL del archivo INI.
|
Nota
|
Otros archivos pueden ser necesarios para algunas GUI. |
Opcionalmente también puede tener:
-
Un archivo de variables .var
-
Si omite un archivo .var en un directorio pero incluye [RS274NGC]PARAMETER_FILE=algunFichero.var, el archivo se creará para usted cuando se inicie LinuxCNC.
-
Si omite un archivo .var y omite el elemento [RS274NGC]PARAMETER_FILE, se creará el archivo var rs274ngc.var cuando se inicie LinuxCNC. Puede haber algunos mensajes confusos si se omite [RS274NGC]PARAMETER_FILE.
-
-
Un archivo de tabla de herramientas .tbl si [EMCMOT]TOOL_TABLE ha sido especificado en el archivo INI. Algunas configuraciones no necesitan una tabla de herramientas.
3. Sistemas steppers
3.1. Período Base
BASE_PERIOD es el latido de su sistema LinuxCNC.
[Esta
sección se refiere al uso de stepgen, generador de pasos incorporado en LinuxCNC.
Algunos dispositivos de hardware tienen su propio generador de pasos
y no usan el incorporado de LinuxCNC. En ese caso, consulte
su manual de hardware.]
En cada período, el
generador de pasos software decide si es hora de otro pulso de paso.
Un período más corto le permitirá generar más pulsos por segundo,
dentro de los limites. Pero si se hace muy corto, la computadora gastará mucho
mucho tiempo generando pulsos de paso y todo lo demás se relentizara, o tal vez incluso se bloqueara.
Los requisitos de latencia y de los drivers afectarán el período más corto que pueda usar.
Las latencias, en el peor de los casos, solo pueden ocurrir unas pocas veces por minuto, y las probabilidades de que ocurra una mala latencia justo cuando el motor está cambiando de dirección son bajas. Por lo tanto, puede obtener errores muy raros que arruinan una pieza de vez en cuando y son imposibles de solucionar.
La forma más sencilla de evitar este problema es elegir un BASE_PERIOD que sea la suma del requisito de tiempo más largo de su driver, y el peor caso de latencia de su computadora. Esto no siempre es la mejor opción. Por ejemplo, si está usando un driver con un requisito de tiempo de retención de señal de dirección de 20 us, y su prueba de latencia dice que tiene una latencia máxima de 11 us, entonces si configura BASE_PERIOD en 20 + 11 = 31 us obtendrá unos 32,258 pasos por segundo en un modo y 16,129 pasos por segundo en otro modo. Estos numeros son demasiado bajos.
El problema está con el requisito de tiempo de espera de 20 us. Eso, más los 11 us de
latencia es lo que nos obliga a usar un período lento de 31 us. Pero el
generador de pasos de software LinuxCNC tiene algunos parámetros que le permiten aumentar
de un período a varios. Por ejemplo, si steplen
[steplen
se refiere a un parámetro que ajusta el rendimiento del generador de pasos incorporado de LinuxCNC,
stepgen, que es un componente HAL. Este parámetro ajusta la longitud del
pulso de paso en sí mismo. Sigue leyendo, todo se explicará.]
es
cambiado de 1 a 2, entonces habrá dos períodos entre el
principio y final del pulso de paso. Del mismo modo, si dirhold
[dirhold
se refiere a un parámetro que ajusta la duración del tiempo de retención de la dirección.]
es
cambiado de 1 a 3, habrá al menos tres períodos entre el pulso de paso
y un cambio del pin de dirección.
Si podemos usar dirhold para cumplir con el requisito de tiempo de espera de 20 us, entonces el siguiente tiempo más largo es el tiempo alto de 4.5 us. Agregue la latencia de 11 us a los 4.5 us de tiempo en alto, y se obtiene un período mínimo de 15.5 us. Cuando se intenta 15.5 us, se vera que la computadora es lenta, por lo que se ajustará a 16 us. Si dejamos dirhold en 1 (el valor predeterminado), entonces el tiempo mínimo entre paso y dirección es el período de 16 us menos la latencia de 11 us = 5 us, lo cual no es suficiente, Necesitamos otros 15 us. Como el período es de 16 us, se necesita un período más. Entonces cambiamos dirhold de 1 a 2. Ahora el mínimo tiempo desde el final del pulso de paso hasta el cambio del pin de dirección es 5 + 16 = 21 us, y no tenemos que preocuparnos de que el driver tome una dirección incorrecta debido a la latencia.
Para obtener más información sobre stepgen, consulte la sección stepgen.
3.2. Temporizacion de pasos
Step Timing y Step Space son diferentes en algunos drivers. En este caso el punto de paso se vuelve importante. Si el driver manda pasos en borde descendente, entonces el pin de salida debe invertirse.
4. Servosistemas
4.1. Operación básica
Los servosistemas tienen mayor velocidad y precisión que los sistemas paso a paso equivalentes, pero son más costosos y complejos. A diferencia de los sistemas paso a paso, los servosistemas requieren algún tipo de dispositivo de retroalimentación de posición, y debe ajustarse o tunearse, ya que no funcionan directamente como un sistema paso a paso. Estas diferencias existen porque los servos son sistemas de lazo cerrado, a diferencia de los motores paso a paso que generalmente funcionan en lazo abierto. Que significa lazo cerrado?. Veamos un diagrama simplificado de cómo está conectado un sistema servomotor.
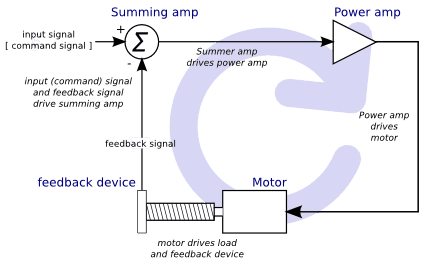
Este diagrama muestra que la señal de entrada (y la señal de retroalimentación) alimentan un amplificador sumador, el amplificador sumador acciona el amplificador de potencia, el amplificador de potencia impulsa el motor, el motor impulsa la carga (y el dispositivo de retroalimentación) y el dispositivo de retroalimentación (y la señal de entrada) vuelven a manejar el motor. Esto se parece mucho a un círculo (un lazo cerrado) donde A controla B, B controla C, C controla D y D controla A.
Si no ha trabajado antes con servosistemas, sin duda esto parecerá una
idea muy extraña al principio, especialmente en comparación con la electrónica normal
de circuitos donde las entradas preceden a las salidas y nunca van hacia atras.
[Si sirve de ayuda, el equivalente más cercano a esto en el mundo digital
son las máquinas de estado, máquinas secuenciales y demás, donde lo que están haciendo
las salidas ahora, depende de lo que las entradas (y las salidas)
estaban haciendo antes. Si no ayuda, no importa.]
Si todo
controla todo lo demás, cómo puede funcionar eso; ¿quién está a cargo?.
La respuesta es que LinuxCNC puede controlar este sistema,
pero tiene que hacerlo mediante algun método de control.
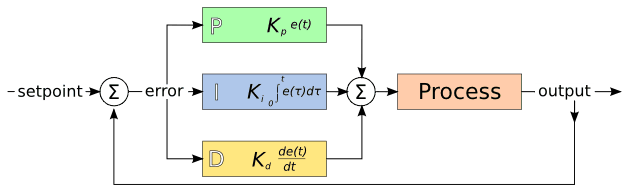
El método de control que utiliza LinuxCNC, uno de los más simples y mejores, se llama PID.
PID significa Proporcional, Integral y Derivativo. El valor proporcional determina la reacción al error actual, el valor integral determina la reacción en función de la suma de los errores recientes, y el valor derivado determina la reacción en función de la velocidad a la que el error ha estado cambiando. Son tres técnicas matemáticas comunes que se aplican a la tarea de lograr que un proceso de trabajo sigan un punto de trabajo o consigna. En el caso de LinuxCNC, el proceso que queremos controlar es la posición real del eje y el punto de trabajo o consigna es la posición ordenada del eje.
Al ajustar las tres constantes en el algoritmo del controlador PID, el el controlador puede proporcionar acciones de control diseñadas para requisitos de procesos específicos. La respuesta del controlador puede describirse en términos de la capacidad de respuesta frente a un error, el grado con el que el controlador sobrepasa el punto de ajuste (overshoot) y el grado de oscilación del sistema.
4.2. Término proporcional
El término proporcional (a veces llamado ganancia) hace un cambio en la salida que es proporcional al valor de error actual. Una ganancia proporcional alta resulta en un gran cambio en la salida para un determinado cambio en el error. Si la ganancia proporcional es demasiado alta, el sistema puede volverse inestable. En contraste, una pequeña ganancia resulta en una pequeña respuesta de salida a un gran error de entrada. Si la ganancia proporcional es demasiado baja, la acción de control puede ser demasiado pequeña al responder el sistema a los disturbios.
En ausencia de perturbaciones, el control proporcional puro no puede estabilizarse en su valor objetivo, pero retendrá un error de estado estable que es una función de la ganancia proporcional y la ganancia del proceso. A pesar del offset en estado estacionario, tanto la teoría de afinacion como la práctica industrial indican que es el término proporcional el que debe contribuir en mayor parte al cambio de la salida.
4.3. Término integral
La contribución del término integral (a veces llamado reset) es proporcional tanto a la magnitud del error como a la duración del mismo. Sumando el error instantáneo en el tiempo (integrando el error) se proporciona el offset acumulado que debería haberse corregido previamente. El error acumulado se multiplica por la ganancia integral y se agrega a la salida del controlador.
El término integral (cuando se agrega junto al término proporcional) acelera el movimiento del proceso hacia el punto de ajuste y elimina el error residual de estado estacionario que ocurre con una controlador solo proporcional. Sin embargo, dado que el término integral responde a errores acumulados del pasado, puede causar que el valor presente sobrepase el valor del punto de ajuste (cruzar sobre el punto de ajuste y luego crear una desviación en la otra dirección).
4.4. Término derivado
La tasa de cambio del error de proceso se calcula determinando la pendiente del error en el tiempo (es decir, su primera derivada con respecto al tiempo) y multiplicando esta tasa de cambio por la ganancia derivativa.
El término derivado reduce la velocidad de cambio de la salida del controlador y este efecto es más notable cerca del punto de ajuste del controlador. Por lo tanto, el control derivativo se utiliza para reducir la magnitud del sobreimpulso (overshoot) producido por el componente integral y mejorar estabilidad de la combinación proceso / controlador.
4.5. Ajuste de bucle
Si los parámetros del controlador PID (las ganancias de los términos proporcional, integral y derivado) se eligen incorrectamente, la entrada controlada del proceso puede ser inestable, es decir, su salida diverge, con o sin oscilación, y está limitada solo por saturación o rotura mecánica. Sintonizar un bucle de control es el ajuste de sus parámetros de control (ganancia / banda proporcional, ganancia integral / reset, ganancia derivada / tasa) a los valores óptimos para la respuesta de control deseada.
4.6. Sintonización manual
Un método de ajuste simple es establecer primero los valores I y D en cero. Aumente la P hasta que la salida del bucle oscile. Luego debe establecerse la P en aproximadamente la mitad de ese valor, buscando una respuesta del tipo decaimiento de un cuarto de amplitud. Despues se aumenta I hasta que cualquier offset se corrija en tiempo suficiente para el proceso. Sin embargo, demasiad a I causará inestabilidad. Finalmente, aumente D, si es necesario, hasta que el ciclo sea aceptablemente rápido para alcanzar su referencia después de una perturbación de carga. Sin embargo, demasiada D causará una respuesta excesiva y un sobredisparo. La sintonización del bucle PID generalmente sobredispara ligeramente para alcanzar el punto de ajuste más rapidamente; sin embargo, algunos sistemas no pueden aceptar el sobreimpulso, en cuyo caso se requiere un sistema de lazo cerrado sobre-amortiguado, que requerirá una P significativamente menor de la mitad de la configuración de P que causa oscilación.
5. RTAI
La interfaz de aplicación en tiempo real (RTAI) se utiliza para proporcionar el mejor rendimiento en tiempo real (RT). El kernel parcheado RTAI le permite escribir aplicaciones con restricciones de tiempo estrictas. RTAI da la habilidad tener cosas como la generación de pasos software que requieren gran precisión de sincronización.
5.1. ACPI
La Interfaz avanzada de configuración y energía (ACPI) tiene muchas funciones diferentes, la mayoría de las cuales interfieren con el rendimiento RT (por ejemplo: administración de energía, apagado de CPU, escala de frecuencia de CPU, etc.) El núcleo LinuxCNC (y probablemente todos los núcleos parcheados con RTAI) tiene ACPI deshabilitado. ACPI también se encarga de apagar el sistema después de que se ha iniciado el apagado, y por eso es posible que deba presionar el botón de encendido para apagar completamente su computadora. El grupo RTAI ha estado mejorando esto en versiones recientes, por lo que su sistema LinuxCNC puede apagarse en sí mismo después de todo.