1. Introduction: Extending the RS274NGC Interpreter by Remapping Codes
1.1. A Definition: Remapping Codes
By remapping codes we mean one of the following:
-
define the semantics of new - that is, currently unallocated - M- or G-codes
-
redefine the semantics of a - currently limited - set of existing codes.
1.2. Why would you want to extend the RS274NGC Interpreter?
The set of codes (M,G,T,S,F) currently understood by the RS274NGC interpreter is fixed and cannot be extended by configuration options.
In particular, some of these codes implement a fixed sequence of steps to be executed. While some of these, like M6, can be moderately configured by activating or skipping some of these steps through ini file options, overall the behavior is fairly rigid. So - if your are happy with this situation, then this manual section is not for you.
In many cases, this means that supporting a non out of the box configuration or machine is either cumbersome or impossible, or requires resorting to changes at the C/C+\+ language level. The latter is unpopular for good reasons - changing internals requires in-depth understanding of interpreter internals, and moreover brings its own set of support issues. While it is conceivable that certain patches might make their way into the main LinuxCNC distribution, the result of this approach is a hodge-podge of special-case solutions.
A good example for this deficiency is tool change support in LinuxCNC: while random tool changers are well supported, it is next to impossible to reasonably define a configuration for a manual-tool change machine with, for example, an automatic tool length offset switch being visited after a tool change, and offsets set accordingly. Also, while a patch for a very specific rack tool changer exists, it has not found its way back into the main code base.
However, many of these things may be fixed by using an O-word procedure instead of a built in code - whenever the - insufficient - built in code is to be executed, call the O-word procedure instead. While possible, it is cumbersome - it requires source-editing of NGC programs, replacing all calls to the deficient code by a an O-word procedure call.
In it’s simplest form a remapped code isn’t much more than a spontaneous call to an O-word procedure. This happens behind the scenes - the procedure is visible at the configuration level, but not at the NGC program level.
Generally, the behavior of a remapped code may be defined in the following ways:
-
you define a O-word subroutine which implements the desired behavior
-
alternatively, you may employ a Python function which extends the interpreter’s behavior.
1.2.1. How to glue things together
M- and G-codes, and O-words subroutine calls have some fairly different syntax.
O-word procedures, for example, take positional parameters with a specific syntax like so:
o<test> call [1.234] [4.65]
whereas M- or G-codes typically take required or optional word parameters. For instance, G76 (threading) requires the P,Z,I,J and K words, and optionally takes the R,Q,H, E and L words.
So it isn’t simply enough to say whenever you encounter code X, please call procedure Y - at least some checking and conversion of parameters needs to happen. This calls for some glue code between the new code, and its corresponding NGC procedure to execute before passing control to the NGC procedure.
This glue code is impossible to write as an O-word procedure itself since the RS274NGC language lacks the introspective capabilities and access into interpreter internal data structures to achieve the required effect. Doing the glue code in - again - C/C+\+ would be an inflexible and therefore unsatisfactory solution.
1.2.2. How Embedded Python fits in
To make a simple situation easy and a complex situation solvable, the glue issue is addressed as follows:
-
for simple situations, a built-in glue procedure (argspec) covers most common parameter passing requirements
-
for remapping T,M6,M61,S,F there is some standard Python glue which should cover most situations, see Standard Glue
-
for more complex situations, one can write your own Python glue to implement new behavior.
Embedded Python functions in the Interpreter started out as glue code, but turned out very useful well beyond that. Users familiar with Python will likely find it easier to write remapped codes, glue, O-word procedures etc in pure Python, without resorting to the somewhat cumbersome RS274NGC language at all.
1.2.3. A Word on Embedded Python
Many people are familiar with extending the Python interpreter by C/C++ modules, and this is heavily used in LinuxCNC to access Task, HAL and and Interpreter internals from Python scripts. Extending Python basically means: your Python script executes as it is in the driver seat, and may access non-Python code by importing and using extension modules written in C/C+\+. Examples for this are the LinuxCNC hal, gcode and emc modules.
Embedded Python is a bit different and and less commonly known: The main program is written in C/C++ and may use Python like a subroutine. This is powerful extension mechanism and the basis for the scripting extensions found in many successful software packages. Embedded Python code may access C/C+\+ variables and functions through a similar extension module method.
2. Getting started
Defining a code involves the following steps:
-
pick a code - either use an unallocated code, or redefine an existing code
-
deciding how parameters are handled
-
decide if and how results are handled
-
decide about the execution sequencing.
2.1. Picking a code
Note that currently only a few existing codes may be redefined, whereas there are many free codes which might be made available by remapping. When developing a redefined existing code, it might be a good idea to start with an unallocated G- or M-code so both the existing and new behavior can be exercised. When done, redefine the existing code to use your remapping setup.
2.2. Parameter handling
Let’s assume the new code will be defined by an NGC procedure, and needs some parameters, some of which might be required, others might be optional. We have the following options to feed values to the procedure:
-
extracting words from the current block and pass them to the procedure as parameters (like X22.34 or P47)
-
referring to ini file variables
-
referring to global variables (like #2200 = 47.11 or #<_global_param> = 315.2
The first method is preferred for parameters of dynamic nature, , like positions. You need to define which words on the current block have any meaning for your new code, and specify how that is passed to the NGC procedure. Any easy way is to use the argspec statement. A custom prolog might provide better error messages.
Using to ini file variables is most useful for referring to setup information for your machine, for instance a fixed position like a tool-length sensor position. The advantage of this method is that the parameters are fixed for your configuration regardless which NGC file you’re currently executing.
Referring to global variables is always possible, but they are easily overlooked.
Note there’s a limited supply of words which may be used as parameters, so one might need to fall back to the second and third methods if many parameters are needed.
2.3. Handling results
Your new code might succeed or fail, for instance if passed an invalid parameter combination. Or you might choose to just execute the procedure and disregard results, in which case there isn’t much work to do.
Epilog handlers help in processing results of remap procedures - see the reference section.
2.4. Execution sequencing
Executable G-code words are classified into modal groups, which also defines their relative execution behavior.
If a G-code block contains several executable words on a line, these words are executed in a predefined order of execution, not in the order they appear in block.
When you define a new executable code, the interpreter does not yet know where your code fits into this scheme. For this reason, you need to choose an appropriate modal group for your code to execute in.
2.5. An minimal example remapped code
To give you an idea how the pieces fit together, let’s explore a fairly minimal but complete remapped code definition. We choose an unallocated M-code and add the following option to the ini file:
[RS274NGC] REMAP=M400 modalgroup=10 argspec=Pq ngc=myprocedure
In a nutshell, this means:
-
The M400 code takes a required parameter P and an optional parameter Q. Other words in the current block are ignored with respect to the M400 code. If the P word is not present, fail execution with an error.
-
when an M400 code is encountered, execute myprocedure.ngc along the other modal group 10 M-codes as per order of execution.
-
the value of P, and Q are available in the procedure as local named parameters. The may be referred to as #<P> and #<Q>. The procedure may test whether the Q word was present with the EXISTS built in function.
The file myprocedure.ngc is expected to exists in the [DISPLAY]NC_FILES or [RS274NGC]SUBROUTINE_PATH directory.
A detailed discussion of REMAP parameters is found in the reference section below.
3. Configuring Remapping
3.1. The REMAP statement
To remap a code, define it using the REMAP option in RS274NG section of your ini file. Use one REMAP line per remapped code.
The syntax of the REMAP is:
It is an error to omit the <code> parameter.
The options of the REMAP statement are separated by whitespace. The options are keyword-value pairs and currently are:
- modalgroup=<modal group>
-
- G-codes
-
the only currently supported modal group is 1, which is also the default value if no group is given. Group 1 means execute alongside other G-codes.
- M-codes
-
currently supported modal groups are: 5,6,7,8,9,10. If no modalgroup is give, it defaults to 10 (execute after all other words in the block).
- T,S,F
-
for these the modal group is fixed and any modalgroup= option is ignored.
- argspec=<argspec>
-
See description of the argspec parameter options. Optional.
- ngc=<ngc_basename>
-
Basename of an O-word subroutine file name. Do not specify an .ngc extension. Searched for in the directories specified in the directory specified in [DISPLAY]PROGRAM_PREFIX, then in [RS274NGC]SUBROUTINE_PATH. Mutually exclusive with python=. It is an error to omit both ngc= and python=.
- python=<Python function name>
-
Instead of calling an ngc O-word procedure call a Python function. The function is expected to be defined in the module_basename.oword module. Mutually exclusive with ngc=.
- prolog=<Python function name>
-
Before executing an ngc procedure, call this Python function. The function is expected to be defined in the module_basename.remap module. Optional.
- epilog=<Python function name>
-
After executing an ngc procedure, call this Python function. The function is expected to be defined in the module_basename.remap module. Optional.
The python, prolog and epilog options require the Python Interpreter plugin to be configured, and appropriate Python functions to be defined there so they can be referred to with these options.
The syntax for defining a new code, and redefining an existing code is identical.
3.2. Useful REMAP option combinations
Note that while many combinations of argspec options are possible, not all of them make sense. The following combinations are useful idioms:
- argspec=<words> ngc=<procname> modalgroup=<group>
-
The recommended way to call an NGC procedure with a standard argspec parameter conversion. Used if argspec is good enough. Note it’s not good enough for remapping the Tx and M6/M61 tool change codes.
- prolog=<pythonprolog> ngc=<procname> epilog=<pythonepilog> modalgroup=<group>
-
Call a Python prolog function to take any preliminary steps, then call the NGC procedure. When done, call the Python epilog function to do any cleanup or result extraction work which cannot be handled in G-code. The most flexible way of remapping a code to an NGC procedure, since almost all of the Interpreter internal variables, and some internal functions may be accessed from the prolog and epilog handlers. Also, a longer rope to hang yourselves.
- python=<pythonfunction> modalgroup=<group>
-
Directly call to a Python function without any argument conversion. The most powerful way of remapping a code and going straight to Python. Use this if you don’t need an NGC procedure, or NGC is just getting in your way.
- argspec=<words> python=<pythonfunction> modalgroup=<group>
-
Convert the argspec words and pass them to a Python function as keyword argument dictionary. Use it when you’re too lazy to investigate words passed on the block yourself.
Note that if all you want to achieve is to call some Python code from G-code, there is the somewhat easier way of calling Python functions like O-word procedures.
3.3. The argspec parameter
The argument specification (keyword argspec) describes required and optional words to be passed to an ngc procedure, as well as optional preconditions for that code to execute.
An argspec consists of 0 or more characters of the class [@A-KMNP-Za-kmnp-z^>] . It can by empty (like argspec=).
An empty argspec, or no argspec argument at all implies the remapped code does not receive any parameters from the block. It will ignore any extra parameters present.
Note that RS274NGC rules still apply - for instance you may use axis words (eg X,Y,Z) only in the context of a G-code.
- ABCDEFGHIJKMPQRSTUVWXYZ
-
Defines a required word parameter: an uppercase letter specifies that the corresponding word must be present in the current block. The word`s value will be passed as a local named parameter with a corresponding name. If the @ character is present in the argspec, it will be passed as positional parameter, see below.
- abcdefghijkmpqrstuvwxyz
-
Defines an optional word parameter: a lowercase letter specifies that the corresponding word may be present in the current block. If the word is present, the word’s value will be passed as a local named parameter. If the @ character is present in the argspec, it will be passed as positional parameter, see below.
- @
-
The @ (at-sign) tells argspec to pass words as positional parameters, in the order defined following the @ option. Note that when using positional parameter passing, a procedure cannot tell whether a word was present or not, see example below.
|
Tip
|
this helps with packaging existing NGC procedures as remapped codes. Existing procedures do expect positional parameters. With the @ option, you can avoid rewriting them to refer to local named parameters. |
- ^
-
The ^ (caret) character specifies that the current spindle speed must be greater than zero (spindle running), otherwise the code fails with an appropriate error message.
- >
-
The > (greater-than) character specifies that the current feed must be greater than zero, otherwise the code fails with an appropriate error message.
- n
-
The n (greater-than) character specifies to pass the current line number in the `n`local named parameter.
By default, parameters are passed as local named parameter to an NGC procedure. These local parameters appear as already set when the procedure starts executing, which is different from existing semantics (local variables start out with value 0.0 and need to be explicitly assigned a value).
Optional word parameters may be tested for presence by the EXISTS(#<word>) idiom.
3.3.1. Example for named parameter passing to NGC procedures
Assume the code is defined as
REMAP=M400 modalgroup=10 argspec=Pq ngc=m400
and m400.ngc looks as follows:
o<m400> sub (P is required since it's uppercase in the argspec) (debug, P word=#<P>) (the q argspec is optional since its lowercase in the argspec. Use as follows:) o100 if [EXISTS[#<q>]] (debug, Q word set: #<q>) o100 endif o<m400> endsub M2
-
executing M400 will fail with the message user-defined M400: missing: P
-
executing M400 P123 will display P word=123.000000
-
executing M400 P123 Q456 will display P word=123.000000 and Q word set: 456.000000
3.3.2. Example for positional parameter passing to NGC procedures
Assume the code is defined as
REMAP=M410 modalgroup=10 argspec=@PQr ngc=m410
and m410.ngc looks as follows:
o<m410> sub (debug, [1]=#1 [2]=#2 [3]=#3) o<m410> endsub M2
-
executing M410 P10 will display m410.ngc: [1]=10.000000 [2]=0.000000
-
executing M410 P10 Q20 will display m410.ngc: [1]=10.000000 [2]=20.000000
NB: you lose the capability to distinguish more than one optional parameter word, and you cannot tell whether an optional parameter was present but had the value 0, or was not present at all.
3.3.3. Simple example for named parameter passing to a Python function
It’s possible to define new codes without any NGC procedure. Here’s a simple first example, a more complex one can be found in the next section.
Assume the code is defined as
REMAP=G88.6 modalgroup=1 argspec=XYZp python=g886
This instructs the interpreter to execute the Python function g886 in the module_basename.remap module which might look like so:
from interpreter import INTERP_OK from emccanon import MESSAGE def g886(self, **words): for key in words: MESSAGE("word '%s' = %f" % (key, words[key])) if words.has_key('p'): MESSAGE("the P word was present") MESSAGE("comment on this line: '%s'" % (self.blocks[self.remap_level].comment)) return INTERP_OK
Try this with out with: g88.6 x1 y2 z3 g88.6 x1 y2 z3 p33 (a comment here)
You’ll notice the gradual introduction of the embedded Python environment - see here for details. Note that with Python remapping functions, it make no sense to have Python prolog or epilog functions since it’s executing a Python function in the first place.
3.3.4. Advanced example: Remapped codes in pure Python
The interpreter and emccanon modules expose most of the Interpreter and some Canon internals, so many things which so far required coding in C/C+\+ can be now be done in Python.
The following example is based on the nc_files/involute.py script - but canned as a G-code with some parameter extraction and checking. It also demonstrates calling the interpreter recursively (see self.execute()).
Assuming a definition like so (NB: this does not use argspec):
REMAP=G88.1 modalgroup=1 py=involute
The involute function in python/remap.py listed below does all word extraction from the current block directly. Note that interpreter errors can be translated to Python exceptions. Remember this is readahead time - execution time errors cannot be trapped this way.
import sys import traceback from math import sin,cos from interpreter import * from emccanon import MESSAGE from util import lineno, call_pydevd # raises InterpreterException if execute() or read() fails throw_exceptions = 1 def involute(self, **words): """ remap function with raw access to Interpreter internals """ if self.debugmask & 0x20000000: call_pydevd() # USER2 debug flag if equal(self.feed_rate,0.0): return "feedrate > 0 required" if equal(self.speed,0.0): return "spindle speed > 0 required" plunge = 0.1 # if Z word was given, plunge - with reduced feed # inspect controlling block for relevant words c = self.blocks[self.remap_level] x0 = c.x_number if c.x_flag else 0 y0 = c.y_number if c.y_flag else 0 a = c.p_number if c.p_flag else 10 old_z = self.current_z if self.debugmask & 0x10000000: print "x0=%f y0=%f a=%f old_z=%f" % (x0,y0,a,old_z) try: #self.execute("G3456") # would raise InterpreterException self.execute("G21",lineno()) self.execute("G64 P0.001",lineno()) self.execute("G0 X%f Y%f" % (x0,y0),lineno()) if c.z_flag: feed = self.feed_rate self.execute("F%f G1 Z%f" % (feed * plunge, c.z_number),lineno()) self.execute("F%f" % (feed),lineno()) for i in range(100): t = i/10. x = x0 + a * (cos(t) + t * sin(t)) y = y0 + a * (sin(t) - t * cos(t)) self.execute("G1 X%f Y%f" % (x,y),lineno()) if c.z_flag: # retract to starting height self.execute("G0 Z%f" % (old_z),lineno()) except InterpreterException,e: msg = "%d: '%s' - %s" % (e.line_number,e.line_text, e.error_message) return msg return INTERP_OK
The examples described so far can be found in configs/sim/axis/remap/getting-started with complete working configurations.
4. Upgrading an existing configuration for remapping
The minimal prerequisites for using REMAP statements are as follows:
-
the Python plug in must be activated by specifying a [PYTHON]TOPLEVEL=<path-to-toplevel-script> in the ini file.
-
the toplevel script needs to import the remap module, which can be initially empty, but the import needs to be in place.
-
The Python interpreter needs to find the remap.py module above, so the path to the directory where your Python modules live needs to be added with [PYTHON]PATH_APPEND=<path-to-your-local-Python-directory>
-
Recommended: import the stdglue handlers in the remap module. In this case Python also needs to find stdglue.py - we just copy it from the distribution so you can make local changes as needed. Depending on your installation the path to stdglue.py might vary.
Assuming your configuration lives under /home/user/xxx and the ini file is /home/user/xxx/xxx.ini, execute the following commands.
$ cd /home/user/xxx $ mkdir python $ cd python $ cp /usr/share/linuxcnc/ncfiles/remap_lib/python-stdglue/stdglue.py . $ echo 'from stdglue import *' >remap.py $ echo 'import remap' >toplevel.py
Now edit /home/user/xxx/xxx.ini and add the following:
[PYTHON] TOPLEVEL=/home/user/xxx/python/toplevel.py PATH_APPEND=/home/user/xxx/python
Now verify that LinuxCNC comes up with no error messages - from a terminal window execute:
$ cd /home/user/xxx
$ linuxcnc xxx.ini5. Remapping tool change-related codes: T, M6, M61
5.1. Overview
If you are unfamiliar with LinuxCNC internals, first read the How tool change currently works section (dire but necessary).
Note than when remapping an existing code, we completely disable this codes' built in functionality of the interpreter.
So our remapped code will need to do a bit more than just generating some commands to move the machine as we like - it will also need to replicate those steps from this sequence which are needed to keep the interpreter and task happy.
However, this does not affect the processing of tool change-related commands in task and iocontrol. This means when we execute step 6b this will still cause iocontrol to do its thing.
Decisions, decisions:
-
Do we want to use an O-word procedure or do it all in Python code?
-
Is the iocontrol HAL sequence (tool-prepare/tool-prepared and tool-change/tool-changed pins) good enough or do we need a different kind of HAL interaction for our tool changer (for example: more HAL pins involved with a different interaction sequence)?
Depending on the answer, we have four different scenarios:
-
When using an O-word procedure, we need prolog and epilog functions
-
if using all Python code and no O-word procedure, a Python function is enough
-
when using the iocontrol pins, our O-word procedure or Python code will contain mostly moves
-
when we need a more complex interaction than offered by iocontrol, we need to completely define our own interaction, using motion.digital* and motion.analog* pins, and essentially ignore the iocontrol pins by looping them.
|
Note
|
If you hate O-word procedures and love Python, you’re free to do it all in Python, in which case you would just have a python=<function> spec in the REMAP statement. But assuming most folks would be interested in using O-word procedures because they are more familiar with that, we’ll do that as the first example. |
So the overall approach for our first example will be:
-
we’d like to do as much as possible with G-code in an O-word procedure for flexibility. That includes all HAL interaction which would normally be handled by iocontrol - because we rather would want to do clever things with moves, probes, HAL pin I/O and so forth.
-
we’ll try to minimize Python code to the extent needed to keep the interpreter happy, and cause task to actually do anything. That will go into the prolog and epilog Python functions.
5.2. Understanding the role of iocontrol with remapped tool change codes
Iocontrol provides two HAL interaction sequences we might or might not use:
-
when the NML message queued by a SELECT_POCKET() canon command is executed, this triggers the "raise tool-prepare and wait for tool-prepared to become high" HAL sequence in iocontrol, besides setting the XXXX pins
-
when the NML message queued by the CHANGE_TOOL() canon command is executed, this triggers the "raise tool-change and wait for tool-changed to become high" HAL sequence in iocontrol, besides setting the XXXX pins
What you need to decide is whether the existing iocontrol HAL sequences are sufficient to drive your changer. Maybe you need a different interaction sequence - for instance more HAL pins, or maybe a more complex interaction. Depending on the answer, we might continue to use the existing iocontrol HAL sequences, or define our own ones.
For the sake of documentation, we’ll disable these iocontrol sequences, and roll our own - the result will look and feel like the existing interaction, but now we have complete control over them because they are executed in our own O-word procedure.
So what we’ll do is use some motion.digital-* and motion.analog-* pins, and the associated M62 .. M68 commands to do our own HAL interaction in our O-word procedure, and those will effectively replace the iocontrol tool-prepare/tool-prepared and tool-change/tool-changed sequences. So we’ll define our pins replacing existing iocontrol pins functionally, and go ahead and make the iocontrol interactions a loop. We’ll use the following correspondence in our example:
Iocontrol pin correspondence in the examples
| iocontrol.0 pin | motion pin |
|---|---|
tool-prepare |
digital-out-00 |
tool-prepared |
digital-in-00 |
tool-change |
digital-out-01 |
tool-changed |
digital-in-01 |
tool-prep-number |
analog-out-00 |
tool-prep-pocket |
analog-out-01 |
tool-number |
analog-out-02 |
Let us assume you want to redefine the M6 command, and replace it by an O-word procedure, but other than that things should continue to work.
So what our O-word procedure would do is to replace the steps outlined here. Looking through these steps you’ll find that NGC code can be used for most of them, but not all. So the stuff NGC cant handle will be done in Python prolog and epilog functions.
5.3. Specifying the M6 replacement
To convey the idea, we just replace the built in M6 semantics with our own. Once that works, you may go ahead and place any actions you see fit into the O-word procedure.
Going through the steps, we find:
-
check for T command already executed - execute in Python prolog
-
check for cutter compensation being active - execute in Python prolog
-
stop the spindle if needed - can be done in NGC
-
quill up - can be done in NGC
-
if TOOL_CHANGE_AT_G30 was set:
-
move the A, B and C indexers if applicable - can be done in NGC
-
generate rapid move to the G30 position - can be done in NGC
-
-
send a CHANGE_TOOL Canon command to task - execute in Python epilog
-
set the numberer parameters 5400-5413 according to the new tool - execute in Python epilog
-
signal to task to stop calling the interpreter for readahead until tool change complete - execute in Python epilog
So we need a prolog, and an epilog. Lets assume our ini file incantation of the M6 remap looks as follows:
REMAP=M6 modalgroup=6 prolog=change_prolog ngc=change epilog=change_epilog
So the prolog covering steps 1 and 2 would look like so - we decide to pass a few variables to the remap procedure which can be inspected and changed there, or used in a message. Those are: tool_in_spindle, selected_tool (tool numbers) and their respective pockets current_pocket and selected_pocket:
def change_prolog(self, **words): try: if self.selected_pocket < 0: return "M6: no tool prepared" if self.cutter_comp_side: return "Cannot change tools with cutter radius compensation on" self.params["tool_in_spindle"] = self.current_tool self.params["selected_tool"] = self.selected_tool self.params["current_pocket"] = self.current_pocket self.params["selected_pocket"] = self.selected_pocket return INTERP_OK except Exception, e: return "M6/change_prolog: %s" % (e)
You will find that most prolog functions look very similar: first test that all preconditions for executing the code hold, then prepare the environment - inject variables and/or do any preparatory processing steps which cannot easily be done in NGC code; then hand off to the NGC procedure by returning INTERP_OK.
Our first iteration of the O-word procedure is unexciting - just verify we got parameters right, and signal success by returning a positive value; steps 3-5 would eventually be covered here (see here for the variables referring to ini file settings):
O<change> sub (debug, change: current_tool=#<current_tool>) (debug, change: selected_pocket=#<selected_pocket>) ; ; insert any g-code which you see fit here, eg: ; G0 #<_ini[setup]tc_x> #<_ini[setup]tc_y> #<_ini[setup]tc_z> ; O<change> endsub [1] m2
Assuming success of change.ngc, we need to mop up steps 6-8:
def change_epilog(self, **words): try: if self.return_value > 0.0: # commit change self.selected_pocket = int(self.params["selected_pocket"]) emccanon.CHANGE_TOOL(self.selected_pocket) # cause a sync() self.tool_change_flag = True self.set_tool_parameters() return INTERP_OK else: return "M6 aborted (return code %.1f)" % (self.return_value) except Exception, e: return "M6/change_epilog: %s" % (e)
This replacement M6 is compatible with the built in code, except steps 3-5 need to be filled in with your NGC code.
Again, most epilogs have a common scheme: first, determine whether things went right in the remap procedure, then do any commit and cleanup actions which cant be done in NGC code.
5.4. Configuring iocontrol with a remapped M6
Note that the sequence of operations has changed: we do everything required in the O-word procedure - including any HAL pin setting/reading to get a changer going, and to acknowledge a tool change - likely with motion.digital-* and motion-analog-* IO pins. When we finally execute the CHANGE_TOOL() command, all movements and HAL interactions are already completed.
Normally only now iocontrol would do its thing as outlined here. However, we don’t need the HAL pin wiggling anymore - all iocontrol is left to do is to accept we’re done with prepare and change.
This means that the corresponding iocontrol pins have no function any more. Therefore, we configure iocontrol to immediately acknowledge a change by configuring like so:
# loop change signals when remapping M6 net tool-change-loop iocontrol.0.tool-change iocontrol.0.tool-changed
If you for some reason want to remap Tx (prepare), the corresponding iocontrol pins need to be looped as well.
5.5. Writing the change and prepare O-word procedures
The standard prologs and epilogs found in ncfiles/remap_lib/python-stdglue/stdglue.py pass a few exposed parameters to the remap procedure.
An exposed parameter is a named local variable visible in a remap procedure which corresponds to interpreter-internal variable which is relevant for the current remap. Exposed parameters are set up in the respective prolog, and inspected in the epilog. They can be changed in the remap procedure and the change will be picked up in the epilog. The exposed parameters for remappable built in codes are:
-
T (prepare_prolog): #<tool> , #<pocket>
-
M6 (change_prolog): #<tool_in_spindle>, #<selected_tool>, #<current_pocket>, #<selected_pocket>
-
M61 (settool_prolog): #<tool> , #<pocket>
-
S (setspeed_prolog): #<speed>
-
F (setfeed_prolog): #<feed>
If you have specific needs for extra parameters to be made visible, that can simply be added to the prolog - practically all of the interpreter internals are visible to Python.
5.6. Making minimal changes to the built in codes, including M6
Remember that normally remapping a code completely disables all internal processing for that code.
However, in some situations it might be sufficient to add a few codes around the existing M6 built in implementation, like a tool length probe, but other than that retain the behavior of the built in M6.
Since this might be a common scenario, the built in behavior of remapped codes has been made available within the remap procedure. The interpreter detects that you are referring to a remapped code within the procedure which is supposed to redefine its behavior. In this case, the built in behavior is used - this currently is enabled for the set: M6, M61,T, S, F). Note that otherwise referring to a code within its own remap procedure would be a error - a remapping recursion.
Slightly twisting a built in would look like so (in the case of M6):
REMAP=M6 modalgroup=6 ngc=mychange
o<mychange> sub M6 (use built in M6 behavior) (.. move to tool length switch, probe and set tool length..) o<mychange> endsub m2
|
Caution
|
when redefining a built in code, do not specify any leading zeroes in G- or M-codes - for example, say REMAP=M1 .., not REMAP=M01 .... |
See the configs/sim/axis/remap/extend-builtins directory for a complete configuration which is the recommended starting point for own work when extending built in codes.
5.7. Specifying the T (prepare) replacement
If you’re confident with the default implementation, you wouldn’t need to do this. But remapping is also a way to work around deficiencies in the current implementation, for instance to not block until the "tool-prepared" pin is set.
What you could do, for instance, is: - in a remapped T, just set the equivalent of the "tool-prepare" pin, but not wait for "tool-prepared" here - in the corresponding remapped M6, wait for the "tool-prepared" at the very beginning of the O-word procedure.
Again, the iocontrol tool-prepare/tool-prepared pins would be unused and replaced by motion.* pins, so those would pins must be looped:
# loop prepare signals when remapping T net tool-prep-loop iocontrol.0.tool-prepare iocontrol.0.tool-prepared
So, here’s the setup for a remapped T:
REMAP=T prolog=prepare_prolog epilog=prepare_epilog ngc=prepare
def prepare_prolog(self,**words): try: cblock = self.blocks[self.remap_level] if not cblock.t_flag: return "T requires a tool number" tool = cblock.t_number if tool: (status, pocket) = self.find_tool_pocket(tool) if status != INTERP_OK: return "T%d: pocket not found" % (tool) else: pocket = -1 # this is a T0 - tool unload # these variables will be visible in the ngc oword sub # as #<tool> and #<pocket> local variables, and can be # modified there - the epilog will retrieve the changed # values self.params["tool"] = tool self.params["pocket"] = pocket return INTERP_OK except Exception, e: return "T%d/prepare_prolog: %s" % (int(words['t']), e)
The minimal ngc prepare procedure again looks like so:
o<prepare> sub ; returning a positive value to commit: o<prepare> endsub [1] m2
And the epilog:
def prepare_epilog(self, **words): try: if self.return_value > 0: self.selected_tool = int(self.params["tool"]) self.selected_pocket = int(self.params["pocket"]) emccanon.SELECT_POCKET(self.selected_pocket, self.selected_tool) return INTERP_OK else: return "T%d: aborted (return code %.1f)" % (int(self.params["tool"]),self.return_value) except Exception, e: return "T%d/prepare_epilog: %s" % (tool,e)
prepare_prolog and prepare_epilog are part of the standard glue provided by nc_files/remap_lib/python-stdglue/stdglue.py. This module is intended to cover most standard remapping situations in a common way.
5.8. Error handling: dealing with abort
The built in tool change procedure has some precautions for dealing with a program abort (e.g. hitting Escape in Axis during a change). Your remapped function has none of this, therefore some explicit cleanup might be needed if a remapped code is aborted. In particular, a remap procedure might establish modal settings which are undesirable to have active after an abort. For instance, if your remap procedure has motion codes (G0,G1,G38..) and the remap is aborted, then the last modal code will remain active. However, you very likely want to have any modal motion canceled when the remap is aborted.
The way to do this is by using the [RS274NGC]ON_ABORT_COMMAND feature. This ini option specifies a O-word procedure call which is executed if task for some reason aborts program execution.
[RS274NGC] ON_ABORT_COMMAND=O <on_abort> call
The suggested on_abort procedure would look like so (adapt to your needs):
o<on_abort> sub G54 (origin offsets are set to the default) G17 (select XY plane) G90 (absolute) G94 (feed mode: units/minute) M48 (set feed and speed overrides) G40 (cutter compensation off) M5 (spindle off) G80 (cancel modal motion) M9 (mist and coolant off) o<on_abort> endsub m2
|
Caution
|
Never use an M2 in a O-word subroutine, including this one. It will cause hard-to-find errors. For instance, using an M2 in a subroutine will not end the subroutine properly and will leave the subroutine NGC file open, not your main program. |
Make sure on_abort.ngc is along the interpreter search path (recommended location: SUBROUTINE_PATH so as not to clutter your NC_FILES directory with internal procedures). on_abort receives a single parameter indicating the cause for calling the abort procedure, which might be used for conditional cleanup.
Statements in that procedure typically would assure that post-abort any state has been cleaned up, like HAL pins properly reset. For an example, see configs/sim/axis/remap/rack-toolchange.
Note that terminating a remapped code by returning INTERP_ERROR from the epilog (see previous section) will also cause the on_abort procedure to be called.
5.9. Error handling: failing a remapped code NGC procedure
If you determine in your handler procedure that some error condition occurred, do not use M2 to end your handler - see above:
If displaying an operator error message and stopping the current program is good enough, use the (abort, <message>) feature to terminate the handler with an error message. Note that you can substitute numbered, named, ini and HAL parameters in the text like in this example (see also tests/interp/abort-hot-comment/test.ngc):
o100 if [..] (some error condition) (abort, Bad Things! p42=#42 q=#<q> ini=#<_ini[a]x> pin=#<_hal[component.pin]) o100 endif
NB: ini and HAL variable expansion need explicit enabling with FEATURE.
If more fine grained recovery action is needed, use the idiom laid out in the previous example:
-
define an epilog function, even if it’s just to signal an error condition
-
pass a negative value from the handler to signal the error
-
inspect the return value in the epilog function.
-
take any recovery action needed
-
return the error message string from the handler, which will set the interpreter error message and abort the program (pretty much like (abort, message=
This error message will be displayed in the UI, and returning INTERP_ERROR will cause this error handled like any other runtime error.
Note that both (abort, msg) and returning INTERP_ERROR from an epilog will cause any ON_ABORT handler to be called as well if defined (see previous section).
6. Remapping other existing codes: S, M0, M1, M60
6.1. Automatic gear selection be remapping S (set spindle speed)
A potential use for a remapped S code would be automatic gear selection depending on speed. In the remap procedure one would test for the desired speed attainable given the current gear setting, and change gears appropriately if not.
6.2. Adjusting the behavior of M0, M1, M60
A use case for remapping M0/M1 would be to customize the behavior of the existing code. For instance, it could be desirable to turn off the spindle, mist and flood during an M0 or M1 program pause, and turn these settings back on when the program is resumed.
For a complete example doing just that, see configs/sim/axis/remap/extend-builtins/, which adapts M1 as laid out above.
7. Creating new G-code cycles
A G-code cycle as used here is meant to behave as follows:
-
On first invocation, the associated words are collected and the G-code cycle is executed.
-
If subsequent lines just continue parameter words applicable to this code, but no new G-code, the previous G code is re-executed with the parameters changed accordingly.
An example: Assume you have G84.3 defined as remapped G code cycle with the following ini segment (see here for a detailed description of cycle_prolog and cycle_epilog):
[RS274NGC] # A cycle with an oword procedure: G84.3 <X- Y- Z- Q- P-> REMAP=G84.3 argspec=xyzabcuvwpr prolog=cycle_prolog ngc=g843 epilog=cycle_epilog modalgroup=1
Executing the following lines:
g17 (1) g84.3 x1 y2 z3 r1 (2) x3 y4 p2 (3) x6 y7 z5 (4) G80
causes the following (note R is sticky, and Z is sticky since the plane is XY):
-
g843.ngc is called with words x=1, y=2, z=3, r=1
-
g843.ngc is called with words x=3, y=4, z=3, p=2, r=1
-
g843.ngc is called with words x=6, y=7, z=3, r=1
-
The G84.3 cycle is canceled.
Besides creating new cycles, this provides an easy method for repackaging existing G-codes which do not behave as cycles. For instance, the G33.1 Rigid Tapping code does not behave as a cycle. With such a wrapper, a new code can be easily created which uses G33.1 but behaves as a cycle.
See configs/sim/axis/remap/cycle for a complete example of this feature. It contains two cycles, one with an NGC procedure like above, and a cycle example using just Python.
8. Configuring Embedded Python
The Python plugin serves both the interpreter, and task if so configured, and hence has its own section PYTHON in the ini file.
8.1. Python plugin : ini file configuration
[PYTHON]
- TOPLEVEL=<filename>
-
filename of the initial Python script to execute on startup. This script is responsible for setting up the package name structure, see below.
- PATH_PREPEND=<directory>
-
prepend this directory to PYTHON_PATH. A repeating group.
- PATH_APPEND=<directory>
-
append this directory to PYTHON_PATH. A repeating group.
- LOG_LEVEL=<integer>
-
log level of plugin-related actions. Increase this if you suspect problems. Can be very verbose.
- RELOAD_ON_CHANGE=[0|1]
-
reload the TOPLEVEL script if the file was changed. Handy for debugging but currently incurs some runtime overhead. Turn this off for production configurations.
- PYTHON_TASK=[0|1]
-
Start the Python task plug in. Experimental. See xxx.
8.2. Executing Python statements from the interpreter
For ad-hoc execution of commands the Python hot comment has been added. Python output by default goes to stdout, so you need to start LinuxCNC from a terminal window to see results. Example (eg. in the MDI window):
;py,print 2*3
Note that the interpreter instance is available here as self, so you could also run:
;py,print self.tool_table[0].toolno
The emcStatus structure is accessible, too:
;py,from emctask import * ;py,print emcstat.io.aux.estop
9. Programming Embedded Python in the RS274NGC Interpreter
9.1. The Python plugin namespace
The namespace is expected to be laid out as follows:
- oword
-
Any callables in this module are candidates for Python O-word procedures. Note that the Python oword module is checked before testing for a NGC procedure with the same name - in effect names in oword will hide NGC files of the same basename.
- remap
-
Python callables referenced in an argspec prolog,epilog or python option are expected to be found here.
- namedparams
-
Python funtcions int this module extend or redefine the namespace of predefined named parameters, see adding predefined parameters.
- task
-
Task-related callables are expected here.
9.2. The Interpreter as seen from Python
The interpreter is an existing C++ class (Interp) defined in src/emc/rs274ngc. Conceptually all oword.<function> and remap.<function> Python calls are methods of this Interp class, although there is no explicit Python definition of this class (it’s a Boost.Python wrapper instance) and hence receive the as the first parameter self which can be used to access internals.
9.3. The Interpreter __init__ and __delete__ functions
If the TOPLEVEL module defines a function __init__, it will be called once the interpreter is fully configured (ini file read, and state synchronized with the world model).
If the TOPLEVEL module defines a function __delete__, it will be called once before the interpreter is shutdown and after the persistent parameters have been saved to the PARAMETER_FILE.
Note_ at this time, the __delete__ handler does not work for interpreter instances created by importing the gcode module. If you need an equivalent functionality there (which is quite unlikely), please consider the Python atexit module.
# this would be defined in the TOPLEVEL module def __init__(self): # add any one-time initialization here if self.task: # this is the milltask instance of interp pass else: # this is a non-milltask instance of interp pass def __delete__(self): # add any cleanup/state saving actions here if self.task: # as above pass else: pass
This function may be used to initialize any Python-side attributes which might be needed later, for instance in remap or oword functions, and save or restore state beyond what PARAMETER_FILE provides.
If there are setup or cleanup actions which are to happen only in the milltask Interpreter instance (as opposed to the interpreter instance which sits in the gcode Python module and serves preview/progress display purposes but nothing else), this can be tested for by evaluating self.task.
An example use of __init__ and __delete__ can be found in configs/sim/axis/remap/cycle/python/toplevel.py initialising attributes needed to handle cycles in ncfiles/remap_lib/python-stdglue/stdglue.py (and imported into configs/sim/axis/remap/cycle/python/remap.py).
9.4. Calling conventions: NGC to Python
Python code is called from NGC in the following situations:
-
during normal program execution:
-
when an O-word call like O<proc> call is executed and the name oword.proc is defined and callable
-
when a comment like ;py,<Python statement> is executed
-
-
during execution of a remapped code: any prolog=, python= and epilog= handlers.
9.4.1. Calling O-word Python subroutines
Arguments:
- self
-
the interpreter instance
- *args
-
the list of actual positional parameters. Since the number of actual parameters may vary, it is best to use this style of declaration:
# this would be defined in the oword module def mysub(self, *args): print "number of parameters passed:", len(args) for a in args: print a
9.4.2. Return values of O-word Python subroutines
Just as NGC procedures may return values, so do O-word Python subroutines. They are expected to either:
-
return no value (no return statement or the value None)
-
a float or int value
-
a string, this means this is an error message, abort the program. Works like (abort, msg).
Any other return value type will raise a Python exception.
In a calling NGC environment, the following predefined named parameters are available:
- #<_value>
-
value returned by the last procedure called. Initialized to 0.0 on startup. Exposed in Interp as self.return_value (float).
- #<_value_returned>
-
indicates the last procedure called did return`or `endsub with an explicit value. 1.0 if true. Set to 0.0 on each call. Exposed in Interp was self.value_returned (int).
See also tests/interp/value-returned for an example.
9.4.3. Calling conventions for prolog= and epilog= subroutines
Arguments are:
- self
-
the interpreter instance
- words
-
keyword parameter dictionary. If an argspec was present, words are collected from the current block accordingly and passed in the dictionary for convenience (the words could as well be retrieved directly from the calling block, but this requires more knowledge of interpreter internals). If no argspec was passed, or only optional values were specified and none of these was present in the calling block, this dict is empty. Word names are converted to lowercase.
Example call:
def minimal_prolog(self, **words): # in remap module print len(words)," words passed" for w in words: print "%s: %s" % (w, words[w]) if words['p'] < 78: # NB: could raise an exception if p were optional return "failing miserably" return INTERP_OK
Return values:
- INTERP_OK
-
return this on success. You need to import this from interpreter.
- "a message text"
-
returning a string from a handler means this is an error message, abort the program. Works like (abort, msg).
.
9.4.4. Calling conventions for python= subroutines
Arguments are:
- self
-
the interpreter instance
- words
-
keyword parameter dictionary. the same kwargs dictionary as prologs and epilogs (see above).
The minimum python= function example:
def useless(self, **words): # in remap module return INTERP_OK
Return values:
- INTERP_OK
-
return this on success
- "a message text"
-
returning a string from a handler means this is an error message, abort the program. Works like (abort, msg).
If the handler needs to execute a queuebuster operation (tool change, probe, HAL pin reading) it is supposed to suspend execution with the following statement:
- yield INTERP_EXECUTE_FINISH
-
This signals task to stop read ahead, execute all queued operations, execute the queue-buster operation, synchronize interpreter state with machine state, and then signal the interpreter to continue. At this point the function is resumed at the statement following the yield .. statement.
9.4.5. Dealing with queue-buster: Probe, Tool change and waiting for a HAL pin
Queue busters interrupt a procedure at the point where such an operation is called, hence the procedure needs to be restarted after the interpreter synch(). When this happens the procedure needs to know if it is restarted, and where to continue. The Python generator method is used to deal with procedure restart.
This demonstrates call continuation with a single point-of-restart:
def read_pin(self,*args): # wait 5secs for digital-input 00 to go high emccanon.WAIT(0,1,2,5.0) # cede control after executing the queue buster: yield INTERP_EXECUTE_FINISH # post-sync() execution resumes here: pin_status = emccanon.GET_EXTERNAL_DIGITAL_INPUT(0,0); print "pin status=",pin_status
|
Warning
|
The yield feature is fragile. The following restrictions apply to the usage of yield INTERP_EXECUTE_FINISH: |
-
Python code executing a yield INTERP_EXECUTE_FINISH must be part of a remap procedure. Yield does not work in a Python oword procedure.
-
A Python remap subroutine containing yield INTERP_EXECUTE_FINISH statement may not return a value, as with normal Python yield statements.
-
Code following a yield may not recursively call the interpreter, like with self.execute("<mdi command>"). This is an architectural restriction of the interpreter and is not fixable without a major redesign.
9.5. Calling conventions: Python to NGC
NGC code is executed from Python when:
-
the method self.execute(<NGC code>[,<line number>]) is executed
-
during execution of a remapped code, if a prolog= function is defined, the NGC procedure given in ngc= is executed immediately thereafter.
The prolog handler does not call the handler, but it prepares its call environment, for instance by setting up predefined local parameters.
9.5.1. Inserting parameters in a prolog, and retrieving them in an epilog
Conceptually a prolog and an epilog execute at the same call level like the O-word procedure, that is: after the subroutine call is set up, and before the subroutine endsub or return.
This means that any local variable created in a prolog will be a local variable in the O-word procedure, and any local variables created in the O-word procedure are still accessible when the epilog executes.
The self.params array handles reading and setting numbered and named parameters. If a named parameter begins with _ (underscore), it is assumed to be a global parameter; if not, it is local to the calling procedure. Also, numbered parameters in the range 1..30 are treated like local variables; their original values are restored on return/endsub from an O-word procedure.
Here is an example remapped code demonstrating insertion and extraction of parameters into/from the O-word procedure:
REMAP=m300 prolog=insert_param ngc=testparam epilog=retrieve_param modalgroup=10
def insert_param(self, **words): # in the remap module print "insert_param call level=",self.call_level self.params["myname"] = 123 self.params[1] = 345 self.params[2] = 678 return INTERP_OK def retrieve_param(self, **words): print "retrieve_param call level=",self.call_level print "#1=", self.params[1] print "#2=", self.params[2] try: print "result=", self.params["result"] except Exception,e: return "testparam forgot to assign #<result>" return INTERP_OK
o<testparam> sub (debug, call_level=#<_call_level> myname=#<myname>) ; try commenting out the next line and run again #<result> = [#<myname> * 3] #1 = [#1 * 5] #2 = [#2 * 3] o<testparam> endsub m2
self.params() returns a list of all variable names currently defined. Since myname is local, it goes away after the epilog finishes.
9.5.2. Calling the interpreter from Python
You can recursively call the interpreter from Python code as follows:
self.execute(<NGC code>[,<line number>])
Examples:
self.execute("G1 X%f Y%f" % (x,y)) self.execute("O <myprocedure> call", currentline)
You might want to test for the return value being < INTERP_MIN_ERROR. If you’re using lots of execute() statements, it’s probably easier to trap InterpreterException as per below.
|
Caution
|
The parameter insertion/retrieval method described in the previous section does not work in this case. It is good enough for just executing simple NGC commands or a procedure call and advanced introspection into the procedure, and passing of local named parameters is not needed. The recursive call feature is fragile. |
9.5.3. Interpreter Exception during execute()
if interpreter.throw_exceptions is nonzero (default 1), and self.execute() returns an error, the exception InterpreterException is raised. InterpreterException has the following attributes:
- line_number
-
where the error occured
- line_text
-
the NGC statement causing the error
- error_message
-
the interpreter’s error message
Errors can be trapped in the following Pythonic way:
import interpreter interpreter.throw_exceptions = 1 ... try: self.execute("G3456") # raise InterpreterException except InterpreterException,e: msg = "%d: '%s' - %s" % (e.line_number,e.line_text, e.error_message) return msg # replace builtin error message
9.5.4. Canon
The canon layer is practically all free functions. Example:
import emccanon def example(self,*args): .... emccanon.STRAIGHT_TRAVERSE(line,x0,y0,z0,0,0,0,0,0,0) emccanon.STRAIGHT_FEED(line,x1,y1,z1,0,0,0,0,0,0) ... return INTERP_OK
The actual canon functions are declared in src/emc/nml_intf/canon.hh and implemented in src/emc/task/emccanon.cc. The implementation of the Python functions can be found in src/emc/rs274ncg/canonmodule.cc.
9.6. Built in modules
The following modules are built in:
- interpreter
-
exposes internals of the Interp class. See src/emc/rs274ngc/interpmodule.cc, and the tests/remap/introspect regression test.
- emccanon
-
exposes most calls of src/emc/task/emccanon.cc.
- emctask
-
exposes the emcStatus class instance. See src/emc/task/taskmodule.cc. Not present when using the gcode module used for user interfaces - only present in the milltask instance of the interpreter.
10. Adding Predefined Named Parameters
The interpreter comes with a set of predefined named parameters for accessing internal state from the NGC language level. These parameters are read-only and global, and hence cannot be assigned to.
Additional parameters may be added by defining a function in the namedparams module. The name of the function defines the name of the new predefined named parameter, which now can be referenced in arbitrary expressions.
To add or redefine a named parameter:
-
add a namedparams module so it can be found by the interpreter
-
define new parameters by functions (see below). These functions receive self (the interpreter instance) as parameter and so can access aribtrary state. Arbitrary Python capabilities can be used to return a value.
-
import that module from the TOPLEVEL script
# namedparams.py # trivial example def _pi(self): return 3.1415926535
#<circumference> = [2 * #<radius> * #<_pi>]
Functions in namedparams.py are expected to return a float or int value. If a string is returned, this sets the interpreter error message and aborts execution.
Ònly functions with a leading underscore are added as parameters, since this is the RS274NGC convention for globals.
It is possible to redefine an existing predefined parameter by adding a Python function of the same name to the namedparams module. In this case, a warning is generated during startup.
While the above example isnt terribly useful, note that pretty much all of the interpreter internal state is accessible from Python, so arbitrary predicates may be defined this way. For a slightly more advanced example, see tests/remap/predefined-named-params.
11. Standard Glue routines
Since many remapping tasks are very similar, I’ve started collecting working prolog and epilog routines in a single Python module. These can currently be found in ncfiles/remap_lib/python-stdglue/stdglue.py and provide the following routines:
11.1. T: prepare_prolog and prepare_epilog
These wrap a NGC procedure for Tx Tool Prepare.
11.1.1. Actions of prepare_prolog
The following parameters are made visible to the NGC procedure:
-
#<tool> - the parameter of the T word
-
#<pocket> - the corresponding pocket
If tool number zero is requested (meaning Tool unload), the corresponding pocket is passed as -1.
It is an error if:
-
no tool number is given as T parameter
-
the tool cannot be found in the tool table.
Note that unless you set the [EMCIO] RANDOM_TOOLCHANGER=1 parameter, tool and pocket number are identical, and the pocket number from the tool table is ignored. This is currently a restriction.
11.1.2. Actions of prepare_epilog
-
The NGC procedure is expected to return a positive value, otherwise and error message containing the return value is given and the interpreter aborts.
-
In case the NGC procedure executed the T command (which then refers to the built in T behavior), no further action is taken. This can be used for instance to minimally adjust the built in behavior be preceding or following it with some other statements.
-
Otherwise, the #<tool> and #<pocket> parameters are extracted from the subroutine’s parameter space. This means that the NGC procedure could change these values, and the epilog takes the changed values in account.
-
then, the Canon command SELECT_POCKET(#<pocket>,#<tool>) is executed.
11.2. M6: change_prolog and change_epilog
These wrap a NGC procedure for M6 Tool Change.
11.2.1. Actions of change_prolog
-
The following three steps are applicable only if the iocontrol-v2 component is used:
-
If parameter 5600 (fault indicator) is greater than zero, this indicates a Toolchanger fault, which is handled as follows:
-
if parameter 5601 (error code) is negative, this indicates a hard fault and the prolog aborts with an error message.
-
if parameter 5601 (error code) is greater equal zero, this indicates a soft fault. An informational message is displayed and the prolog continues.
-
-
If there was no preceding T command which caused a pocket to be selected, the prolog aborts with an error message.
-
If cutter radius compensation is on, the prolog aborts with an error message.
Then, the following parameters are exported to the NGC procedure:
-
#<tool_in_spindle> : the tool number of the currently loaded tool
-
#<selected_tool> : the tool number selected
-
#<selected_pocket> : the selected tool’s pocket number
11.2.2. Actions of change_epilog
-
The NGC procedure is expected to return a positive value, otherwise and error message containing the return value is given and the interpreter aborts.
-
If parameter 5600 (fault indicator) is greater than zero, this indicates a Toolchanger fault, which is handled as follows (iocontrol-v2-only):
-
if parameter 5601 (error code) is negative, this indicates a hard fault and the epilog aborts with an error message.
-
if parameter 5601 (error code) is greater equal zero, this indicates a soft fault. An informational message is displayed and the epilog continues.
-
-
In case the NGC procedure executed the M6 command (which then refers to the built in M6 behavior), no further action is taken. This can be used for instance to minimally adjust the built in behavior be preceding or following it with some other statements.
-
Otherwise, the #<selected_pocket> parameter is extracted from the subroutine’s parameter space, and used to set the interpreter’s current_pocket variable. Again, the procedure could change this value, and the epilog takes the changed value in account.
-
then, the Canon command CHANGE_TOOL(#<selected_pocket>) is executed.
-
The new tool parameters (offsets, diameter etc) are set.
11.3. G code Cycles: cycle_prolog and cycle_epilog
These wrap a NGC procedure so it can act as a cycle, meaning the motion code is retained after finishing execution. If the next line just contains parameter words (e.g. new X,Y values), the code is executed again with the new parameter words merged into the set of the paramters given in the first invocation.
These routines are designed to work in conjunction with an argspec=<words> parameter. While this is easy to use, in a realistic scenario you would avoid argspec and do a more thorough investigation of the block manually in order to give better error messages.
The suggested argspec is as follows:
REMAP=G<somecode> argspec=xyzabcuvwqplr prolog=cycle_prolog ngc=<ngc procedure> epilog=cycle_epilog modalgroup=1
This will permit cycle_prolog to determine the compatibility of any axis words give in the block, see below.
11.3.1. Actions of cycle_prolog
-
Determine whether the words passed in from the current block fulfill the conditions outlined under Canned Cycle Errors.
-
export the axis words as <x>, #<y> etc; fail if axis words from different groups (XYZ) (UVW) are used together, or any of (ABC) is given.
-
export L- as #<l>; default to 1 if not given.
-
export P- as #<p>; fail if p less than 0.
-
export R- as #<r>; fail if r not given, or less equal 0 if given.
-
fail if feed rate is zero, or inverse time feed or cutter compensation is on.
-
-
Determine whether this is the first invocation of a cycle G code, if so:
-
Add the words passed in (as per argspec) into a set of sticky parameters, which is retained across several invocations.
-
-
If not (a continuation line with new parameters):
-
merge the words passed in into the existing set of sticky parameters.
-
-
export the set of sticky parameters to the NGC procedure.
11.3.2. Actions of cycle_epilog
-
Determine if the current code was in fact a cycle, if so:
-
retain the current motion mode so a continuation line without a motion code will execute the same motion code.
-
11.4. S (Set Speed) : setspeed_prolog and setspeed_epilog
TBD
11.5. F (Set Feed) : setfeed_prolog and setfeed_epilog
TBD
11.6. M61 Set tool number : settool_prolog and settool_epilog
TBD
12. Remapped code execution
12.1. NGC procedure call environment during remaps
Normally, an O-word procedure is called with positional parameters. This scheme is very limiting in particular in the presence of optional parameters. Therefore, the calling convention has been extended to use something remotely similar to the Python keyword arguments model.
see LINKTO gcode/main Subroutines: sub, endsub, return, call.
12.2. Nested remapped codes
Remapped codes may be nested just like procedure calls - that is, a remapped code whose NGC procedure refers to some other remapped code will execute properly.
The maximum nesting level remaps is currently 10.
12.3. Sequence number during remaps
Sequence numbers are propagated and restored like with O-word calls. See tests/remap/nested-remaps/word for the regression test, which shows sequence number tracking during nested remaps three levels deep.
12.4. Debugging flags
The following flags are relevant for remapping and Python - related execution:
EMC_DEBUG_OWORD 0x00002000 traces execution of O-word subroutines EMC_DEBUG_REMAP 0x00004000 traces execution of remap-related code EMC_DEBUG_PYTHON 0x00008000 calls to the Python plug in EMC_DEBUG_NAMEDPARAM 0x00010000 trace named parameter access EMC_DEBUG_PYTHON_TASK 0x00040000 trace the task Python plug in EMC_DEBUG_USER1 0x10000000 user-defined - not interpreted by LinuxCNC EMC_DEBUG_USER2 0x20000000 user-defined - not interpreted by LinuxCNC
or these flags into the [EMC]DEBUG variable as needed. For a current list of debug flags see src/emc/nml_intf/debugflags.h.
12.5. Debugging Embedded Python code
Debugging of embedded Python code is harder than debugging normal Python scripts, and only a limited supply of debuggers exists. A working open-source based solution is to use the Eclipse IDE, and the PydDev Eclipse plug in and its remote debugging feature.
To use this approach:
-
install Eclipse via the the Ubuntu Software Center (choose first selection)
-
install the PyDev plug in from the Pydev Update Site
-
setup the LinuxCNC source tree as an Eclipse project
-
start the Pydev Debug Server in Eclipse
-
make sure the embedded Python code can find the pydevd.py module which comes with that plug in - it’s buried somewhere deep under the Eclipse install directory. Set the the pydevd variable in util.py to reflect this directory location.
-
import pydevd in your Python module - see example util.py and remap.py
-
call pydevd.settrace() in your module at some point to connect to the Eclipse Python debug server - here you can set breakpoints in your code, inspect variables, step etc as usual.
|
Caution
|
pydevd.settrace() will block execution if Eclipse and the Pydev debug server have not been started. |
To cover the last two steps: the o<pydevd> procedure helps to get into the debugger from MDI mode. See also the call_pydevd function in util.py and its usage in remap.involute to set a breakpoint.
Here’s a screen-shot of Eclipse/PyDevd debugging the involute procedure from above:
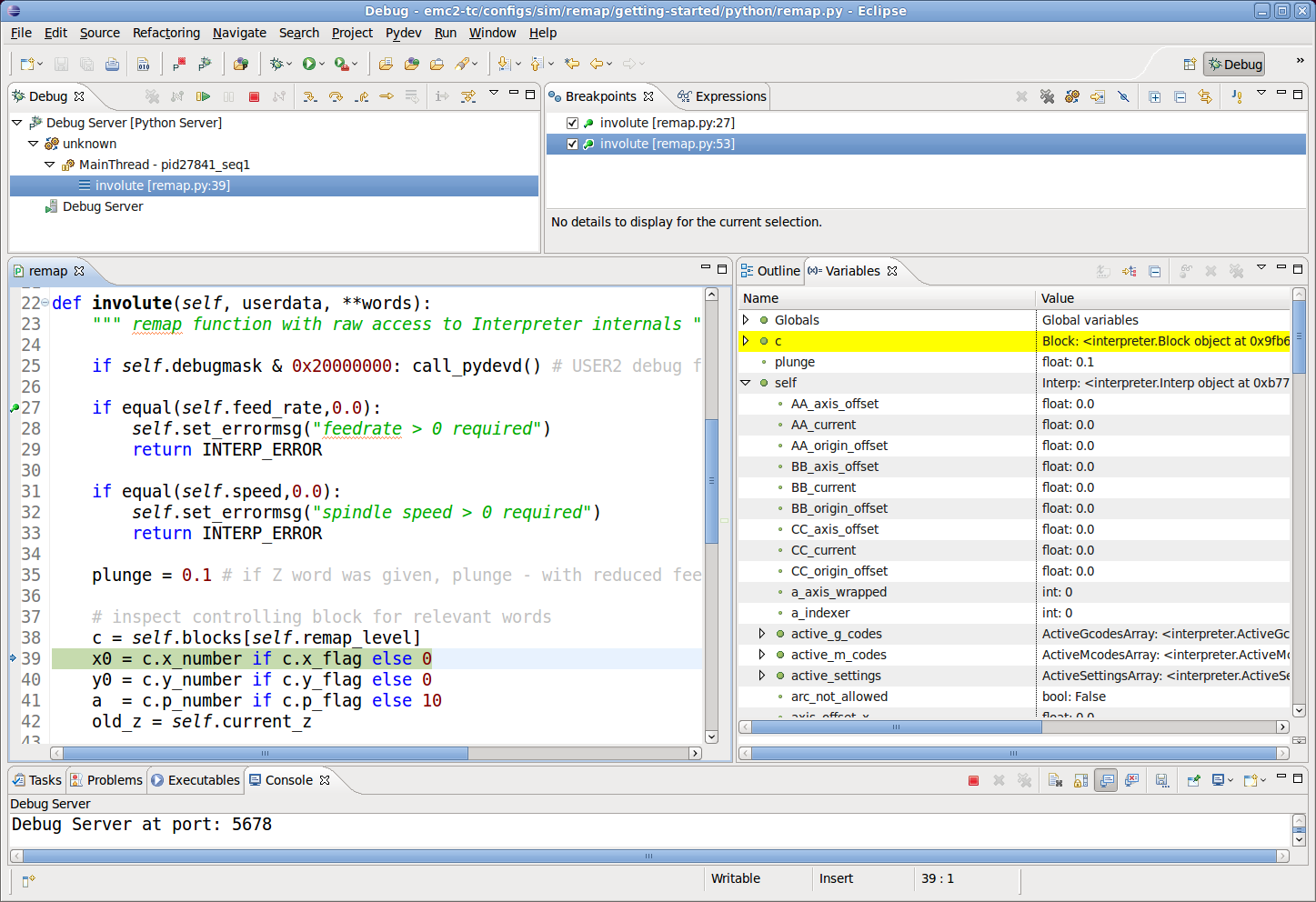
See the Python code in configs/sim/axis/remap/getting-started/python for details.
13. Axis Preview and Remapped code execution
For complete preview of a remapped code’s tool path some precautions need to be taken. To understand what is going on, let’s review the preview and execution process (this covers the Axis case, but others are similar):
First, note that there are two independent interpreter instances involved:
-
one instance in the milltask program, which executes a program when you hit the Start button, and actually makes the machine move
-
a second instance in the user interface whose primary purpose is to generate the tool path preview. This one executes a program once it is loaded, but it doesn’t actually cause machine movements.
Now assume that your remap procedure contains a G38 probe operation, for example as part of a tool change with automatic tool length touch off. If the probe fails, that would clearly be an error, so you’d display a message and abort the program.
Now, what about preview of this procedure? At preview time, of course it’s not known whether the probe succeeds or fails - but you would likely want to see what the maximum depth of the probe is, and assume it succeeds and continues execution to preview further movements. Also, there is no point in displaying a probe failed message and aborting during preview.
The way to address this issue is to test in your procedure whether it executes in preview or execution mode. This can be checked for by testing the #<_task> predefined named parameter - it will be 1 during actual execution and 0 during preview. See configs/sim/axis/remap/manual-toolchange-with-tool-length-switch/nc_subroutines/manual_change.ngc for a complete usage example.
Within Embedded Python, the task instance can be checked for by testing self.task - this will be 1 in the milltask instance, and 0 in the preview instance(s).
14. Remappable Codes
14.1. Existing codes which can be remapped
The current set of existing codes open to redefinition is:
-
Tx (Prepare)
-
M6 (Change tool)
-
M61 (Set tool number)
-
M0 (pause a running program temporarily)
-
M1 (pause a running program temporarily if the optional stop switch is on)
-
M60 (exchange pallet shuttles and then pause a running program temporarily)
-
S (set spindle speed)
-
F (set feed)
Note that the use of M61 currently requires the use of iocontrol-v2.
14.2. Currently unallocated G-codes:
These codes are currently undefined in the current implementation of LinuxCNC and may be used to define new G-codes:
FIXTHIS too verbose
G0.1 G0.2 G0.3 G0.4 G0.5 G0.6 G0.7 G0.8 G0.9 G1.1 G1.2 G1.3 G1.4 G1.5 G1.6 G1.7 G1.8 G1.9 G2.1 G2.2 G2.3 G2.4 G2.5 G2.6 G2.7 G2.8 G2.9 G3.1 G3.2 G3.3 G3.4 G3.5 G3.6 G3.7 G3.8 G3.9 G4.1 G4.2 G4.3 G4.4 G4.5 G4.6 G4.7 G4.8 G4.9 G5.4 G5.5 G5.6 G5.7 G5.8 G5.9 G6 G6.1 G6.2 G6.3 G6.4 G6.5 G6.6 G6.7 G6.8 G6.9 G7.1 G7.2 G7.3 G7.4 G7.5 G7.6 G7.7 G7.8 G7.9 G8.1 G8.2 G8.3 G8.4 G8.5 G8.6 G8.7 G8.8 G8.9 G9 G9.1 G9.2 G9.3 G9.4 G9.5 G9.6 G9.7 G9.8 G9.9 G10.1 G10.2 G10.3 G10.4 G10.5 G10.6 G10.7 G10.8 G10.9 G11 G11.1 G11.2 G11.3 G11.4 G11.5 G11.6 G11.7 G11.8 G11.9 G12 G12.1 G12.2 G12.3 G12.4 G12.5 G12.6 G12.7 G12.8 G12.9 G13 G13.1 G13.2 G13.3 G13.4 G13.5 G13.6 G13.7 G13.8 G13.9 G14 G14.1 G14.2 G14.3 G14.4 G14.5 G14.6 G14.7 G14.8 G14.9 G15 G15.1 G15.2 G15.3 G15.4 G15.5 G15.6 G15.7 G15.8 G15.9 G16 G16.1 G16.2 G16.3 G16.4 G16.5 G16.6 G16.7 G16.8 G16.9 G17.2 G17.3 G17.4 G17.5 G17.6 G17.7 G17.8 G17.9 G18.2 G18.3 G18.4 G18.5 G18.6 G18.7 G18.8 G18.9 G19.2 G19.3 G19.4 G19.5 G19.6 G19.7 G19.8 G19.9 G20.1 G20.2 G20.3 G20.4 G20.5 G20.6 G20.7 G20.8 G20.9 G21.1 G21.2 G21.3 G21.4 G21.5 G21.6 G21.7 G21.8 G21.9 G22 G22.1 G22.2 G22.3 G22.4 G22.5 G22.6 G22.7 G22.8 G22.9 G23 G23.1 G23.2 G23.3 G23.4 G23.5 G23.6 G23.7 G23.8 G23.9 G24 G24.1 G24.2 G24.3 G24.4 G24.5 G24.6 G24.7 G24.8 G24.9 G25 G25.1 G25.2 G25.3 G25.4 G25.5 G25.6 G25.7 G25.8 G25.9 G26 G26.1 G26.2 G26.3 G26.4 G26.5 G26.6 G26.7 G26.8 G26.9 G27 G27.1 G27.2 G27.3 G27.4 G27.5 G27.6 G27.7 G27.8 G27.9 G28.2 G28.3 G28.4 G28.5 G28.6 G28.7 G28.8 G28.9 G29 G29.1 G29.2 G29.3 G29.4 G29.5 G29.6 G29.7 G29.8 G29.9 G30.2 G30.3 G30.4 G30.5 G30.6 G30.7 G30.8 G30.9 G31 G31.1 G31.2 G31.3 G31.4 G31.5 G31.6 G31.7 G31.8 G31.9 G32 G32.1 G32.2 G32.3 G32.4 G32.5 G32.6 G32.7 G32.8 G32.9 G33.2 G33.3 G33.4 G33.5 G33.6 G33.7 G33.8 G33.9 G34 G34.1 G34.2 G34.3 G34.4 G34.5 G34.6 G34.7 G34.8 G34.9 G35 G35.1 G35.2 G35.3 G35.4 G35.5 G35.6 G35.7 G35.8 G35.9 G36 G36.1 G36.2 G36.3 G36.4 G36.5 G36.6 G36.7 G36.8 G36.9 G37 G37.1 G37.2 G37.3 G37.4 G37.5 G37.6 G37.7 G37.8 G37.9 G38 G38.1 G38.6 G38.7 G38.8 G38.9 G39 G39.1 G39.2 G39.3 G39.4 G39.5 G39.6 G39.7 G39.8 G39.9 G40.1 G40.2 G40.3 G40.4 G40.5 G40.6 G40.7 G40.8 G40.9 G41.2 G41.3 G41.4 G41.5 G41.6 G41.7 G41.8 G41.9 G42.2 G42.3 G42.4 G42.5 G42.6 G42.7 G42.8 G42.9 G43.2 G43.3 G43.4 G43.5 G43.6 G43.7 G43.8 G43.9 G44 G44.1 G44.2 G44.3 G44.4 G44.5 G44.6 G44.7 G44.8 G44.9 G45 G45.1 G45.2 G45.3 G45.4 G45.5 G45.6 G45.7 G45.8 G45.9 G46 G46.1 G46.2 G46.3 G46.4 G46.5 G46.6 G46.7 G46.8 G46.9 G47 G47.1 G47.2 G47.3 G47.4 G47.5 G47.6 G47.7 G47.8 G47.9 G48 G48.1 G48.2 G48.3 G48.4 G48.5 G48.6 G48.7 G48.8 G48.9 G49.1 G49.2 G49.3 G49.4 G49.5 G49.6 G49.7 G49.8 G49.9 G50 G50.1 G50.2 G50.3 G50.4 G50.5 G50.6 G50.7 G50.8 G50.9 G51 G51.1 G51.2 G51.3 G51.4 G51.5 G51.6 G51.7 G51.8 G51.9 G52 G52.1 G52.2 G52.3 G52.4 G52.5 G52.6 G52.7 G52.8 G52.9 G53.1 G53.2 G53.3 G53.4 G53.5 G53.6 G53.7 G53.8 G53.9 G54.1 G54.2 G54.3 G54.4 G54.5 G54.6 G54.7 G54.8 G54.9 G55.1 G55.2 G55.3 G55.4 G55.5 G55.6 G55.7 G55.8 G55.9 G56.1 G56.2 G56.3 G56.4 G56.5 G56.6 G56.7 G56.8 G56.9 G57.1 G57.2 G57.3 G57.4 G57.5 G57.6 G57.7 G57.8 G57.9 G58.1 G58.2 G58.3 G58.4 G58.5 G58.6 G58.7 G58.8 G58.9 G59.4 G59.5 G59.6 G59.7 G59.8 G59.9 G60 G60.1 G60.2 G60.3 G60.4 G60.5 G60.6 G60.7 G60.8 G60.9 G61.2 G61.3 G61.4 G61.5 G61.6 G61.7 G61.8 G61.9 G62 G62.1 G62.2 G62.3 G62.4 G62.5 G62.6 G62.7 G62.8 G62.9 G63 G63.1 G63.2 G63.3 G63.4 G63.5 G63.6 G63.7 G63.8 G63.9 G64.1 G64.2 G64.3 G64.4 G64.5 G64.6 G64.7 G64.8 G64.9 G65 G65.1 G65.2 G65.3 G65.4 G65.5 G65.6 G65.7 G65.8 G65.9 G66 G66.1 G66.2 G66.3 G66.4 G66.5 G66.6 G66.7 G66.8 G66.9 G67 G67.1 G67.2 G67.3 G67.4 G67.5 G67.6 G67.7 G67.8 G67.9 G68 G68.1 G68.2 G68.3 G68.4 G68.5 G68.6 G68.7 G68.8 G68.9 G69 G69.1 G69.2 G69.3 G69.4 G69.5 G69.6 G69.7 G69.8 G69.9 G70 G70.1 G70.2 G70.3 G70.4 G70.5 G70.6 G70.7 G70.8 G70.9 G71 G71.1 G71.2 G71.3 G71.4 G71.5 G71.6 G71.7 G71.8 G71.9 G72 G72.1 G72.2 G72.3 G72.4 G72.5 G72.6 G72.7 G72.8 G72.9 G73.1 G73.2 G73.3 G73.4 G73.5 G73.6 G73.7 G73.8 G73.9 G74 G74.1 G74.2 G74.3 G74.4 G74.5 G74.6 G74.7 G74.8 G74.9 G75 G75.1 G75.2 G75.3 G75.4 G75.5 G75.6 G75.7 G75.8 G75.9 G76.1 G76.2 G76.3 G76.4 G76.5 G76.6 G76.7 G76.8 G76.9 G77 G77.1 G77.2 G77.3 G77.4 G77.5 G77.6 G77.7 G77.8 G77.9 G78 G78.1 G78.2 G78.3 G78.4 G78.5 G78.6 G78.7 G78.8 G78.9 G79 G79.1 G79.2 G79.3 G79.4 G79.5 G79.6 G79.7 G79.8 G79.9 G80.1 G80.2 G80.3 G80.4 G80.5 G80.6 G80.7 G80.8 G80.9 G81.1 G81.2 G81.3 G81.4 G81.5 G81.6 G81.7 G81.8 G81.9 G82.1 G82.2 G82.3 G82.4 G82.5 G82.6 G82.7 G82.8 G82.9 G83.1 G83.2 G83.3 G83.4 G83.5 G83.6 G83.7 G83.8 G83.9 G84.1 G84.2 G84.3 G84.4 G84.5 G84.6 G84.7 G84.8 G84.9 G85.1 G85.2 G85.3 G85.4 G85.5 G85.6 G85.7 G85.8 G85.9 G86.1 G86.2 G86.3 G86.4 G86.5 G86.6 G86.7 G86.8 G86.9 G87.1 G87.2 G87.3 G87.4 G87.5 G87.6 G87.7 G87.8 G87.9 G88.1 G88.2 G88.3 G88.4 G88.5 G88.6 G88.7 G88.8 G88.9 G89.1 G89.2 G89.3 G89.4 G89.5 G89.6 G89.7 G89.8 G89.9 G90.2 G90.3 G90.4 G90.5 G90.6 G90.7 G90.8 G90.9 G91.2 G91.3 G91.4 G91.5 G91.6 G91.7 G91.8 G91.9 G92.4 G92.5 G92.6 G92.7 G92.8 G92.9 G93.1 G93.2 G93.3 G93.4 G93.5 G93.6 G93.7 G93.8 G93.9 G94.1 G94.2 G94.3 G94.4 G94.5 G94.6 G94.7 G94.8 G94.9 G95.1 G95.2 G95.3 G95.4 G95.5 G95.6 G95.7 G95.8 G95.9 G96.1 G96.2 G96.3 G96.4 G96.5 G96.6 G96.7 G96.8 G96.9 G97.1 G97.2 G97.3 G97.4 G97.5 G97.6 G97.7 G97.8 G97.9 G98.1 G98.2 G98.3 G98.4 G98.5 G98.6 G98.7 G98.8 G98.9 G99.1 G99.2 G99.3 G99.4 G99.5 G99.6 G99.7 G99.8 G99.9
14.3. Currently unallocated M-codes:
These codes are currently undefined in the current implementation of LinuxCNC and may be used to define new M-codes:
M10 M11 M12 M13 M14 M15 M16 M17 M18 M19 M20 M21 M22 M23 M24 M25 M26 M27 M28 M29 M31 M32 M33 M34 M35 M36 M37 M38 M39 M40 M41 M42 M43 M44 M45 M46 M47 M54 M55 M56 M57 M58 M59 M74 M75 M76 M77 M78 M79 M80 M81 M82 M83 M84 M85 M86 M87 M88 M89 M90 M91 M92 M93 M94 M95 M96 M97 M98 M99
All codes between M199 and M999.
14.4. readahead time and execution time
foo
14.5. plugin/pickle hack
foo
14.6. Module, methods, classes, etc reference
foo
15. Introduction: Extending Task Execution
foo
15.1. Why would you want to change Task Execution?
foo
15.2. A diagram: task, interp, iocontrol, UI (??)
foo
16. Models of Task execution
foo
16.1. Traditional iocontrol/iocontrolv2 execution
foo
16.2. Redefining IO procedures
foo
16.3. Execution-time Python procedures
foo
17. A short survey of LinuxCNC program execution
To understand remapping of codes it might be helpful to survey the execution of task and interpreter as far as it relates to remapping.
17.1. Interpreter state
Conceptually, the interpreter’s state consist of variables which fall into the following categories:
-
configuration information (typically from INI file)
-
the World model - a representation of actual machine state
-
modal state and settings
-
interpreter execution state
(3) refers to state which is carried over between executing individual NGC codes - for instance, once the spindle is turned on and the speed is set, it remains at this setting until turned off. The same goes for many codes, like feed, units, motion modes (feed or rapid) and so forth.
(4) holds information about the block currently executed, whether we are in a subroutine, interpreter variables etc.
Most of this state is aggregated in a - fairly unsystematic - structure _setup (see interp_internals.hh).
17.2. Task and Interpreter interaction, Queuing and Read-Ahead
The task part of LinuxCNC is responsible for coordinating actual machine commands - movement, HAL interactions and so forth. It does not by itself handle the RS274NGC language. To do so, task calls upon the interpreter to parse and execute the next command - either from MDI or the current file.
The interpreter execution generates canonical machine operations, which actually move something. These are, however, not immediately executed but put on a queue. The actual execution of these codes happens in the task part of LinuxCNC: canon commands are pulled off that interpreter queue, and executed resulting in actual machine movements.
This means that typically the interpreter is far ahead of the actual execution of commands - the parsing of the program might well be finished before any noticeable movement starts. This behavior is called read-ahead.
17.3. Predicting the machine position
To compute canonical machine operations in advance during read ahead, the interpreter must be able to predict the machine position after each line of Gcode, and that is not always possible.
Let’s look at a simple example program which does relative moves (G91), and assume the machine starts at x=0,y=0,z=0. Relative moves imply that the outcome of the next move relies on the position of the previous one:
N10 G91 N20 G0 X10 Y-5 Z20 N30 G1 Y20 Z-5 N40 G0 Z30 N50 M2
Here the interpreter can clearly predict machine positions for each line:
After N20: x=10 y=-5 z=20; after N30: x=10 y=15 z=15; after N40: x=10 y=15 z=45
and so can parse the whole program and generate canonical operations well in advance.
17.4. Queue-busters break position prediction
However, complete read ahead is only possible when the interpreter can predict the position impact for every line in the program in advance. Let’s look at a modified example:
N10 G91 N20 G0 X10 Y-5 Z20 N30 G38.3 Z-10 N40 O100 if [#5070 EQ 0] N50 G1 Y20 Z-5 N60 O100 else N70 G0 Z30 N80 O100 endif N90 G1 Z10 N95 M2
To pre-compute the move in N90, the interpreter would need to know where the machine is after line N80 - and that depends on whether the probe command succeeded or not, which is not known until it’s actually executed.
So, some operations are incompatible with further read-ahead. These are called queue busters, and they are:
-
reading a HAL pin’s value with M66: value of HAL pin not predictable
-
loading a new tool with M6: tool geometry not predictable
-
executing a probe with G38.x: final position and success/failure not predictable
17.5. How queue-busters are dealt with
Whenever the interpreter encounters a queue-buster, it needs to stop read ahead and wait until the relevant result is available. The way this works is:
-
when such a code is encountered, the interpreter returns a special return code to task (INTERP_EXECUTE_FINISH).
-
this return code signals to task to stop read ahead for now, execute all queued canonical commands built up so far (including the last one, which is the queue buster), and then synchronize the interpreter state with the world model. Technically, this means updating internal variables to reflect HAL pin values, reload tool geometries after an M6, and convey results of a probe.
-
The interpreter’s synch() method is called by task and does just that - read all the world model actual values which are relevant for further execution.
-
at this point, task goes ahead and calls the interpreter for more read ahead - until either the program ends or another queue-buster is encountered.
17.6. Word order and execution order
One or several words may be present on an NGC block if they are compatible (some are mutually exclusive and must be on different lines). The execution model however prescribes a strict ordering of execution of codes, regardless of their appearance on the source line (G-Code Order of Execution).
17.7. Parsing
Once a line is read (in either MDI mode, or from the current NGC file), it is parsed and flags and parameters are set in a struct block (struct _setup, member block1). This struct holds all information about the current source line, but independent of different ordering of codes on the current line: as long as several codes are compatible, any source ordering will result in the same variables set in the struct block. Right after parsing, all codes on a block are checked for compatibility.
17.8. Execution
After successful parsing the block is executed by execute_block(), and here the different items are handled according to execution order.
If a "queue buster" is found, a corresponding flag is set in the interpreter state (toolchange_flag, input_flag, probe_flag) and the interpreter returns an INTERP_EXECUTE_FINISH return value, signaling stop readahead for now, and resynch to the caller (task). If no queue busters are found after all items are executed, INTERP_OK is returned, signalling that read-ahead may continue.
When read ahead continues after the synch, task starts executing interpreter read() operations again. During the next read operation, the above mentioned flags are checked and corresponding variables are set (because the a synch() was just executed, the values are now current). This means that the next command already executes in the properly set variable context.
17.9. Procedure execution
O-word procedures complicate handling of queue busters a bit. A queue buster might be found somewhere in a nested procedure, resulting in a semi-finished procedure call when INTERP_EXECUTE_FINISH is returned. Task makes sure to synchronize the world model, and continue parsing and execution as long as there is still a procedure executing (call_level > 0).
17.10. How tool change currently works
The actions happening in LinuxCNC are a bit involved, but it’s necessary to get the overall idea what currently happens before you set out to adapt those workings to your own needs.
Note that remapping an existing code completely disables all internal processing for that code. That means that beyond your desired behavior - probably described through an NGC Oword or Python procedure, you need to replicate those internal actions of the interpreter which together result in a complete replacement of the existing code. The prolog and epilog code is the place to do this.
17.10.1. How tool information is communicated
Several processes are interested in tool information: task and its interpreter, as well as the user interface. Also, the halui process.
Tool information is held in the emcStatus structure, which is shared by all parties. One of its fields is the toolTable array, which holds the description as loaded from the tool table file (tool number, diameter, frontangle, backangle and orientation for lathe, tool offset information).
The authoritative source and only process actually setting tool information in this structure is the iocontrol process. All others processes just consult this structure. The interpreter holds actually a local copy of the tool table.
For the curious, the current emcStatus structure can be accessed by Python statements. The interpreter’s perception of the tool currently loaded for instance is accessed by:
;py,from interpreter import * ;py,print this.tool_table[0]
To see fields in the global emcStatus structure, try this:
;py,from emctask import * ;py,print emcstat.io.tool.pocketPrepped ;py,print emcstat.io.tool.toolInSpindle ;py,print emcstat.io.tool.toolTable[0]
You need to have LinuxCNC started from a terminal window to see the results.
17.11. How Tx (Prepare Tool) works
17.11.1. Interpreter action on a Tx command
All the interpreter does is evaluate the toolnumber paramter, looks up its corresponding pocket, remembers it in the selected_pocket variable for later, and queues a canon command (SELECT_POCKET). See Interp::convert_tool_select in src/emc/rs274/interp_execute.cc.
17.11.2. Task action on SELECT_POCKET
When task gets around to handle a SELECT_POCKET, it sends a EMC_TOOL_PREPARE message to the iocontrol process, which handles most tool-related actions in LinuxCNC.
In the current implementation, task actually waits for iocontrol to complete the changer positioning operation, which is not necessary IMO - it defeats the idea that changer preparation and code execution can proceed in parallel.
17.11.3. Iocontrol action on EMC_TOOL_PREPARE
When iocontrol sees the select pocket command, it does the related HAL pin wiggling - it sets the "tool-prep-number" pin to indicate which tool is next, raises the "tool-prepare" pin, and waits for the "tool-prepared" pin to go high.
When the changer responds by asserting "tool-prepared", it considers the prepare phase to be completed and signals task to continue. (again, this wait istn strictly necessary IMO)
17.11.4. Building the prolog and epilog for Tx
See the Python functions prepare_prolog and prepare_epilog in configs/sim/axis/remap/toolchange/python/toolchange.py.
17.12. How M6 (Change tool) works
You need to understand this fully before you can adapt it. It is very relevant to writing a prolog and epilog handler for a remapped M6. Remapping an existing codes means you disable the internal steps taken normally, and replicate them as far as needed for your own purposes.
Even if you are not familiar with C, I suggest you look at the Interp::convert_tool_change code in src/emc/rs274/interp_convert.cc.
17.12.1. Interpreter action on a M6 command
When the interpreter sees an M6, it:
-
checks whether a T command has already been executed (test settings->selected_pocket to be >= 0) and fail with Need tool prepared -Txx- for toolchange message if not.
-
check for cutter compensation being active, and fail with Cannot change tools with cutter radius compensation on if so.
-
stop the spindle except if the "TOOL_CHANGE_WITH_SPINDLE_ON" ini option is set.
-
generate a rapid Z up move if if the "TOOL_CHANGE_QUILL_UP" ini option is set.
-
if TOOL_CHANGE_AT_G30 was set:
-
move the A, B and C indexers if applicable
-
generate rapid move to the G30 position
-
-
execute a CHANGE_TOOL canon command,with the selected pocket as parameter. CHANGE_TOOL will:
-
set the numberer parameters 5400-5413 according to the new tool
-
signal to task to stop calling the interpreter for readahead by returning INTERP_EXECUTE_FINISH since M6 is a queue buster.
17.12.2. What task does when it sees a CHANGE_TOOL command
Again, not much more than passing the buck to iocontrol by sending it an EMC_TOOL_LOAD message, and waiting until iocontrol has done its thing.
17.12.3. Iocontrol action on EMC_TOOL_LOAD
-
it asserts the "tool-change" pin
-
it waits for the "tool-changed" pin to become active
-
when that has happened:
-
deassert "tool-change"
-
set "tool-prep-number" and "tool-prep-pocket" pins to zero
-
execute the load_tool() function with the pocket as parameter.
-
The last step actually sets the tooltable entries in the emcStatus structure. The actual action taken depends on whether the RANDOM_TOOLCHANGER ini option was set, but at the end of the process toolTable[0] reflects the tool currently in the spindle.
When that has happened:
-
iocontrol signals task to go ahead
-
task tells the interpreter to execute a synch() operation, to see what has changed
-
the interpreter synch() pulls all information from the world model needed, among it the changed tool table.
From there on, the interpreter has complete knowledge of the world model and continues with read ahead.
17.12.4. Building the prolog and epilog for M6
See the Python functions change_prolog and change_epilog in configs/sim/axis/remap/toolchange/python/toolchange.py.
17.13. How M61 (Change tool number) works
M61 requires a non-negative `Q`parameter (tool number). If zero, this means unload tool, else set current tool number to Q.
17.13.1. Building the replacement for M61
An example Python redefinition for M61 can be found in the set_tool_number function in configs/sim/axis/remap/toolchange/python/toolchange.py.
18. Optional Interpreter features: ini file configuration
There are some interpreter features in this branch which are experimental, and not backwards compatible, which is why they need to be enabled explicitly. They are specified as follows:
[RS274NGC] FEATURES = <feature mask>
Mask bits are:
- Retain G43: 1 (experimental)
-
When set, you can turn on G43 after loading the first tool, and then not worry about it through the program. When you finally unload the last tool, G43 mode is canceled. This is experimental as it changes the operation of legal ngc program, but it could be argued that those programs are buggy or likely to be not what the author intended.
- add n_args parameter: 2
-
A called subroutine can determine the number of actual positional parameters passed by inspecting the #<n_args> parameter.
- enable #<_ini[section]name> read only variables: 4
-
if set, the interpreter will fetch read-only values from the ini file through this special variable syntax.
- enable #<_hal[Hal item]> read only variables: 8
-
if set, the interpreter will fetch read-only values from HAL file through this special variable syntax.
- preserve case in O-word names within comments: 16
-
if set, enables reading of mixed-case HAL items in structured comments like (debug, #<_hal[MixedCaseItem]). Really a kludge which should go away.
19. Named parameters and inifile variables
To access ini file values from G-code, use the following named parameter syntax:
#<_ini[section]name>
For example, if the ini file looks like so:
[SETUP] XPOS = 3.145 YPOS = 2.718
you may refer to the O-word named parameters #<_ini[setup]xpos> and #<_ini[setup]ypos> within G-code.
EXISTS can be used to test for presence of a given ini file variable:
o100 if [EXISTS[#<_ini[setup]xpos>]] (debug, [setup]xpos exists: #<_ini[setup]xpos>) o100 else (debug, [setup]xpos does not exist) o100 endif
The value is read from the inifile once, and cached in the interpreter. These parameters are read-only - assigning a value will cause a runtime error. The names are not case sensitive - they are converted to uppercase before consulting the ini file.
Permanent setup information is usually stored in the ini file. While ini variables can be easily accessed from the shell, Python and C code, so far there was no way to refer to ini file variables from G-code. This release enables such access. The feature was motivated by the need to replace ini variables which are currently used in the hard-coded tool change process, like the [EMCIO]TOOL_CHANGE_POSITION parameter.
|
Caution
|
this section doesn’t really belong here but since it comes with the same branch, here it rests for now until its clear this will be merged. It should go into the gcode/overview Named Parameters section. |
20. Named parameters and HAL items
The variables are read during read-ahead and should not be used for run time evaluation of current position or other execution time variables.
To read arbitrary HAL pins, signals and parameters from G-code, use the following named parameter syntax:
#<_hal[hal_name]>
where hal_name may be a pin, parameter or signal name.
Example:
(debug, #<_hal[motion-controller.time]>)
Access of HAL items is read-only. Currently, only all-lowercase HAL names can be accessed this way.
EXISTS can be used to test for the presence of a given HAL item:
o100 if [EXISTS[#<_hal[motion-controller.time]>]] (debug, [motion-controller.time] exists: #<_hal[motion-controller.time]>) o100 else (debug, [motion-controller.time] does not exist) o100 endif
This feature was motivated by the desire for stronger coupling between user interface components like GladeVCP and PyVCP to act as parameter source for driving NGC file behavior. The alternative - going through the M6x pins and wiring them - has a limited, non-mmemonic namespace and is unnecessary cumbersome just as a UI/Interpreter communications mechanism.
|
Note
|
The values are are only updated when the G code is not running. |
|
Caution
|
this section doesn’t really belong here but since it comes with the same branch, here it rests for now until its clear this will be merged. It should go into the gcode/overview Named Parameters section. |
21. Status
-
the RELOAD_ON_CHANGE feature is fairly broken. Restart after changing a Python file.
-
M61 (remapped or not) is broken in iocontrol and requires iocontrol-v2 to actually work.
22. Build notes - Lucid (10.04)
For the interpreter & task Python plug ins, this is required:
apt-get install libboost-python1.40-dev
When compiling you might notice that interpmodule.cc takes very long to compile, which is normal - the extensive use of C++ templates makes the compiler breathe heavily.
If you want to play with the configs/sim/axis/remap/iocontrol-removed example, you need to install as follows:
apt-get unixODBC-dev libsqliteodbc sqlite3 git clone https://code.google.com/p/pyodbc/ sudo python setup.py build install
If you’d want to try how the Firefox SQlite manager plugin looks & feels as a tool table editor, try this:
-
download the zip file SQLiteManager 0.7.7 as XULRunner App or whatever is the latest from http://code.google.com/p/sqlite-manager/downloads/list
-
create a directory under your home directory, eg ~/sqlite-manager
-
unzip the zp file from 1) into this directory
`firefox -app <homdir>/sqlite-manager/application.ini -f tooltable.sqlite`
firefox should come up with the sqlite manager extension and having this database opened
-
adapt the following command line with appropriate paths in the ini file:
TOOL_EDITOR= firefox -app /home/mah/sqlite-manager/application.ini -f /home/mah/emc2-dev/configs/sim/remap/iocontrol-removed/tooltable.sqlite
23. Build notes - Hardy (8.04)
Building and running on Hardy is possible. run tests works fine too, so the remapping framework per se is ok.
However running the examples is quite limited as of now:
The Git version included in 8.04 is too old to pull https://code.google.com/p/pyodbc/ so the iocontrol-removed demo cant be run.
The python-gtkglext1 dependency is missing for reasons I dont understand.
Even if python-gtkglext1 is installed, the startup of the manualtoolchange and racktoolchange demos fails due to gladevcp startup issues.
Note that has nothing to to with the new code but rather the very old platform trying to run gladevcp.
24. Workarounds
The workaround mentioned below was necessary up to commit d21a488a9e82dd85aa17207b80e3d930afeff202 . References to DISPLAY_LD_PRELOAD and TASK_LD_PRELOAD have been removed from the ini files under configs/sim/axis/remap because they are not needed anymore.
Configure now tests whether a workaround is required, and automatically does the right thing if needed.
# Michael Haberler 4/2011 # # if you get a segfault like described # here: https://bugs.launchpad.net/ubuntu/+source/mesa/+bug/259219 # or here: https://www.libavg.de/wiki/LinuxInstallIssues#glibc_invalid_pointer : # # specify a workaround with: # [DISPLAY] # DISPLAY_LD_PRELOAD = /usr/lib/libstdc++.so.6 # and # [TASK] # TASK_LD_PRELOAD = /usr/lib/libstdc++.so.6 # # this is actually a bug in libgl1-mesa-dri and it looks # it has been fixed in mesa - 7.10.1-0ubuntu2 # unfortunately for now this workaround is needed DISPLAY_LD_PRELOAD = /usr/lib/libstdc++.so.6
25. Changes
-
the method to return error messages and fail used to be self.set_errormsg(text) followed by return INTERP_ERROR. This has been replaced by merely returning a string from a Python handler or oword subroutine. This sets the error message and aborts the program. Previously there was no clean way to abort a Python oword subroutine.