Figure: Lathe Tool Orientations
Figure: Lathe Tool OrientationsThis chapter attempts to bring together all the lathe specific information and is currently under construction.
When you set up a lathe using Lathe Mode you need to use a Lathe Tool Table so AXIS will display your tool properly. See the INI File section of the Integrators Manual for info on setting up AXIS for Lathe Mode.
Lathe Tool Files differ from mill tool files by the addition of FRONTANGLE, BACKANGLE and ORIENT. The following table show the lathe format for a tool table. Use the "DIA" column for the tool tip diameter.
| FMS | ZOFFSET | XOFFSET | DIA | FRONTANGLE | BACKANGLE | ORIENT | COMMENT | |
| 1 | 1 | 0.000 | 0.000 | 0.10 | 105.0 | 165.0 | 1 | 60 deg |
| 2 | 2 | 0.000 | 0.000 | 0.05 | 22.5 | 67.5 | 2 | 45 deg |
| 3 | 3 | 0.000 | 0.000 | 0.10 | 277.5 | 352.5 | 3 | 75 deg |
| 4 | 4 | 0.000 | 0.000 | 0.10 | 255.0 | 195.0 | 4 | 60 deg |
| 5 | 5 | 0.000 | 0.000 | 0.10 | 202.5 | 157.5 | 5 | 45 deg |
| 6 | 6 | 0.000 | 0.000 | 0.10 | 90 | 45 | 6 | 45 deg |
| 7 | 7 | 0.000 | 0.000 | 0.10 | -22.5 | 22.5 | 7 | 45 deg |
| 8 | 8 | 0.000 | 0.000 | 0.10 | 247.5 | 292.5 | 8 | 45 deg |
| 9 | 9 | 0.000 | 0.000 | 0.10 | 0 | 0 | 9 | |
The Tool Table can be set using G10 L1 with the exception of FRONTANGLE ,BACKANGLE and COMMENT which must be set manually at this time.
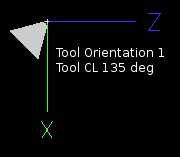
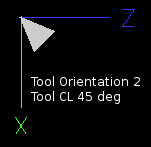
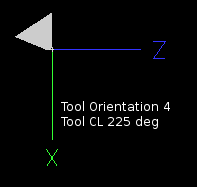
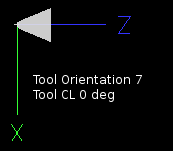
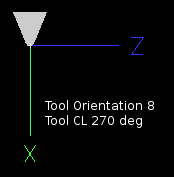
The following figure shows the lathe tool orientations with the center line angle of each orientation and info on FRONTANGLE and BACKANGLE.
In AXIS the following figures show what Tool Positions look like from the above tool table.
When running in lathe mode in AXIS you can set the X and Z in the tool table using the Touch Off window.
A typical session might be:
Note: if your in Radius Mode you will enter the radius not the diameter.
Threading with a lathe requires feedback from the spindle to EMC. Typically an encoder is used to provide the feedback. See the Integrators Manual for more information on spindle feedback.
The G76 threading cycle is used for both internal and external threads for more information see G76[->] in the G Code section.
CSS or Constant Surface Speed (G96) uses the machine X origin modified by the tool X offset to compute the spindle speed in RPM. CSS will track changes in tool offsets. The X machine origin should be when the reference tool ( the one with zero offset) is at the center of rotation.