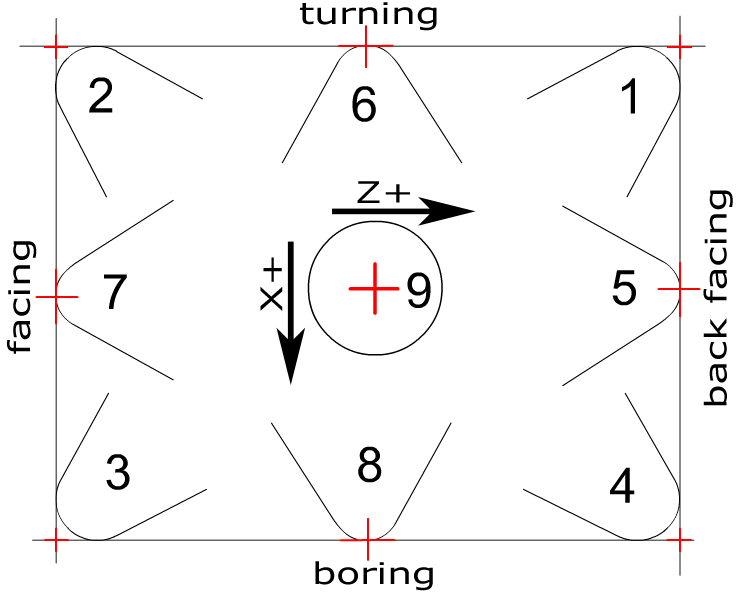
 Figure: Tool Orientations
Figure: Tool OrientationsThis section gives a brief description of how a CNC machine is viewed from the input and output ends of the Interpreter.
A CNC machine has many mechanical components that may be controlled or may affect the way in which control is exercised. This section describes the subset of those components that interact with the Interpreter. Mechanical components that do not interact directly with the Interpreter, such as the jog buttons, are not described here, even if they affect control.
Any CNC machine has one or more Axes. Different types of CNC machines have different combinations. For instance, a "4-axis milling machine" may have XYZA or XYZB axes. A lathe typically has XZ axes. A foam-cutting machine may have XYUZ axes. In EMC, the case of a XYYZ "gantry" machine with two motors for one axis is better handled by kinematics rather than by a second linear axis.
The X, Y, and Z axes produce linear motion in three mutually orthogonal directions.
The U, V, and W axes produce linear motion in three mutually orthogonal directions. Typically, X and U are parallel, Y and V are parallel, and Z and W are parallel.
The A, B and C axes produce angular motion (rotation). Typically, A rotates around a line parallel to X, B rotates around a line parallel to Y, and C rotates around a line parallel to Z.
A CNC machine typically has a spindle which holds one cutting tool, probe, or the material in the case of a lathe. The spindle may or may not be controlled by the CNC software.
If a CNC machine has components to provide mist coolant and/or flood coolant they can be controlled by G-Codes.
A CNC machine can have separate feed and speed override controls, which let the operator specify that the actual feed rate or spindle speed used in machining at some percentage of the programmed rate. See Section [.].
A CNC machine can have a block delete switch. See Section [.].
A CNC machine can have an optional program stop switch. See Section [.].
The X, Y, and Z axes form a standard right-handed coordinate system of orthogonal linear axes. Positions of the three linear motion mechanisms are expressed using coordinates on these axes.
The U, V and W axes also form a standard right-handed coordinate system. X and U are parallel, Y and V are parallel, and Z and W are parallel.
The rotational axes are measured in degrees as wrapped linear axes in which the direction of positive rotation is counterclockwise when viewed from the positive end of the corresponding X, Y, or Z-axis. By “wrapped linear axis,” we mean one on which the angular position increases without limit (goes towards plus infinity) as the axis turns counterclockwise and deceases without limit (goes towards minus infinity) as the axis turns clockwise. Wrapped linear axes are used regardless of whether or not there is a mechanical limit on rotation.
Clockwise or counterclockwise is from the point of view of the workpiece. If the workpiece is fastened to a turntable which turns on a rotational axis, a counterclockwise turn from the point of view of the workpiece is accomplished by turning the turntable in a direction that (for most common machine configurations) looks clockwise from the point of view of someone standing next to the machine.2
The controlled point is the point whose position and rate of motion are controlled. When the tool length offset is zero (the default value), this is a point on the spindle axis (often called the gauge point) that is some fixed distance beyond the end of the spindle, usually near the end of a tool holder that fits into the spindle. The location of the controlled point can be moved out along the spindle axis by specifying some positive amount for the tool length offset. This amount is normally the length of the cutting tool in use, so that the controlled point is at the end of the cutting tool. On a lathe, tool length offsets can be specified for X and Z axes, and the controlled point is either at the tool tip or slightly outside it (where the perpendicular, axis-aligned lines touched by the “front” and “side” of the tool intersect).
To drive a tool along a specified path, a machining center must often coordinate the motion of several axes. We use the term “coordinated linear motion” to describe the situation in which, nominally, each axis moves at constant speed and all axes move from their starting positions to their end positions at the same time. If only the X, Y, and Z axes (or any one or two of them) move, this produces motion in a straight line, hence the word “linear” in the term. In actual motions, it is often not possible to maintain constant speed because acceleration or deceleration is required at the beginning and/or end of the motion. It is feasible, however, to control the axes so that, at all times, each axis has completed the same fraction of its required motion as the other axes. This moves the tool along same path, and we also call this kind of motion coordinated linear motion.
Coordinated linear motion can be performed either at the prevailing feed rate, or at traverse rate, or it may be synchronized to the spindle rotation. If physical limits on axis speed make the desired rate unobtainable, all axes are slowed to maintain the desired path.
The rate at which the controlled point or the axes move is nominally a steady rate which may be set by the user. In the Interpreter, the interpretation of the feed rate is as follows unless “inverse time feed” or “feed per revolution” modes are being used (see Section [->]).
Flood coolant and mist coolant may each be turned on independently. The RS274/NGC language turns them off together (see Section [->]).
A machining center may be commanded to dwell (i.e., keep all axes unmoving) for a specific amount of time. The most common use of dwell is to break and clear chips, so the spindle is usually turning during a dwell. Regardless of the Path Control Mode (see Section [.]) the machine will stop exactly at the end of the previous programmed move, as though it was in exact path mode.
Units used for distances along the X, Y, and Z axes may be measured in millimeters or inches. Units for all other quantities involved in machine control cannot be changed. Different quantities use different specific units. Spindle speed is measured in revolutions per minute. The positions of rotational axes are measured in degrees. Feed rates are expressed in current length units per minute, or degrees per minute, or length units per spindle revolution, as described in Section [.].
The controlled point is always at some location called the “current position,” and the controller always knows where that is. The numbers representing the current position must be adjusted in the absence of any axis motion if any of several events take place:
There is always a “selected plane”, which must be the XY-plane, the YZ-plane, or the XZ-plane of the machining center. The Z-axis is, of course, perpendicular to the XY-plane, the X-axis to the YZ-plane, and the Y-axis to the XZ-plane.
Zero or one tool is assigned to each slot in the tool carousel.
A machining center may be commanded to change tools.
The two pallets may be exchanged by command.
The feed and speed override switches may be enabled (so they work as expected) or disabled (so they have no effect on the feed rate or spindle speed). The RS274/NGC language has one command that enables both switches and one command that disables both (see Section [->]). See Section [.] for further details.
The machining center may be put into any one of three path control modes: (1) exact stop mode, (2) exact path mode, or (3) continuous mode with optional tolerance. In exact stop mode, the machine stops briefly at the end of each programmed move. In exact path mode, the machine follows the programmed path as exactly as possible, slowing or stopping if necessary at sharp corners of the path. In continuous mode, sharp corners of the path may be rounded slightly so that the feed rate may be kept up (but by no more than the tolerance, if specified). See Section [->].
The Interpreter interacts with several switches. This section describes the interactions in more detail. In no case does the Interpreter know what the setting of any of these switches is.
The Interpreter will interpret RS274/NGC commands which enable (M48) or disable (M49) the feed and speed override switches. For certain moves, such as the traverse out of the end of a thread during a threading cycle, the switches are disabled automatically.
EMC2 reacts to the speed and feed override settings when these switches are enabled.
If the block delete switch is on, lines of RS274/NGC code which start with a slash (the block delete character) are not interpreted. If the switch is off, such lines are interpreted. Normally the block delete switch should be set before starting the NGC program.
If this switch is on and an M1 code is encountered, program execution is paused.
A tool file is required to use the Interpreter. The file tells which tools are in which carousel slots and what the length and diameter of each tool are.
The file consists of any number of header lines, followed by one blank line, followed by any number of lines of data. The header lines are ignored by the interpreter. It is important that there be exactly one blank line (with no spaces or tabs, even) before the data. The header line shown in Table [.] describes the data columns, so it is suggested (but not required) that such a line always be included in the header.
Each data line of the file contains the data for one tool. The line may contain 4 or 5 elements (“mill format”) or 8 or 9 elements (“lathe format”).
The units used for the length and diameter are in machine units.
The lines do not have to be in any particular order. Switching the order of lines has no effect unless the same slot number is used on two or more lines, which should not normally be done, in which case the data for only the last such line will be used.
In emc, the location of the tool file is specified in the ini file. See the Integrator Manual for more details.
A tool file may have a mixture of “mill format” and “lathe format” lines, though usually the “lathe format” lines are only required for lathe-type tooling.
The “mill format” of a tool file is shown in Table [.].
| FMS | TLO | Diameter | Comment | |
| 1 | 1 | 2.0 | 1.0 | |
| 2 | 2 | 1.0 | 0.2 | |
| 5 | 5 | 1.5 | 0.25 | endmill |
| 10 | 10 | 2.4 | -0.3 | for testing |
Each line has five entries. The first four entries are required. The last entry (a comment) is optional. It makes reading easier if the entries are arranged in columns, as shown in the table, but the only format requirement is that there be at least one space or tab after each of the first three entries on a line and a space, tab, or newline at the end of the fourth entry. The meanings of the columns and the type of data to be put in each are as follows.
The “Pocket” column contains the number (unsigned integer) which represents the pocket number (slot number) of the tool carousel slot in which the tool is placed. The entries in this column must all be different.
The “FMS” column contains the number (unsigned integer) which represents a code number for the tool. The user may use any code for any tool, as long as the codes are unsigned integers. This is typically the same as the pocket number.
The “TLO” column contains a real number which represents the tool length offset. This number will be used if tool length offsets are being used and this pocket is selected. This is normally a positive real number, but it may be zero or any other number if it is never to be used.
The “Diameter” column contains a real number. This number is used only if tool radius compensation is turned on using this pocket. If the programmed path during compensation is the edge of the material being cut, this should be a positive real number representing the measured diameter of the tool. If the programmed path during compensation is the path of a tool whose diameter is nominal, this should be a small number (positive, negative, or zero) representing the difference between the measured diameter of the tool and the nominal diameter. If cutter radius compensation is not used with a tool, it does not matter what number is in this column.
The “Comment” column may optionally be used to describe the tool. Any type of description is OK. This column is for the benefit of human readers only.
The “lathe format” of a tool file is shown in Table [.].
| FMS | ZOFFSET | XOFFSET | DIA | FRONTANGLE | BACKANGLE | ORIENTATION | Comment | |
| 1 | 1 | 0.0 | 0.0 | 0.1 | 95.0 | 155.0 | 1 | |
| 2 | 2 | 0.5 | 0.5 | 0.1 | 120 | 60 | 6 |
The Pocket, FMS, DIA and Comment fields are as for mill format tool files. The ZOFFSET field is the same as the TLO field of mill format tool files. The DIA is also used by the AXIS gui display.
The XOFFSET field gives an offset for the X coordinate when tool length offsets are in effect.
The ORIENTATION field gives the orientation of the lathe tool, as illustrated in [.]. The red cross is the controlled point. See [.].
The FRONTANGLE and BACKANGLE fields are used by some user interfaces to display a fancy representation of the lathe tool.
In the RS274/NGC language view, a machining center maintains an array of 5400 numerical parameters. Many of them have specific uses. The parameter array persists over time, even if the machining center is powered down. EMC2 uses a parameter file to ensure persistence and gives the Interpreter the responsibility for maintaining the file. The Interpreter reads the file when it starts up, and writes the file when it exits.
| Parameter Number(s) | Meaning |
| 5061-5070 | Result of “G38.2” Probe |
| 5161-5169 | “G28” Home |
| 5181-5189 | “G30” Home |
| 5211-5219 | “G92” offset |
| 5220 | Coordinate System Number |
| 5221-5229 | Coordinate System 1 |
| 5241-5249 | Coordinate System 2 |
| 5261-5269 | Coordinate System 3 |
| 5281-5289 | Coordinate System 4 |
| 5301-5309 | Coordinate System 5 |
| 5321-5329 | Coordinate System 6 |
| 5341-5349 | Coordinate System 7 |
| 5361-5369 | Coordinate System 8 |
| 5381-5389 | Coordinate System 9 |
| 5399 | Result of M66 - Check or wait for input |
The format of a parameter file is shown in Table [.]. The file consists of any number of header lines, followed by one blank line, followed by any number of lines of data. The Interpreter skips over the header lines. It is important that there be exactly one blank line (with no spaces or tabs, even) before the data. The header line shown in Table [.] describes the data columns, so it is suggested (but not required) that that line always be included in the header.
The Interpreter reads only the first two columns of the table. The third column, “Comment,” is not read by the Interpreter.
Each line of the file contains the index number of a parameter in the first column and the value to which that parameter should be set in the second column. The value is represented as a double-precision floating point number inside the Interpreter, but a decimal point is not required in the file. All of the parameters shown in Table [.] are required parameters and must be included in any parameter file, except that any parameter representing a rotational axis value for an unused axis may be omitted. An error will be signalled if any required parameter is missing. A parameter file may include any other parameter, as long as its number is in the range 1 to 5400. The parameter numbers must be arranged in ascending order. An error will be signalled if not. Any parameter included in the file read by the Interpreter will be included in the file it writes as it exits. The original file is saved as a backup file when the new file is written. Comments are not preserved when the file is written.
| Parameter Number | Parameter Value | Comment |
| 5161 | 0.0 | G28 Home X |
| 5162 | 0.0 | G28 Home Y |
1 If the motion of mechanical components is not independent, as with hexapod machines, the RS274/NGC language and the canonical machining functions will still be usable, as long as the lower levels of control know how to control the actual mechanisms to produce the same relative motion of tool and workpiece as would be produced by independent axes. This is called kinematics. back
2 If the parallelism requirement is violated, the system builder will have to say how to distinguish clockwise from counterclockwise. back