Touchy ist eine Benutzeroberfläche für LinuxCNC, die für die Verwendung auf Maschinenbedienfeldern gedacht ist und daher keine Tastatur oder Maus benötigt.
Es ist für die Verwendung mit einem Touchscreen gedacht und funktioniert in Kombination mit einem Rad/MPG und einigen Tasten und Schaltern.
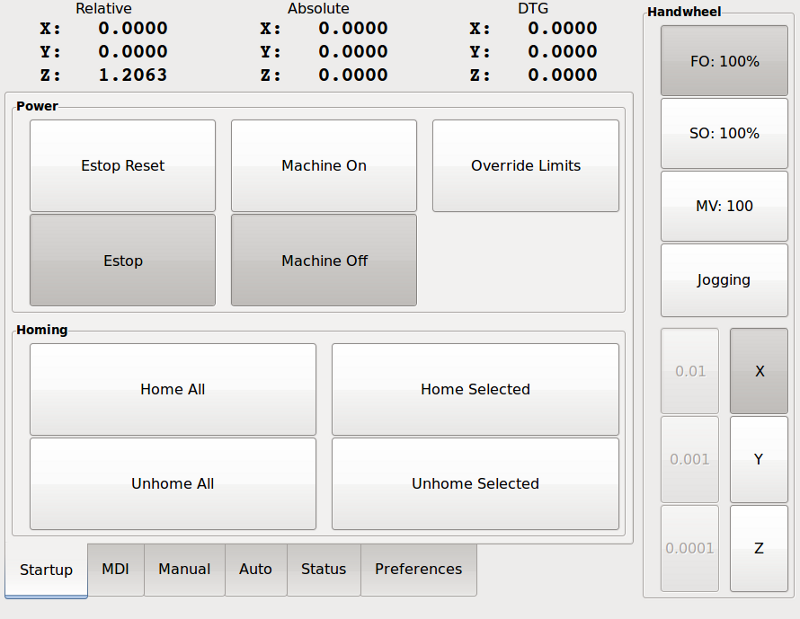
Die Registerkarte "Handrad" verfügt über Optionsfelder zur Auswahl zwischen den Funktionen "Vorschub-Override", "Spindel-Override", "Maximale Geschwindigkeit" und "Tippen" für den Rad/MPG-Eingang. Optionsfelder für die Achsenauswahl und die Schrittweite für den Tippbetrieb sind ebenfalls vorhanden.
1. Panel-Konfiguration
1.1. HAL-Verbindungen
Touchy sucht in der INI-Datei unter der Überschrift [HAL] nach Einträgen von POSTGUI_HALFILE=<Dateiname>. Typischerweise ist <Dateiname> touchy_postgui.hal, kann aber ein beliebiger legaler Dateiname sein. Diese Befehle werden nach der Erstellung des Bildschirms ausgeführt, um sicherzustellen, dass die HAL-Pins des Widgets verfügbar sind. Sie können mehrere Zeilen von POSTGUI_HALFILE=<Dateiname> in der INI haben. Sie werden nacheinander in der Reihenfolge ausgeführt, in der sie in der INI-Datei erscheinen.
|
Anmerkung
|
Touchy verlangte bisher, dass Sie eine Datei namens "touchy.hal" in Ihrem Konfigurationsverzeichnis (dem Verzeichnis, in dem sich Ihre INI-Datei befindet) erstellen. Aus Legacy-Gründen wird dies auch weiterhin funktionieren, aber INI-basierte Postgui-Dateien sind vorzuziehen. |
Für weitere Informationen über HAL-Dateien und den net-Befehl siehe HAL Basics.
Touchy hat mehrere Ausgangspins, die mit dem Motion Controller verbunden werden sollen, um das Joggen der Räder zu steuern:
-
touchy.jog.wheel.increment, das mit dem Pin axis.N.jog-scale jeder Achse N verbunden werden soll.
-
touchy.jog.wheel.N, das für jede Achse N mit axis.N.jog-enable verbunden werden muss.
|
Anmerkung
|
N steht für die Achsennummer 0-8. |
-
Zusätzlich zur Verbindung mit
touchy.wheel-countssollten die Radzählungen auch mit axis.N.jog-counts für jede Achse N verbunden werden. Wenn Sie die HAL-Komponente ilowpass zur Glättung der Radbewegung verwenden, stellen Sie sicher, dass Sie nur axis.N.jog-counts und nichttouchy.wheel-countsglätten.
-
Abbruch-Button (Moment-Kontakt), angeschlossen an den HAL-Pin touchy.abort.
-
Button für Zyklusstart (Moment-Kontakt) angeschlossen an touchy.cycle-start.
-
Rad/MPG, verbunden mit touchy.wheel-counts und Motion Pins wie oben beschrieben.
-
Einzelner Block (Kippschalter), angeschlossen an touchy.single-block.
-
Für kontinuierliches Joggen ein bidirektionaler Momentan-Schalter (oder zwei momentane Tasten) für jede Achse, eingehängt an touchy.jog.continuous.x.negative, touchy.jog.continuous.x.positive usw.
-
Wenn ein Quill-Up-Button gewünscht wird (um Z mit Höchstgeschwindigkeit an die Spitze der Reise zu joggen), ist eine momentane Taste mit touchy.quill-up verbunden.
-
touchy.jog.active zeigt an, wenn die Panel-Jogging-Steuerelemente live sind.
-
touchy.status-indicator' leuchtet, wenn die Maschine G-Code ausführt, und blinkt, wenn die Maschine zwar ausgeführt wird, sich aber in Pause/Feedhold befindet.
1.2. Empfohlen für jede Einrichtung
-
Notaus-Button fest in der Notaus-Kette verdrahtet
2. Einrichtung
2.1. Touchy aktivieren
Um Touchy zu verwenden, ändern Sie im Abschnitt [DISPLAY] Ihrer INI-Datei die Zeile für die Anzeigeauswahl in DISPLAY = touchy.
2.2. Einstellungen
Wenn Sie Touchy zum ersten Mal starten, überprüfen Sie die Registerkarte "Einstellungen". Wenn Sie einen Touchscreen verwenden, wählen Sie die Option zum Ausblenden des Zeigers, um optimale Ergebnisse zu erzielen.
Das Statusfenster hat eine feste Höhe, die durch die Größe einer festen Schriftart bestimmt wird. Dies kann durch die Gnome-DPI beeinflusst werden, die unter System / Einstellungen / Aussehen / Schriftarten / Details eingestellt wird. Wenn der untere Teil des Bildschirms abgeschnitten ist, verringern Sie die DPI-Einstellung.
Alle anderen Schriftgrößen können auf der Registerkarte Voreinstellungen geändert werden.
2.3. Makros
Touchy kann O-Wort-Makros über die MDI-Schnittstelle aufrufen. Um dies zu konfigurieren, fügen Sie im Abschnitt [MACROS] der INI-Datei eine oder mehrere MACRO-Zeilen ein. Jede Zeile sollte das folgende Format haben:
MACRO=increment xinc yinc
In diesem Beispiel ist "increment" der Name des Makros, das zwei Parameter namens xinc und yinc akzeptiert.
Legen Sie nun das Makro in einer Datei mit dem Namen "increment.ngc" im Verzeichnis "PROGRAM_PREFIX" oder einem beliebigen Verzeichnis im "SUBROUTINE_PATH" ab.
Es sollte wie folgt aussehen:
O<increment> sub G91 G0 X#1 Y#2 G90 O<increment> endsub
Beachten Sie, dass der Name des Unterprogramms exakt mit dem Dateinamen und dem Makronamen übereinstimmt, einschließlich Groß- und Kleinschreibung.
Wenn Sie das Makro durch Drücken der Schaltfläche Makro auf der Registerkarte MDI in Touchy aufrufen, können Sie Werte für xinc und yinc eingeben. Diese werden als #1 bzw. #2 an das Makro übergeben. Parameter, die Sie leer lassen, werden als Wert 0 übergeben.
Wenn es mehrere verschiedene Makros gibt, drücken Sie wiederholt die Makrotaste, um sie zu durchlaufen.
Wenn Sie in diesem einfachen Beispiel -1 für xinc eingeben und den Zyklusstart drücken, wird eine schnelle G0-Bewegung ausgelöst, die eine Einheit nach links geht.
Diese Makrofunktion ist nützlich für das Antasten von Kanten/Löchern und andere Einrichtungsaufgaben sowie vielleicht für das Fräsen von Löchern oder andere einfache Operationen, die vom Bedienfeld aus durchgeführt werden können, ohne dass speziell geschriebene G-Code-Programme erforderlich sind.