1. Introduction
AXIS est une interface utilisateur graphique pour LinuxCNC, il offre un aperçu permanent du parcours de l’outil. Il est écrit en Python, utilise Tk et OpenGL pour afficher son interface graphique.
2. Commencer avec AXIS
Pour choisir AXIS comme interface graphique de LinuxCNC, éditez le fichier .ini et dans la section [DISPLAY] changez la ligne DISPLAY comme ceci:
DISPLAY = axis
Puis, lancez LinuxCNC et choisissez le fichier ini. La configuration simplifiée sim/axis.ini est déjà configurée pour utiliser AXIS comme interface graphique.
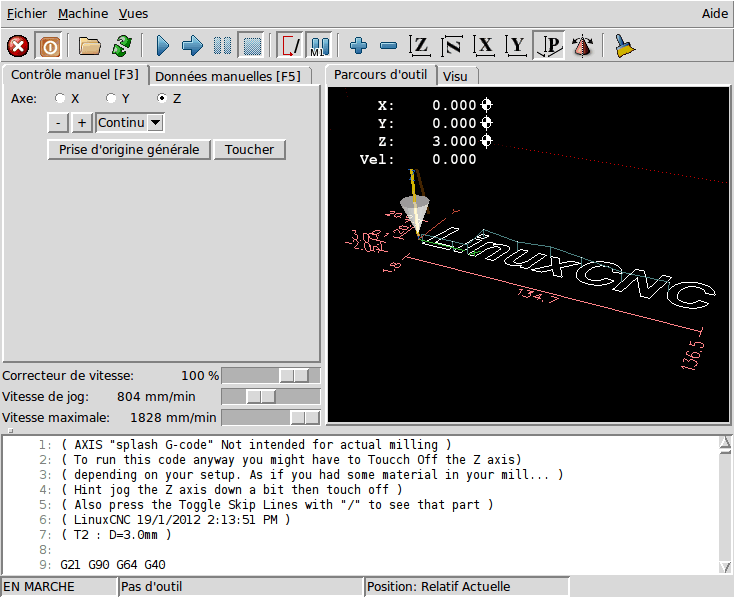
Quand AXIS démarre, une fenêtre telle que celle de la figure ci-dessus s’ouvre.
2.1. Une session typique avec AXIS
-
Lancer LinuxCNC et sélectionner un fichier de configuration.
-
Relâcher le bouton d’arrêt d’urgence A/U et presser celui de Marche machine.
-
Faire les prises d’origine machine POM pour chacun des axes.
-
Charger un fichier d’usinage.
-
Utiliser l’affichage du parcours d’outil pour vérifier que le programme est correct.
-
Brider le brut à usiner sur la table.
-
Faire les prises d’origine pièce POP de chacun des axes avec le jog et en utilisant le bouton Toucher.
-
Lancer le programme.
-
Pour usiner le même fichier une nouvelle fois, retourner à l'étape 6. Pour usiner un fichier différent, retourner à l'étape 4. Quand le travail est terminé, quitter AXIS.
3. Eléments de la fenêtre d’AXIS
La fenêtre d’AXIS contient les éléments suivants:
-
Un espace d’affichage qui montre une pré-visualisation du fichier chargé (dans ce cas, axis.ngc), ainsi que la position courante du point programmé par la machine. Plus tard, cette zone affichera le parcours de l’outil déplacé par la machine, cette zone est appelée le parcours d’outil (backplot)
-
Une barre de menus, une barre d’outils, des curseurs et des onglets permettant d’effectuer différentes actions.
-
L’onglet Contrôle manuel, qui permet de faire des mouvements d’axe, de mettre la broche en rotation ou de l’arrêter, de mettre l’arrosage en marche ou de l’arrêter.
-
L’onglet Données manuelles (appelé aussi MDI), où les blocs de programme G-code peuvent être entrés et exécutés à la main, une ligne à la fois.
-
Les curseurs Correcteurs de vitesse, qui permettent d’augmenter ou de diminuer la vitesse de la fonction concernée.
-
Une zone de textes qui affiche le G-code du fichier chargé.
-
Une barre d'état qui affiche l'état de la machine. Dans cette capture d'écran, la machine est en marche, aucun outil n’est monté, la position affichée est relative à l’origine machine (par opposition à une position absolue) et actuelle (par opposition à une position commandée)
3.1. Options des menus
Certaines options de menu peuvent s’afficher en grisé, c’est dépendant des options du fichier de configuration ini.
-
Ouvrir… - C’est une boîte de dialogue standard pour ouvrir un fichier G-code à charger dans AXIS. Si un filtre de programme a été configuré, il peut aussi être ouvert ici.
-
Fichiers récents… - Affiche la liste des fichiers ouverts récemment.
-
Éditer… - Ouvre le fichier G-code courant pour édition si un éditeur a été déclaré dans le fichier ini.
-
Recharger… - Recharge le fichier G-code courant. Si le fichier a été édité, il doit être rechargé pour que les modifications prennent effet. Si un programme a été stoppé, pour le reprendre depuis le début, le recharger. Le bouton Recharger a le même effet que l’option de menu.
-
Enregistrer le G-code sous… - Enregistre le fichier courant sous un nouveau nom.
-
Propriétés… - Donne la somme des mouvements en vitesse rapide et celle en vitesse travail. Ne tient pas compte des accélérations, ni des décélérations, ni des modes de trajectoire, de sorte qu’il ne donne jamais de temps inférieur au temps réel d’exécution.
-
Éditer la table d’outils… - Ouvre un dialogue permettant d'éditer les valeurs de la table d’outils.
-
Recharger la table d’outils… - Après avoir édité la table d’outil, il convient de la recharger pour que les nouvelles valeurs soient prisent en compte.
-
Éditeur de Ladder… - Si Classic Ladder a été chargé, il est possible de l'éditer ici.
-
Quitter… - Termine la session courante de LinuxCNC.
-
Arrêt d’Urgence F1… - (bascule) Active/désactive l’arrêt d’urgence.
-
Marche/Arrêt F2… - (bascule) Active/désactive la puissance machine.
-
Démarrer le programme… - Lance l’exécution du programme G-code.
-
Démarrer à la ligne sélectionnée… - Prudence avec cette commande, respecter la démarche suivante: Premièrement, sélectionner à la souris, la ligne à laquelle démarrer. Déplacer ensuite manuellement, l’outil à la position de la ligne précédente puis, cette commande exécutera le reste du code.
|
Attention
|
Ne pas utiliser la commande Démarrer à la ligne sélectionnée… si le programme G-code contient des sous-programmes. |
-
Pas à pas… - Avance d’un seul pas de programme.
-
Pause… - Effectue une pause dans le programme.
-
Reprise… - Reprends la marche après une pause.
-
Stopper… - Stoppe le programme en marche.
-
Arrêt sur M1… - Si M1 est rencontré et que cette option est cochée, l’exécution du programme s’interrompra à la ligne où il a été rencontré. Presser Reprise pour continuer.
-
Sauter les lignes avec "/"… - Si une ligne commençant par / est rencontrée et que cette option est cochée, cette ligne sera sautée.
-
Vider l’historique du MDI… - Efface l’historique des données manuelles.
-
Copier depuis l’historique du MDI… - Copier l’historique des données manuelles dans le presse-papier.
-
Coller dans l’historique du MDI… - Coller le contenu du presse-papier dans la fenêtre d’historique des données manuelles.
-
Calibration - Lance l’assistant de réglage de PID Servo. La calibration lit le fichier HAL et pour chaque pas il utilise une variable de la section [AXIS_n] du fichier ini et crée une entrée pouvant être éditée et testée.
-
Afficher configuration de HAL… - Ouvre une fenêtre sur la configuration de HAL depuis laquelle il est possible de visualiser tous les Components, Pins, Parameters, Signals, Functions et Threads de HAL.
-
HAL Mètre… - Ouvre une fenêtre dans laquelle il est possible de visualiser un seul Signal, HAL Pin, ou Parameter de HAL.
-
HAL Scope… - Ouvre un oscilloscope virtuel qui permet de tracer dans le temps, les valeurs de HAL.
-
Afficher l'état de LinuxCNC… - Ouvre une fenêtre montrant l'état de LinuxCNC.
-
Choisir le niveau de Debug… - Ouvre une fenêtre dans laquelle les niveaux de débogage sont visibles et certains réglables.
-
Prise d’origine… - Effectue la prise d’origine machine d’un ou de tous les axes.
-
Annulation OM… - Annule les origines d’un ou de tous les axes.
-
Annulation décalages d’origine… - Annule les décalages d’origine du système de coordonnées choisi.
-
L’outil touchera la pièce… - Lorsqu’un Toucher est effectué, la valeur entrée est relative au système de coordonnées pièce actuel (G5x), tel que modifié par le décalage d’axe (G92). Quand la séquence de Toucher est complète, la coordonnée relative pour l’axe choisi prendra la valeur entrée. Voir aussi G10 L10 dans le chapitre du G-code.
- L’outil touchera le porte-pièce…
-
Lorsqu’un Toucher est effectué, la valeur entrée est relative au 9ème système de coordonnées (G59.3), le décalage d’axe (G92) est ignoré. Mode destiné aux machines possédant un porte-pièce référencé à un endroit, sur lequel s’effectue le Toucher. Le 9ème système de coordonnées doit être ajusté pour que la pointe d’un outil de longueur nulle (le nez de broche), soit à l’origine du porte-pièce quand les coordonnées relatives sont à 0. Voir aussi G10 L11 dans le chapitre du G-code.
-
Vue de dessus… - La vue de dessus (ou vue de Z) affiche l’aspect du G-code vu depuis le côté positif de l’axe Z et en regardant vers son côté négatif. Cette vue convient bien pour visualiser les axes X et Y.
-
Vue de dessus basculée… - La vue de dessus basculée (ou vue de Z basculé) affiche également l’aspect du G-code vu depuis le côté positif de l’axe Z et en regardant vers son côté négatif. Mais cette fois, les axes X et Y sont représentés pivotés de 90 degrés pour mieux occuper l’espace d’affichage. Cette vue convient bien également, pour visualiser les axes X et Y.
-
Vue de côté… - La vue de côté (ou vue de X) affiche l’aspect du G-code vu depuis le côté positif de l’axe X et en regardant vers son côté négatif. Cette vue convient pour visualiser les axes Y et Z.
-
Vue de face… - La vue de face (ou vue de Y) affiche l’aspect du G-code vu depuis le côté positif de l’axe Y et en regardant vers son côté négatif. Cette vue convient bien pour visualiser les axes X et Z.
-
Vue en perspective… - La vue en perspective (ou vue P) affiche l’aspect du G-code en regardant vers la pièce depuis un point de vue orientable, par défaut vers X+, Y-, Z+. Cette position est orientable en la sélectionnant à la souris. L’affichage est un compromis, il tente d’afficher en 3D, entre trois et neuf axes, sur un écran en deux dimensions. Il y aura donc souvent certaines caractéristiques difficiles à voir, ce qui requerra un changement de point de vue. Cette vue convient bien pour voir les trois axes à la fois.
-
Affichage en pouces… - Ajuste l'échelle d’affichage d’AXIS pour les pouces.
-
Affichage en mm… - Ajuste l'échelle d’affichage d’AXIS pour les millimètres.
-
Afficher le programme… - L’affichage à l'écran de l’aspect du G-code peut être entièrement désactivé si l’opérateur le souhaite.
-
Parcours d’outil en vitesse rapide… - L’affichage du parcours d’outil du programme G-code courant représente toujours les mouvements en vitesse travail (G1,G2,G3) en blanc. Mais l’affichage des mouvements en vitesse rapide (G0) en cyan peut être désactivé si si l’opérateur le souhaite.
-
Simulation de transparence… - Cette option rends plus lisible le tracé des parcours affichés par les programmes complexes, mais il peut rendre l’affichage plus lent.
-
Parcours d’outil en temps réel… - La surbrillance des chemins d’outils en vitesse travail (G1,G2,G3) quand l’outil se déplace peut être désactivée si l’opérateur le souhaite.
-
Afficher l’outil… - Le symbole d’un outil, représenté par un cône ou un cylindre peut être désactivé si l’opérateur le souhaite.
-
Afficher les étendues… - L’affichage des étendues du programme G-code chargé (déplacements maximum de chacun des axes), peut être désactivé si l’opérateur le souhaite.
-
Afficher les offsets… - L’emplacement de l’origine du système de coordonnées pièce (G54 à G59.3) peut être représenté par un jeu de trois lignes orthogonales, une rouge, une bleue et une verte. L’affichage de cette origine pièce (ou zéro pièce), peut être désactivé si l’opérateur le souhaite.
-
Afficher les limites machine… - Les limites maximales de déplacement machine pour chacun des axes, qui sont fixées dans le fichier ini, s’affichent comme une boîte rectangulaire en lignes pointillées rouges. Il est facile, au chargement d’un nouveau programme G-code, de voir si la pièce est contenue dans le volume représenté. Ou de vérifier de combien l'étau doit être décalé, pour que le G-code puisse être usiné sans dépasser les limites de déplacements de la machine. Cette option peut être désactivée si l’opérateur le souhaite.
-
Afficher la vitesse d’avance… - L’affichage de la vitesse peut être utile pour voir la précision avec laquelle la machine suit la vitesse commandée. Cette option peut être désactivée si l’opérateur le souhaite.
-
Afficher la distance restante… - La distance restante est une valeur très utile à suivre, au lancement d’un programme de G-code inconnu pour la première fois. En combinaison avec les curseurs des correcteurs de vitesse, des dégâts sur l’outil ou la machine peuvent être évités. Quand le programme G-code sera débogué et qu’il fonctionnera en douceur, l’affichage de la distance restante pourra être désactivée si l’opérateur le souhaite.
-
Coordonnées en police large… - Les coordonnées des axes et la vitesse d’avance, s’afficheront en police large dans la vue du parcours d’outil.
-
Rafraîchir le parcours d’outil… - Au fur et à mesure des déplacements de l’outil, les parcours s’affichent sur l'écran d’Axis en surbrillance. Avant de répéter le programme, ou pour avoir un affichage clair sur une zone intéressante, la surbrillance des parcours précédents peut être rafraîchie.
-
Afficher la position commandée… - C’est la position que LinuxCNC cherche à atteindre. Quand le mouvement est stoppé, c’est la position que LinuxCNC cherchera à maintenir.
-
Afficher la position actuelle… - La position actuelle est la position mesurée grâce aux informations issues des codeurs ou simulées par le générateur de pas. Elle peut différer légèrement de la position commandée pour diverses raisons, comme les réglages des boucles PID, les contraintes physiques ou les efforts de coupe.
-
Afficher la position machine… - C’est la position par rapport à l’origine machine, telle qu'établie par la prise d’origine machine (POM).
-
Afficher la position relative… - C’est la position par rapport à l’origine pièce, telle qu'établie par la prise d’origine pièce (POP). On peut aussi représenter cette position comme étant l’origine machine à laquelle on a appliqué les codes de décalages des systèmes de coordonnées G5x, G92 et G43.
-
A propos d’Axis… - Donne la version et quelques informations relatives au copyright.
-
Aide rapide… - Affiche la liste des raccourcis clavier.
3.2. Boutons de la barre d’outils
Signification des boutons de la fenêtre d’AXIS, de gauche à droite:
-
 Arrêt d’urgence (A/U)
(en Anglais, E-Stop)
Arrêt d’urgence (A/U)
(en Anglais, E-Stop)
-
 Marche/Arrêt puissance machine
Marche/Arrêt puissance machine
-
 Ouvrir un fichier
Ouvrir un fichier
-
 Recharger le fichier courant
Recharger le fichier courant
-
 Départ cycle
Départ cycle
-
 Cycle en pas à pas
Cycle en pas à pas
-
 Pause/Reprise
Pause/Reprise
-
 Stopper l’exécution du programme
Stopper l’exécution du programme
-
 Sauter ou non les lignes commençant par /
Sauter ou non les lignes commençant par /
-
 Avec ou sans pause optionnelle
Avec ou sans pause optionnelle
-
 Zoom plus
Zoom plus
-
 Zoom moins
Zoom moins
-
 Vue prédéfinie Z (vue de dessus)
Vue prédéfinie Z (vue de dessus)
-
 Vue prédéfinie Z basculée
Vue prédéfinie Z basculée
-
 Vue prédéfinie X (vue de côté)
Vue prédéfinie X (vue de côté)
-
 Vue prédéfinie Y (vue de face)
Vue prédéfinie Y (vue de face)
-
 Vue prédéfinie P (vue en perspective)
Vue prédéfinie P (vue en perspective)
-
 Orienter la vue avec le bouton
gauche de la souris
Orienter la vue avec le bouton
gauche de la souris
-
 Rafraîchir le parcours d’outil
Rafraîchir le parcours d’outil
3.3. Zones d’affichage graphique du programme
L’affichage des coordonnées est situé en haut à gauche de l'écran graphique. Il montre les positions de la machine. A gauche du nom de l’axe, un symbole d’origine est visible si la prise d’origine de l’axe a été faite.
 Symbole de prise d’origine faite.
Symbole de prise d’origine faite.
A droite du nom de l’axe, un symbole de limite est visible si l’axe est sur un de ses capteurs de limite.
 Symbole de limite d’axe.
Symbole de limite d’axe.
Pour interpréter correctement ces valeurs, référez vous à l’indicateur Position de la barre d'état. Si la position est Absolue, alors les valeurs affichées sont exprimées en coordonnées machine. Si la position est Relative, alors les valeurs affichées sont exprimées en coordonnées relatives à la pièce. Quand les coordonnées affichées sont relatives, une marque d’origine de couleur cyan est visible pour représenter l’origine machine.
 Symbole d’origine machine.
Symbole d’origine machine.
Si la position est Commandée, alors il s’agit de la position à atteindre. Par exemple, les coordonnées passées dans une commande G0. Si la position est Actuelle, alors il s’agit de la position à laquelle la machine vient de se déplacer. Ces valeurs peuvent varier pour certaines raisons: erreur de suivi, bande morte, résolution d’encodeur, ou taille de pas. Par exemple, si vous demandez un mouvement à X 0.08 à votre fraiseuse, mais un pas du moteur fait 0.03, alors la position Commandée sera de 0.08, mais la position Actuelle sera de 0.06 (2 pas) ou 0.09 (3 pas).
Quand un fichier est chargé, une vue du parcours d’outil qu’il produira est visible dans la zone graphique. Les mouvements en vitesse rapide (tels ceux produits par une commande G0) sont affichés en lignes pointillées vertes. Les déplacements en vitesse travail (tels ceux produits par une commande G1) sont affichés en lignes continues blanches. Les arrêts temporisés (tels ceux produits par la commande G4) sont représentés par une petite marque X.
Un mouvement G0 (Vitesse rapide) avant un déplacement en vitesse travail ne sera pas affiché sur l'écran des parcours d’outil. Un mouvement en vitesse rapide, après un appel d’outil T<n>, n’apparaîtra sur l'écran des parcours d’outil qu’après le mouvement en vitesse travail suivant. Pour contourner une de ces caractéristiques, programmer un G1 sans déplacement, juste avant le G0.
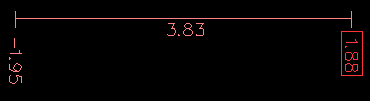
Les étendues du programme sont affichées pour chacun des axes. Aux extrémités, les coordonnées minimales et maximales sont indiquées. Au centres, la différence, entre ces deux coordonnées, est indiquée.
Quand une coordonnée dépasse la limite logicielle fixée dans le fichier .ini, la coordonnée correspondante s’affiche en rouge, entourée d’un rectangle. Dans la figure ci-dessous, la limite maximale est dépassée sur l’axe X, comme l’indique le rectangle entourant la valeur de la coordonnée. Le déplacement X minimal du programme est de -1.95, la course maximale est de 1.88 en X et le programme nécessite un déplacement en X de 3.83 pouces. Le déplacement total demandé par le programme est donc possible. Pour cela, se déplacer en jog vers la gauche puis Toucher à nouveau pour corriger l’origine pièce.
Si aucun outil n’est chargé, l’emplacement de la pointe de l’outil est indiqué par le cône d’outil. Le cône d’outil ne donne aucune indication sur la forme, la longueur, ou le rayon de l’outil.
Quand un outil est chargé, par exemple dans le MDI, avec la commande T1 M6, le cône d’outil passe de conique à cylindrique, il indique alors la proportion du diamètre de l’outil lu dans le fichier de la table d’outils.
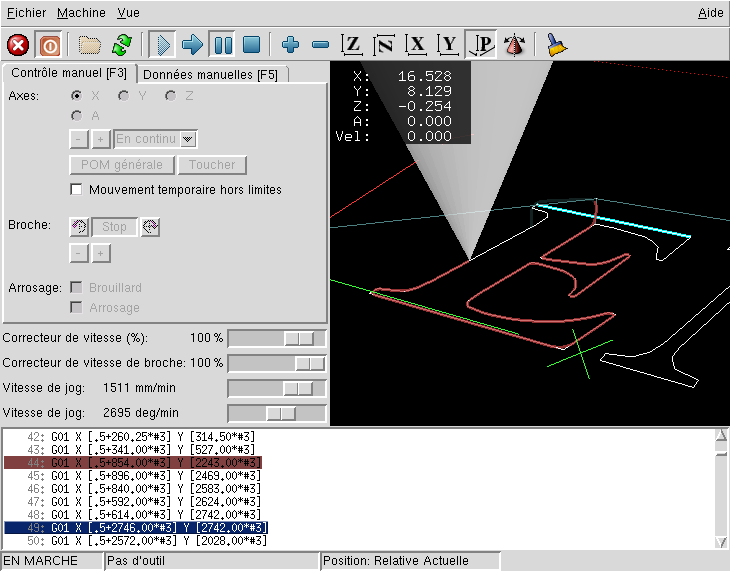
Quand la machine se déplace, elle laisse une trace appelée le parcours d’outil. La couleur des lignes indique le type de mouvement: jaune pour les mouvementq jog, vert clair pour les mouvements en vitesse rapide, rouge pour les mouvements en vitesse d’avance programmée et magenta pour les mouvements circulaires en vitesse d’avance programmée.
Par un clic gauche sur une portion du parcours d’outil, la ligne sous la souris passe en surbrillance à la fois dans le parcours d’outil et dans le texte. Un clic droit dans une zone vide enlève la surbrillance
En déplaçant la souris avec son bouton gauche appuyé, la vue est glissée sur l'écran.
En déplaçant la souris avec le bouton Maj enfoncé, ou en glissant avec la molette de la souris appuyée, la vue est tournée. Si une ligne du tracé est en surbrillance, elle devient le centre de rotation de la vue. Autrement, le centre de rotation est le milieu du fichier dans son ensemble.
En tournant la molette de la souris, ou en glissant la souris avec son bouton droit enfoncé, ou encore en glissant la souris avec son bouton gauche enfoncé et la touche Ctrl appuyée, le tracé sera zoomé en plus ou en moins.
En cliquant sur une des icônes de vue pré-définie de la barre d’outils, ou en pressant la touche V, cette vue est sélectionnée.
3.4. Zone texte d’affichage du programme
Un clic gauche sur une ligne du programme passe la ligne en surbrillance à la fois dans la zone texte et dans le parcours d’outil.
Quand le programme est lancé, la ligne en cours d’exécution est en surbrillance rouge. Si aucune ligne n’est sélectionnée par l’utilisateur, le texte défile automatiquement pour toujours laisser la ligne courante visible.
3.5. Contrôle manuel
Quand la machine est en marche mais qu’aucun programme n’est exécuté, les éléments graphiques de l’onglet Contrôle manuel peuvent être utilisés pour actionner la machine ou mettre en marche et arrêter ses différents organes.
Quand la machine n’est pas en marche, ou quand un programme est en cours d’exécution, le contrôle manuel n’est pas disponible.
Certains des éléments décrits plus bas ne sont pas disponibles sur toutes les machines. Quand AXIS détecte qu’une pin particulière n’est pas connectée dans le fichier HAL, l'élément correspondant de l’onglet Contrôle manuel est supprimé. Par exemple, si la pin HAL motion.spindle-brake n’est pas connectée, alors le bouton Frein de broche n’apparaîtra pas sur l'écran. Si la variable d’environnement AXIS_NO_AUTOCONFIGURE est mise à 1, ce comportement est désactivé et tous les boutons sont visibles.
Les cases à cocher du groupe Axes permettent de choisir l’axe de la machine à actionner manuellement. Cette action s’appelle le jog. Premièrement sélectionner l’axe à actionner en cochant sa case. Puis cliquer sur le bouton + ou - selon le sens de déplacement souhaité. Les quatre premiers axes peuvent aussi être déplacés avec les touches fléchées pour X et Y, avec les touches Page précédente et Page suivante pour (Z) et les touches [ et ] pour A.
Si En continu est sélectionné, le mouvement continuera tant que la touche ou le bouton resteront appuyés. Si une autre valeur est sélectionnée, la machine se déplacera juste de la distance affichée à chaque fois que la touche ou le bouton seront appuyés. Par défaut, les valeurs disponibles sont:
0.1000 0.0100 0.0010 0.0001
Voir le Manuel de l’intégrateur pour plus d’informations sur la configuration des incréments de jog.
Si votre machine dispose de contacts d’origine machine et a une séquence de prise d’origine définie dans le fichier ini, le bouton POM générale lancera cette séquence pour tous les axes, les touches Ctrl-HOME auront le même effet.
Si votre machine dispose de contacts d’origine mais n’a pas de séquence de prise d’origine définie dans le fichier ini, le bouton POM générale effectuera uniquement la prise d’origine de l’axe sélectionné. Cette procédure doit alors être réalisée, séparément pour chacun des axes.
Si votre machine ne dispose d’aucun contact d’origine défini dans la configuration, le bouton POM générale définira la position actuelle de l’axe comme étant la position d’origine machine et l’axe sera marqué comme ayant sa prise d’origine machine faite.
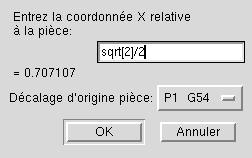
Si le bouton Toucher ou la touche FIN sont appuyés, le décalage d’origine pièce de l’axe Z, sur la figure ci-dessous: P1 G54, prendra la valeur spécifiée dans le champ de la boite de dialogue. Les expressions peuvent être entrées en suivant les règles de programmation rs274ngc, sauf les variables qui ne peuvent pas être utilisées. La valeur résultante sera affichée sous le champ. Exemple, pour faire la prise d’origine pièce, on affleure l’outil sur une cale de 5mm d'épaisseur posée sur le bloc, on presse le bouton Toucher et on saisi 5 dans le champ de la boîte de dialogue. La pointe de l’outil sera alors référencée à 0 sur la surface du bloc.
Voir aussi les options du menu Machine: Toucher la pièce et Toucher le porte-pièce.
En appuyant sur Dépassement de limite, la machine sera temporairement autorisée à se déplacer au delà d’un contact de limite physique. Cette case à cocher n’est disponible que lorsque un fin de course est pressé. Elle est désactivée après chaque mouvement de jogging. Si l’axe est configuré avec des contacts positifs et négatifs séparés, LinuxCNC permettra le jogging uniquement dans le sens du dégagement. Dépassement de limite ne permettra pas un jogging au delà d’une limite logicielle. La seule façon de désactiver une limite logicielle sur un axe est d’annuler sa prise d’origine.
Les boutons de la première rangée permettent de sélectionner la direction de rotation de la broche: Sens anti-horaire, Arrêt, Sens horaire. Les boutons de la rangée suivante augmentent ou diminuent la fréquence de rotation. La case à cocher de la troisième rangée permet d’engager ou de relâcher le frein de broche. Selon la configuration de votre machine, ces éléments n’apparaîtront peut être pas tous.
Ces deux boutons permettent d’activer les gouttelettes et l'Arrosage fluide ou de les désactiver. Selon la configuration de votre machine, ces boutons n’apparaîtront peut être pas tous.
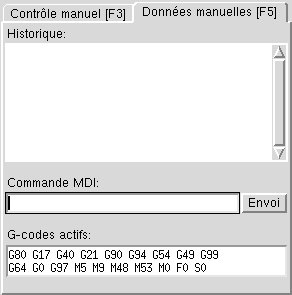
3.6. Données manuelles (MDI)
L’onglet d’entrée de données manuelles (encore appelé MDI), permet d’entrer et d’exécuter manuellement et une par une, des lignes de programme en G-code. Quand la machine n’est pas en marche, ou quand un programme est en cours d’exécution, cet onglet n’est pas opérationnel.
-
Historique - Affiche les commandes précédemment tapées et au cours des session précédentes.
-
Commande MDI - Ce champ permet la saisie d’une ligne de commande à exécuter. La commande sera exécutée par l’appui de la touche <Entrée> ou un appui sur le bouton Envoi.
-
G-Codes actifs - Cette fenêtre affiche les codes modaux actuellement actifs dans l’interpréteur. Par exemple, G54 indique que le système de décalage d’origine actuel est G54 qui s’appliquera à toutes les coordonnées qui seront entrées.
3.7. Correcteurs de vitesse
En déplaçant le curseur, la vitesse de déplacement programmée peut être modifiée. Par exemple, si un programme requiert une vitesse à F600 et que le curseur est placé sur 120%, alors la vitesse résultante sera de F720.
3.8. Correcteur de vitesse de broche
En déplaçant ce curseur, la vitesse programmée de la broche peut être modifiée. Par exemple, si un programme requiert une vitesse à F8000 et que le curseur est placé sur 80%, alors la fréquence de rotation résultante sera de F6400. Cet élément n’apparaît que si la HAL pin motion.spindle-speed-out est connectée dans le fichier .hal.
3.9. Vitesse de Jog
En déplaçant ce curseur, la vitesse de jog peut être modifiée. Par exemple, si ce curseur est placé sur 100 mm/mn, alors un jog de 1 mm durera .6 secondes, ou 1/100 de minute. Du côté gauche du curseur (jog lent) l’espacement des valeurs est petit alors que du côté droit (jog rapide) l’espacement des valeurs est plus grand, cela permet une large étendue de vitesses de jog avec un contrôle plus fin du curseur dans les zones les plus importantes.
Sur les machines avec axes rotatifs, un second curseur de vitesse est présent. Il permet d’ajuster la vitesse de rotation des axes rotatifs (A, B et C).
3.10. Vitesse Maxi
En déplaçant ce curseur, la vitesse maximale peut être réglée. Ceci couvre la vitesse maximale de tous les mouvements programmés, sauf les mouvements avec broche synchronisée.
4. Raccourcis clavier
La plupart des actions d’AXIS sont accessibles depuis le clavier. La liste complète des raccourcis clavier est disponible dans l’aide rapide d’AXIS qui s’affiche en cliquant sur Aide > Aide rapide . Beaucoup de ces raccourcis sont inaccessible en mode Entrées manuelles.
Touches des correcteurs de vitesse.
-
Les touches des correcteurs de vitesse se comportent différemment en mode manuel. Les touches 12345678 sélectionneront l’axe correspondant, si il est programmé.
-
Si vous avez 3 axes, alors * sélectionnera l’axe 0, 1 sélectionnera l’axe 1, et 2 sélectionnera l’axe 2.
-
Pendant l’exécution d’un programme, les touches 1234567890 fixeront la correction de vitesse travail entre 10% et 100%.
Les raccourcis clavier les plus fréquents sont visibles dans la table ci-dessous.
5. Affichage de l'état de LinuxCNC (LinuxCNCtop)
AXIS inclut un programme appelé linuxcnctop qui affiche en détail l'état de LinuxCNC. Ce programme est accessible dans le menu Machine > Fenêtre d'état de LinuxCNC.
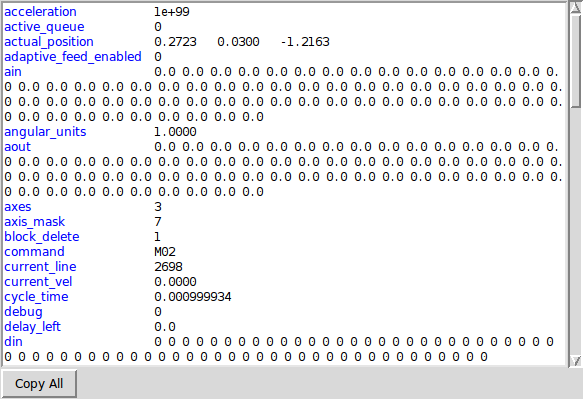
Le nom de chaque entrée est affiché dans la colonne de gauche. La valeur courante de chaque entrée s’affiche dans la colonne de droite. Si la valeur a changé récemment, elle s’affiche en surbrillance rouge.
6. Entrée de données en texte (MDI)
AXIS inclut un programme appelé mdi, il permet d’envoyer des commandes à la session de LinuxCNC en cours, sous forme de lignes de texte. Vous pouvez lancer ce programme en ouvrant une console et en tapant:
mdi /chemin/vers/linuxcnc.nml
En cours d’exécution il affiche le prompt: MDI>. Quand une ligne vide est entrée, la position courante de la machine est affichée. Quand une commande est entrée, elle est passée à LinuxCNC qui l’exécute.
Voici un exemple de session MDI.
$ MDI ~/linuxcnc/configs/sim/emc.nml MDI> (0.0, 0.0, 0.0, 0.0, 0.0, 0.0) MDI> G1 F5 X1 MDI> (0.5928500000000374, 0.0, 0.0, 0.0, 0.0, 0.0) MDI> (1.0000000000000639, 0.0, 0.0, 0.0, 0.0, 0.0)
7. axis-remote: Commande à distance de l’interface graphique d’AXIS
AXIS inclut un programme appelé axis-remote qui permet d’envoyer certaines commandes vers l’application AXIS fonctionnant à distance. Les commandes disponibles sont visibles en faisant: axis-remote --help pour vérifier qu’AXIS est en marche, inclure: (--ping), charger un fichier, recharger le fichier courant avec: (--reload) et quitter le programme AXIS avec: (--quit).
8. hal_manualtoolchange: Dialogue de changement d’outil manuel
LinuxCNC inclut un composant userspace HAL de appelé hal_manualtoolchange, il ouvre une fenêtre d’appel d’outil visible ci-dessous, quand la commande M6 est invoquée. Dés que le bouton Continuer est pressé, l’exécution du programme reprend.
Le fichier de configuration HAL configs/sim/axis_manualtoolchange.hal montre les commandes HAL nécessaires pour l’utilisation de ce composant.
hal_manualtoolchange peut être utilisé même si l’interface graphique AXIS n’est pas en service. Cette composante est particulièrement utile si vous avez des outils de pré-réglage et que vous utilisez la table d’outils.
|
Important
|
Le parcours d’outil d’un mouvement en vitesse rapide ne sera pas visible s’il suit un changement d’outil T<n> et ce jusqu’au prochain mouvement en vitesse travail. Ceci peut être source de confusion pour l’opérateur. Pour contourner cette particularité, ajoutez toujours un G1 sans mouvement après un M6 T<n>. |
9. Modules en Python
AXIS inclut plusieurs modules en Python qui peuvent être très utiles. Pour des informations complètes sur ces modules, faites: pydoc <nom du module ou lisez son code source. Modules inclus:
-
LinuxCNC fournit l’accès aux commandes de LinuxCNC, à son état et aux chaînes d’erreur
-
gcode fournit l’accès à l’interpréteur RS274NGC
-
rs274 fournit des outils supplémentaires pour travailler sur les fichiers RS274NGC
-
hal permet la création par l’utilisateur de composants de HAL écrits en Python
-
_togl fournit des éléments OpenGL utilisables dans les applications Tkinter
-
minigl fournit l’accès aux sous-ensembles d’OpenGL utilisés par AXIS
Pour utiliser ces modules dans vos propres scripts, assurez-vous que le répertoire où ils se trouvent est dans le chemin d’accès des modules Python. Avec une version installée de LinuxCNC, ça se fera automatiquement. Avec une version installée en in-place, ça peut être fait avec l’aide de: /scripts/rip-environment.
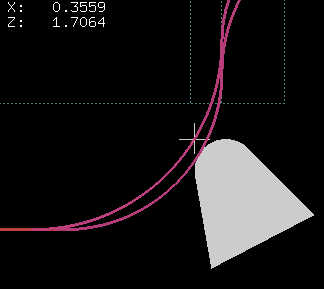
10. Utiliser AXIS en mode tour
En incluant la ligne
LATHE = 1
dans la section [DISPLAY] du fichier ini, AXIS sélectionnera le mode tour. L’axe Y ne s’affiche pas parmi les coordonnées, la vue est modifiée pour placer la broche à gauche, l’axe Z horizontalement avec son côté positif vers la droite (Z+) et l’axe X s'étendant vers le bas de l'écran (X+). Plusieurs contrôles (tels que ceux des vues prédéfinies) sont supprimés. Les lectures de coordonnées pour X sont désormais en diamètre et en rayon.
La touche V agit alors sur le zoom pour afficher le tracé complet du fichier chargé.
En mode tour (lathe), la forme et l’orientation de l’outil chargé sont représentés.
11. Configuration avancée d’AXIS
Pour plus d’informations sur les paramètres du fichier ini pouvant modifier le fonctionnement d’AXIS, voir le fichier ini, sections [DISPLAY] et le chapitre sur la configuration dans le manuel de l’intégrateur.
11.1. Filtres de programme
AXIS a la capacité d’envoyer des fichiers chargés à travers un filtre de programme. Ce filtre peut faire diverses tâches: Simple, comme s’assurer que le programme se termine bien par un M2 ou complexe, comme détecter que l’entrée est une image et générer le g-code qui permettra d’usiner sa forme.
La section [FILTER] du fichier ini défini comment les filtres doivent agir. Premièrement, pour chaque type de fichier, écrire une ligne PROGRAM_EXTENSION puis, spécifier le programme à exécuter pour chaque type de fichier. Ce programme reçoit comme argument le nom du fichier d’entrée, il doit produire le G-code selon le standard rs274ngc, en sortie. Les lignes de cette sortie s’affichent alors dans la zone de texte, le parcours d’outil résultant est visible dans la zone graphique, enfin il sera exécuté quand LinuxCNC recevra la commande Exécuter le programme. Les lignes suivantes fournissent la possibilité d’utiliser image-to-gcode, le convertisseur d’images fourni avec LinuxCNC:
[FILTER] PROGRAM_EXTENSION = .png,.gif Greyscale Depth Image png = image-to-gcode gif = image-to-gcode
Il est également possible de spécifier un interpréteur:
PROGRAM_EXTENSION = .py Python Script py = python
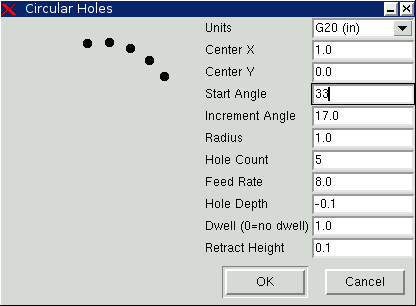
De cette manière, n’importe quel script Python pourra être ouvert et sa sortie traitée comme du G-code. Un autre exemple est disponible dans: /nc_files/holecircle.py . Ce script crée le G-code pour percer une série de trous suivant un arc de cercle.
Si la variable d’environnement: AXIS_PROGRESS_BAR est active, alors les lignes seront écrites sur stderr de la forme:
FILTER_PROGRESS=%d
AXIS fixera la barre de progression selon le pourcentage donné. Cette fonction devrait être utilisée pour un filtre qui fonctionne suffisamment longtemps.
11.2. La base de données des ressources X
Les couleurs de la plupart des éléments de l’interface utilisateur d’AXIS peuvent être personnalisées grâce à la base de données X. Le fichier axis_light_background modifie les couleurs de la fenêtre du parcours d’outil sur le modèle lignes noires et fond blanc, il sert aussi de référence des éléments configurables dans l'écran graphique. L’exemple de fichier axis_big_dro évolution de la position de lecture à une police plus grande taille. Pour utiliser ces fichiers:
xrdb -merge /usr/share/doc/linuxcnc/axis_light_background xrdb -merge /usr/share/doc/linuxcnc/axis_big_dro
Pour plus d’informations au sujet des éléments configurables dans les applications Tk, référez vous aux manuels de Tk.
Les bureaux graphiques modernes effectuent certains réglages dans la base de données des ressources X ces réglages peuvent affecter ceux d’AXIS, par défaut ces réglages sont ignorés. Pour que les éléments des ressources X écrasent ceux par défaut dans AXIS, il faut inclure cette ligne dans vos ressources X:
*Axis*optionLevel: widgetDefault
ce qui entraînera la construction des options au niveau widgetDefault, de sorte que les ressources X (qui sont elles, au niveau userDefault) puissent l’emporter.
11.3. Manivelle de jog
Pour accroître l’interaction d’AXIS avec une manivelle de jog physique, l’axe actif courant sélectionné dans l’interface graphique est aussi reporté sur une pin HAL avec un nom comme axisui.jog.x. Excepté pendant un court instant après que l’axe courant ait changé, une seule de ces pins à la fois est TRUE, les autres restent FALSE.
Après qu’AXIS ait créé ces HAL pins, il exécute le fichier hal déclaré avec: [HAL]POSTGUI_HALFILE. Ce qui diffère de [HAL]HALFILE, qui lui ne s’utilise qu’une seule fois.
11.4. ~/.axisrc
Si il existe, le contenu de: ~/.axisrc est exécuté comme un code source Python juste avant l’ouverture de l’interface graphique d’AXIS. Les détails de ce qui peut être écrit dans .axisrc sont sujets à changement durant le cycle de développement.
Les lignes visibles ci-dessous ajoutent un Ctrl+Q comme raccourci clavier pour Quitter et activer l’option Distance restante par défaut.
11.5. Éditeur externe
En définissant: [DISPLAY]EDITOR , les options de menu: Fichier → Éditer ainsi que Fichier → Éditer la table d’outils, deviennent accessibles. Deux valeurs qui fonctionnent bien: EDITOR=gedit et EDITOR=gnome-terminal -e nano.
11.6. Panneau de contrôle virtuel
AXIS peut afficher un panneau de commande virtuel personnalisé dans le volet de droite. Il est possible d’y placer des boutons, des indicateurs qui afficheront des données et plus encore. Voir le manuel de l’intégrateur.
11.7. Commentaires spéciaux
Les commentaires spéciaux peuvent être insérés dans le fichier de G-code pour contrôler le comportement de l’affichage d’AXIS. Pour limiter l’aperçu au seul affichage du parcours d’outil, utiliser ces commentaires spéciaux. Rien ne s’affichera entre le commentaire (AXIS,hide) et le commentaire (AXIS,show) sauf le parcours d’outil. Les (AXIS,hide) et (AXIS,show) doivent être utilisés par paires avec le (AXIS, hide) en premier. Tout ce qui est après un (AXIS,stop) ne sera pas visible.
Ces commentaires sont utiles pour désencombrer l’affichage d’aperçu (Par exemple pendant le débogage d’un grand fichier G-code, on peut désactiver l' aperçu sur certaines parties qui sont déjà fonctionnelles).
-
(AXIS,hide) Arrête le parcours d’outil (à placer en premier)
-
(AXIS,show) Reprend le parcours d’outil (il faut suivre un cache)
-
(AXIS,stop) Arrête le parcours d’outil d’ici à la fin du fichier.
-
(AXIS,notify,le_texte) Affiche le_texte à l'écran, comme une info. Cet affichage peut être très utile lors du pré-affichage du parcours d’outil, quand les commentaires (debug,message) ne sont pas affichés.