 Figure: Orientations des outils de tour
Figure: Orientations des outils de tourCe chapitre va regrouper les informations spécifiques aux tours, il est en cours de rédaction.
En plus d'utiliser une configuration propre à un tour il est préférable d'utiliser également un fichier d'outils de sorte que AXIS affiche correctement la forme de l'outil. La section sur les fichiers INI du manuel de l'intégrateur indique comment configurer AXIS pour un tour.
Les outils de tour différent de ceux d'une fraiseuse par l'ajout des angles FRONTANGLE (angle avant), BACKANGLE (angle arrière) et ORIENT (orientation). La table suivante montre le format d'un fichier d'outils pour tour.
| FMS | ZOFFSET | XOFFSET | DIA | FRONTANGLE | BACKANGLE | ORIENT | COMMENT | |
| 1 | 1 | 0.000 | 0.000 | 0.10 | 105.0 | 165.0 | 1 | 60 deg |
| 2 | 2 | 0.000 | 0.000 | 0.05 | 22.5 | 67.5 | 2 | 45 deg |
| 3 | 3 | 0.000 | 0.000 | 0.10 | 277.5 | 352.5 | 3 | 75 deg |
| 4 | 4 | 0.000 | 0.000 | 0.10 | 255.0 | 195.0 | 4 | 60 deg |
| 5 | 5 | 0.000 | 0.000 | 0.10 | 202.5 | 157.5 | 5 | 45 deg |
| 6 | 6 | 0.000 | 0.000 | 0.10 | 90 | 45 | 6 | 45 deg |
| 7 | 7 | 0.000 | 0.000 | 0.10 | -22.5 | 22.5 | 7 | 45 deg |
| 8 | 8 | 0.000 | 0.000 | 0.10 | 247.5 | 292.5 | 8 | 45 deg |
| 9 | 9 | 0.000 | 0.000 | 0.10 | 0 | 0 | 9 | |
Les valeurs du fichier d'outils peuvent être ajustées en utilisant G10 L1, à l'exception de FRONTANGLE, BACKANGLE et COMMENT qui doivent être, actuellement, renseignés manuellement.
La figure suivante indique les différentes positions conventionnelles ainsi que l'angle de l'axe de l'outil et les informations concernant le FRONTANGLE et le BACKANGLE.
Figure: Orientations des outils de tourLa figure suivante montre comment sont représentées par AXIS les positions d'outil du fichier précédent.
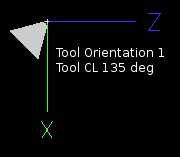
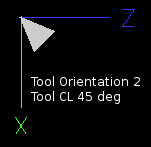

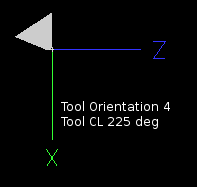 Figure: Tool Positions 1, 2, 3 & 4
Figure: Tool Positions 1, 2, 3 & 4

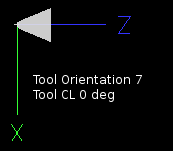
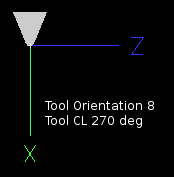 Figure: Tool Position 2
Figure: Tool Position 2Quand AXIS est utilisé sur un tour, il est possible de corriger l'outil sur les deux axes X et Z. Les corrections sont alors introduites dans la table d'outils en utilisant le bouton Toucher et sa fenêtre de dialogue.
Voici une séquence typique:
Note: Si l'opérateur travaille en mode rayon (G8), la correction introduite dans le fichier d'outils portera sur le rayon, par contre, elle sera relative au diamètre si le mode diamètre (G7) et utilisé.
Sur un tour, le filetage nécessite un signal de retour entre la broche et EMC2. Généralement, c'est un codeur de position qui fourni ce retour. Le manuel de l'intégrateur donne d'avantage d'informations sur le codeur de broche.
Le cycle de filetage préprogrammé G76 est utilisé, tant en filetage intérieur qu'en filetage extérieur, voir G76[->] dans la section G-code.